

Порядок виконання роботи
Ознайомитись з теоретичними відомостями та рекомендованою літературою.
Виміряти плоскопаралельні кінцеві міри довжини штангенциркулем, збільшуючи розмір від мінімального до максимального.
Обчислити погрішність вимірів і, порівнявши її з допустимим, зробити висновок про результати перевірки.
Оформити звіт та дати усні відповіді на контрольні запитання.
Таблиця 2.1. Результати вимірювань.
Інструмент |
Розмір кінцевої міри чи блоку мір (М), мм |
Вимірювальний розмір (Мr), мм |
Погрішність
інструмента, мм
|
Допустима погрішність інструмента, (±Е), мм |
Висновок (відп., не відп.) |
Штангенциркуль |
|
|
|
±0,05 |
|
Контрольні запитання
Описати будову штангенциркуля.
Як виконується відлік показань на штангенінструментах.
Чому дорівнює ціна поділки штангенінструментів і як вона визначається?
На які види поділяються штангенінструменти і яке вони мають призначення?
Наведіть приклади різних методів вимірювання.
Чи можна ціну поділки приладу приймати за точність вимірювання? Поясніть.
Назвати метрологічні показники засобів вимірювання.
Що називають похибкою вимірювання і які фактори її обумовлюють?
Як виконується відлік показань при вимірюванні внутрішніх діаметрів?
Виконати установку штангенциркуля за наступними розмірами: 10,1; 18,5; 12,4; 12, 9; 15,2 мм.
ЛАБОРАТОРНА РОБОТА № 3
Вимірювання розмірів і визначення відхилень форми поверхонь гладких циліндричних деталей з допомогою гладких мікрометрів
Мета: вивчити будову гладкого мікрометра; набути практичних навичок вимірювання розмірів та відхилень форми поверхонь деталей гладкими мікрометрами; набути практичних навичок користування таблицями допусків і посадок для гладких циліндричних з’єднань; набути практичних навичок визначення придатності деталей.
Обладнання та матеріали: гладкий мікрометр, кінцеві міри.
Теоретичні відомості
До мікрометричних інструментів належать гладкий мікрометр, мікрометричний внутрішньомір, мікрометричний глибиномір, мікрометр для вимірювання внутрішніх розмірів і важільний мікрометр. Принцип дії мікрометричних інструментів заснований на використанні точно виготовленої мікрометричної гвинтової пари (гвинт-гайка) з певним кроком (зазвичай Р=0,5 мм).
Гладкі мікрометри типу МК (ГОСТ 6507-90) призначені для зовнішніх вимірів (рис. 3.1). Ціна поділки 0,01 мм. Діапазони вимірів мікрометрів від 0–25 мм (МК-25) до 500–600 мм (МК-600). У всіх мікрометрів переміщення рухомої п’яти з мікрогвинтом дорівнює 25 мм.
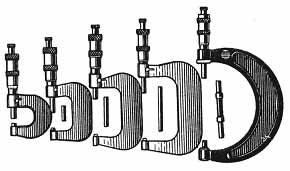
Рис. 3.1. Мікрометри типу МК
Мікрометри з нижньою межею 300, 400 і 500 мм мають змінну п’яту, що дозволяє збільшити діапазон вимірів до 100 мм. Мікрометри, починаючи з МК-50 мають у комплекті установчі міри, для перевірки нульового положення.
Мікрометр (рис. 3.2) складається з скоби 1, яка є корпусом інструмента і в яку з одного боку запресована нерухома п’ята 2 з гладенькою вимірювальною поверхнею. З іншого боку в скобу запресоване або приєднане до неї на різьбі стебло 4. Ліва частина отвору в стеблі є напрямною для мікрометричного гвинта 7, а в праву частину запресована мікрометрична гайка 5, з якою мікрометричний гвинт утворює гвинтову кінематичну пару.

Рис. 3.2. Гладкий мікрометр: 1 – скоба; 2 – п’ята; 3 – гайка кільцева; 4– стебло; 5 – мікрометрична гайка; 6 – гайка; 7 – мікрометричний гвинт; 8 – ковпачкова гайка; 9 – тріскачка; 10 – стебло.
Мікрометрична гайка виконана у вигляді цанги з трьома поздовжніми розрізами, на внутрішній поверхні якої нарізана різьба.
Накидна гайка 6 нагвинчуючись на цангу за рахунок конічної різьби або фаски буде зменшувати діаметри внутрішньої мікрометричної різьби і усувати осьовий люфт.
Торцева плоска гладенька поверхня мікрометричного гвинта 7 є другою вимірювальною поверхнею мікрометра.
Правий кінець мікрометричного гвинта закінчується конусом, за допомогою якого з мікрометричним гвинтом 7 з’єднується нерухомо барабан 10 за допомогою ковпачкової гайки 8, яка одночасно є корпусом тріскачки 9. Тріскачка 9 призначена для збереження сталості вимірювального зусилля, яке за нормою повинно становити 7±2 Н. При повертанні головки 9 тріскачки, яка гвинтом кріпиться до корпуса 8, за напрямком руху стрілки годинника рух передається мікрометричному гвинту штифтом, який притискається до храповика пружиною.
Увага! Забороняється застосовувати зайве зусилля при силовому замиканні твердої і рухливої п’ят мікрометра. Для створення необхідного вимірювального зусилля при вимірюванні достатньо повернути тріскачку до появи тріску (два-три клацання).
Перевірка нульового положення мікрометра. При зіткненні вимірювальних поверхонь мікрометра з вимірювальними поверхнями установчої міри або безпосередньо між собою (при межах вимірювання 0–25 мм) нульовий штрих барабана повинен співпадати з поздовжнім штрихом стебла, а скіс барабана повинен відкривати нульовий штрих стебла (рис. 3.3).
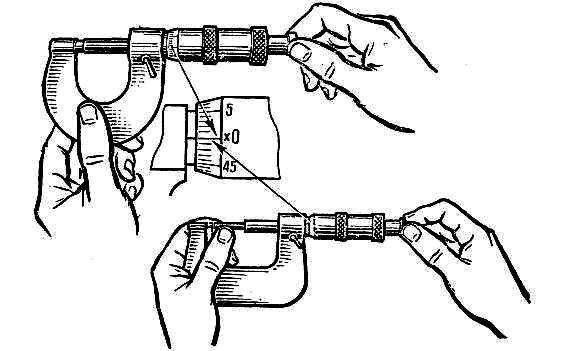
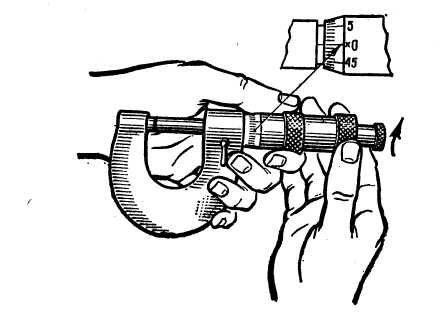
Рис. 3.3 Рис. 3.4
Якщо після зіткнення вимірювальних поверхонь з установчою мірою або між собою штрих барабана не співпадає з поздовжнім штрихом стебла, необхідно: 1) закріпити мікрогвинт стопором (рис. 3.4); 2) роз’єднати барабан з мікрогвинтом (рис. 3.5); 3) повертають барабан до збігання його нульової позначки з поздовжньою лінією стебла і закріплюють його (рис. 3.6); 4) провести перевірку нульового положення.
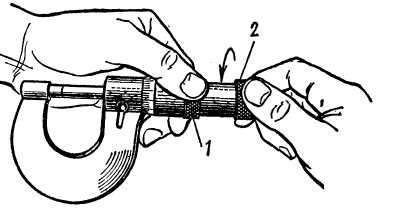
Рис. 3.5 Рис.3.6
Відлік показань. Відліковий пристрій мікрометричних інструментів складається з двох шкал: поздовжньої і кругової. Поздовжня шкала нанесена на стеблі і має два ряди позначок, розташованих по обидві сторони горизонтальної лінії і зміщених один відносно другого на 0,5 мм. Таким чином обидва ряди позначок утворюють одну поздовжню шкалу з ціною поділок 0,5 мм, що дорівнює крокові мікрометричного гвинта.
Нижній ряд позначок цифрований і використовується для відліку цілих міліметрів, верхній, не цифрований – для відліку половин міліметрів.
Друга замкнена кругова шкала нанесена на конусній поверхні барабана одержана внаслідок поділу кола кромки барабана на 50 рівних частин. Отже, ціну поділок колової шкали барабана можна визначити за формулою:
![]() ,
,
де Р=0,5 мм – крок мікрометричного гвинта;
п=50 – кількість поділок кругової шкали.
Таким
чином ціна поділки кругової шкали
![]() .
.
Для зручності відліку на круговій шкалі барабана, як і на поздовжній шкалі, кожна п’ята позначка позначається відповідно до цифр 0; 5; 10; 15 і т.д. до 45, які слід читати як соті частини міліметра. Нульова позначка на круговій шкалі барабана відповідає числу 50.
Приклади відліку показань мікрометра рис. 3.7.

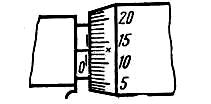
0,24мм 0,5мм+0,13мм=0,63мм
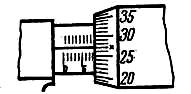

8мм+0,27мм=38,27мм 33мм+0,5мм+0,18мм=33,68мм
Рис.3.7
Ціле число міліметрів і половину міліметра рахують краєм скосу барабана за шкалою стебла. Соті долі міліметра визначають по порядковому номеру штриха барабана, що співпадає з штрихом стебла.