

Підрахунок дійсних розмірів
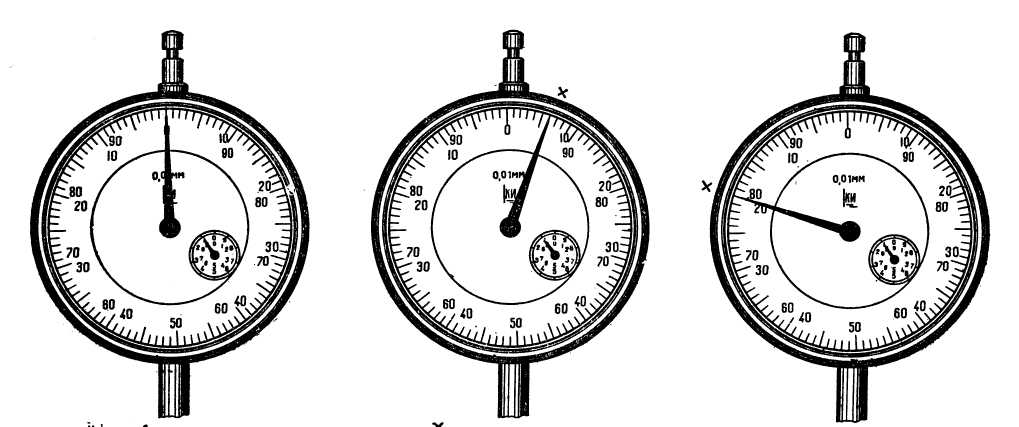
Установка проведена 42мм+0,06мм+42,06мм 42мм-0,20мм+41,80мм
на розмір 42мм
Рис. 4.12
Порядок виконання роботи
Вивчити будову і порядок вимірювань деталей індикаторними та мікрометричними нутромірами.
Освоїти прийоми та відпрацювати уміння вимірювання розмірів деталей з використанням методів безпосередньої оцінки (мікрометричний нутромір) та методів порівняння з мірою (індикаторний нутромір).
Виміряти внутрішній отвір деталі заданою викладачем.
Обчислити овальність та конусність деталі.
Оформити звіт та дати усні відповіді на контрольні запитання.
Контрольні запитання
Описати будову мікрометричного внутрішньоміра та показати його основні частини.
Показати, як виконується перевірка нульового показання внутрішньоміра.
Як виконується відлік показань на мікрометричних інструментах.
Чому дорівнює ціна поділки мікрометричних інструментів і як вона визначається?
На які види поділяються мікрометричні інструменти і яке вони мають призначення?
Наведіть приклади різних методів вимірювання.
ЛАБОРАТОРНА РОБОТА № 5
Вивчення засобів і методів вимірювання кутів деталей
Мета: вивчити будову ноніусних кутомірів; набути практичних навичок вимірювання кутів деталей кутомірами; набути практичних навичок користування таблицями граничних відхилень кутових розмірів.
Обладнання та матеріали: транспортирний кутомір УГ-1; універсальний кутомір УГ-2; зразки деталей.
Теоретичні відомості
Для абсолютного методу вимірювання кутів застосовують кутоміри. Суть абсолютного методу вимірювання полягає в тому, що за шкалою вимірювального засобу визначають абсолютне значення вимірюваного розміру (кутового чи лінійного).
Промисловість випускає кутоміри трьох типів: транспортирні УГ-1 (УМ) (кутомір Кушнікова) (рис. 5.1), універсальні УГ-2 (УН) (кутомір Семенова) (рис. 5.3) і оптичні (рис. 5.6).
Транспортирний кутомір УГ-1 призначений для вимірювання зовнішніх кутів від 0 до 180° і має градуйований напівдиск 2 з нанесеними поділками на дузі 180° (ціна поділки 1°), рухому лінійку 7, яка обертається на осі разом з ноніусом 5 і змінний косинець 8. Вимірювальними елементами кутомірів для кутів від 90° до 180° є лінійки 1 і 7 (рис. 5.1,б), а для кутів від 0 до 90° – лінійка 1 і косинець 8 (рис. 5.1,а).

Рис. 5.1. Кутомір УГ-1: а – вимірювання кутів від 0 до 90°; б – вимірювання кутів від 90 до 180°. 1,7 – лінійки; 2 – градуйований напівдиск; 3,6 – стопорний гвинт; 4 – гвинт мікрометричної подачі лінійки 7; 5 – ноніус; 8 – знімний косинець (кутник).
Перед початком вимірювання до лінійки 7 хомутиком 9 закріплюють косинець 8, приводять вимірювальні поверхні лінійки 1 і косинця 8 – до їх щільного прилягання і спостерігають за збіганням нульових позначок основної шкали і шкали ноніуса (рис. 5.2,а). Після цього попередньо кутомір встановлюють на заданий розмір повертанням рухомої лінійки 7. Потім стопорять гвинт 3 і, повертаючи гайку гвинта 4 мікрометричної подачі, домагаються точного встановлення кутоміра на заданий кут, при цьому між вимірювальними поверхнями кутоміра і поверхнею вимірюваної деталі не повинно бути зазору. Зафіксувавши положення лінійки 7 стопором 6, кутомір знімають з деталі і відлічують величину вимірюваного кута.

Рис. 5.2. 1 – основна шкала; 2 – шкала ноніуса; а – нульовий відлік; б – відлік розміру за шкалами кутоміра.
Відлік показів кутоміра здійснюють за двома шкалами – основній і ноніусній. Ціле число градусів відлічують за основною шкалою кутоміра за позначкою, яка розташована ліворуч нульової позначки шкали ноніуса. Для визначення величини кута у кутових мінутах понад ціле число градусів знаходять позначку ноніуса, яка найбільш точно збігається з позначкою основної шкали, і за нею відлічують шуканий кут. Ціна поділки ноніуса 2'.
Наприклад, відлік за шкалами кутоміра (рис. 5.2,б) відповідає 28°18', оскільки ліворуч нульової позначки ноніуса знаходиться двадцять восьма поділка основної шкали, а з однією з її позначок співпадає дев’ята позначка шкали ноніуса, що відповідає 18'.
При цьому потрібно пам’ятати, що при вимірюванні кутоміром УГ-1 без кутника 8 (вимірювання кутів від 90 до 180°) до відліку за шкалами кутоміра потрібно додати кут 90°.
Наприклад, якщо б це саме вимірювання кута проводилось без кутника 8, то до відліку 28°18' потрібно додати 90°.
В цьому випадку дійсне значення кута становитиме 118°18'.
Універсальний кутомір УГ-2 (рис. 5.3) призначений для вимірювання зовнішніх кутів в межах від 0 до 320° і внутрішніх – в межах від 40 до 180°. По основі 1, на яку нанесено основну шкалу з ціною поділки 1°, переміщується сектор 5 з ноніусом 3 і лінійкою. На секторі можна закріпити косинець 2 з допомогою хомутика. Хоч основну шкалу кутоміра нанесено на дугу 130°, комбінаціями в установлені вимірювальних деталей кутоміра забезпечується можливість вимірювання кутів від 0 до 320° (рис. 5.4). Ціна поділки ноніуса 2'.
Відлік за шкалами кутоміра УГ-2 проводиться так само, як і в кутоміра УГ-1. Розмір кутів більше розгорнутого (180°) виходить як різниця між 360° і вимірюваним кутом.

Рис. 5.3. 1 – основа, 2 – косинець, 3 – ноніус, 4 – стопор, 5 – сектор, 6 – лінійка підставки, 7 – знімна лінійка, 8 – державка.
При вимірі зовнішніх кутів від 0° до 50° показання читають по правій частині шкали (рис. 5.4,а).
При вимірі зовнішніх кутів від 50° до 90° показання читають по лівій частині шкали.
При вимірі зовнішніх кутів від 90° до 140° до показань правої частини шкали додають 90° (рис. 5.4,б).
При вимірі зовнішніх кутів від 140° до 180° до показань лівої частини шкали додають 90°.
При вимірі внутрішніх кутів від 180° до 130° показання правої частини шкали віднімають з 180° (рис. 5.4,в).
При вимірі внутрішніх кутів від 130° до 90° показання лівої частини шкали віднімають з 180°.
При вимірі внутрішніх кутів від 90° до 40° показання правої частини шкали віднімають з 90°.

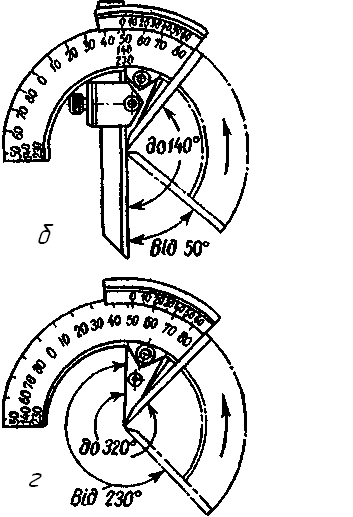
Рис. 5.4. Техніка вимірювання кутів: а – вимірювання зовнішніх кутів від 0° до 50°; б – вимірювання зовнішніх кутів від 50 до 140°; в – вимірювання зовнішніх і внутрішніх кутів від 140° до 230°; г – вимірювання внутрішніх кутів від 230° до 320°.