

Порядок виконання роботи
Виконати розмірний аналіз і побудувати схему розмірного ланцюга складових ланок шпонкового з’єднання. Варіанти завдань отримати у викладача.
Визначити номінальне значення і граничні відхилення (допуск) зазору між шпонкою і пазом корпусної деталі після складання шпонкового з’єднання з призматичною шпонкою. Розрахунок розмірного ланцюга провести методом повної взаємозамінності (максимуму-мінімуму).
Контрольні запитання
Значення розмірного аналізу в підвищенні якості техніки.
Дати визначення розмірного ланцюга та ланки.
Типи ланок в розмірних ланцюгах та їх властивості.
У чому суть розв’язання прямої і оберненої задачі розмірного ланцюга?
Послідовність складання геометричної схеми розмірного ланцюга.
Методи розрахунку розмірних ланцюгів.
ЛАБОРАТОРНА РОБОТА № 13
Вивчення основних параметрів різьбового з’єднання та їх впливу на взаємозамінність
Мета: ознайомитись з основними поняттями різьбових з’єднань; набути практичних навичок з визначення основних параметрів деталей різьбового з’єднання та встановлення їх придатності.
Обладнання та матеріали: таблиці допусків різьбових елементів ГОСТ 16093-70; індивідуальні картки-завдання.
Теоретичні відомості Основні параметри різьбового з’єднання та їх вплив на взаємозамінність
Номінальним розміром різьби, однаковим для зовнішньої (болта, гвинта, шпильки та ін.) і внутрішньої (гайки, різьбового отвору і т. д.) різьби, є зовнішній діаметр (рис. 13.1).
Зовнішній діаметр різьби d (D) − діаметр уявного циліндра, описаного по дотичній до вершин зовнішньої різьби або впадин внутрішньої різьби.
Внутрішній діаметр різьби d1 (D1) − діаметр уявного циліндра, вписаного по дотичній до западин зовнішньої різьби або вершин внутрішнього різьби. Він відіграє головну роль в забезпеченні міцності різьбового з’єднання, оскільки визначає небезпечний переріз болта.
Середній діаметр різьби d2 (D2) − діаметр уявного співвісного з різьбою циліндра, твірна якого

Рис. 13.1. Профіль та основні параметри метричної різьби
перетинає профіль різьби в точках, де ширина канавки дорівнює половині номінального кроку різьби.
Цей діаметр визначає згвинчуваність різьбового з’єднання і є основним параметром в забезпеченні взаємозамінності різьб.
Висота Н − висота вихідного трикутника, отриманого продовженням бічних сторін профілю до їх перетину. Робоча висота профілю Н1 − висота дотикання сторін профілю зовнішньої і внутрішньої різьби в напрямку, перпендикулярному до осі різьби.
Крок різьби Р − відстань між сусідніми однойменними сторонами профілю, виміряна в напрямку, паралельному осі різьби на відстані від цієї осі, рівному половині середнього діаметра.
Кут
профілю різьби
![]() − кут між боковими сторонами профілю
в осьовій площині. Половина
− кут між боковими сторонами профілю
в осьовій площині. Половина
![]() кута профілю − кут між бічною стороною
профілю і перпендикуляром, проведеним
з вершини вихідного профілю симетричної
різьби на вісь різьби.
кута профілю − кут між бічною стороною
профілю і перпендикуляром, проведеним
з вершини вихідного профілю симетричної
різьби на вісь різьби.
Вимірюючи ліве і праве, можна встановити не тільки значення , але і перекіс профілю різьби.
Кут
підйому різьби
![]() − кут, утворений дотичною до гвинтової
лінії в точці, яка лежить на середньому
діаметрі різьби, і площиною, перпендикулярною
до осі різьби. Кут підйому визначається
за формулою:
− кут, утворений дотичною до гвинтової
лінії в точці, яка лежить на середньому
діаметрі різьби, і площиною, перпендикулярною
до осі різьби. Кут підйому визначається
за формулою:
![]() .
.
Коли кут менше приведеного коефіцієнта тертя, різьба є самогальмуючою. Метрична різьби має великий запас самогальмування при статичних навантаженнях, але потребує спеціальних стопорних пристроїв при вібраційних навантаженнях.
На роботу різьбового з’єднання найбільше впливають відхилення кроку, кута профілю і середнього діаметра, оскільки вони визначають характер контакту різьбового з’єднання, його міцність, точність поступового переміщення та інші експлуатаційні якості.
З трьох
перерахованих параметрів простіше
всього вимірювати середній діаметр.
Оскільки між відхиленнями кроку, кута
профілю і середнього діаметру існує
геометрична залежність, необхідно, щоб
допуск на середній діаметр передбачав
також компенсацію відхилень кроку і
кута профілю. Через похибку кроку
![]() (рис. 13.2,а) профіль різьби по середньому
діаметру зміститься з точки a
в точку b.
Щоб компенсувати цю похибку кроку і
забезпечити згвинчуваність, необхідно
зменшити середній діаметр на
(рис. 13.2,а) профіль різьби по середньому
діаметру зміститься з точки a
в точку b.
Щоб компенсувати цю похибку кроку і
забезпечити згвинчуваність, необхідно
зменшити середній діаметр на
![]() ,
тоді профіль зовнішньої різьби по
середньому діаметру зміститься в точку
с
і згвинчуваність буде забезпечена. З
рис. 13.2,а видно, що діаметральна
компенсація похибки кроку
буде рівна для метричного різьби:
,
тоді профіль зовнішньої різьби по
середньому діаметру зміститься в точку
с
і згвинчуваність буде забезпечена. З
рис. 13.2,а видно, що діаметральна
компенсація похибки кроку
буде рівна для метричного різьби:
![]() .
.
Визначати
діаметральну компенсацію необхідно
виходячи з найбільшого значення
відхилення
![]() .
.
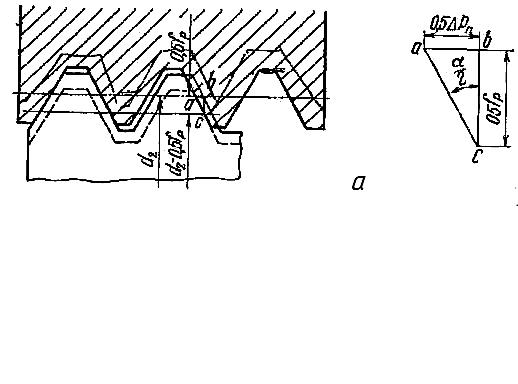

Рис. 13.2. Залежність між параметрами метричної різьби:
а − діаметральна компенсація похибок кроку; б − діаметральна компенсація похибок кута.
Залежність
між відхиленням половини кута профілю
різьби
і діаметральною компенсацією відхилення
кута профілю
![]() можна встановити, користуючись рисунком
13.2,б.
Через похибку кута профілю
можна встановити, користуючись рисунком
13.2,б.
Через похибку кута профілю
![]() профіль
зовнішньої різьби не може зайти в
профіль внутрішнього різьби. Заштриховані
трикутні ділянки заважатимуть
згвинчуванню. Щоб компенсувати цю
похибку профілю, треба зменшити середній
діаметр на
,
тоді профіль зовнішньої різьби по
середньому діаметру зміститься з точки
е
в точку f
і дотикання профілів зовнішньої і
внутрішньої різьб відбудеться в точці
g,
що забезпечить згвинчуваність різьби.
профіль
зовнішньої різьби не може зайти в
профіль внутрішнього різьби. Заштриховані
трикутні ділянки заважатимуть
згвинчуванню. Щоб компенсувати цю
похибку профілю, треба зменшити середній
діаметр на
,
тоді профіль зовнішньої різьби по
середньому діаметру зміститься з точки
е
в точку f
і дотикання профілів зовнішньої і
внутрішньої різьб відбудеться в точці
g,
що забезпечить згвинчуваність різьби.
Для зручності контролю різьб і розрахунку допусків введено поняття "Приведений середній діаметр" різьби, який знаходиться з рівнянь:
для
зовнішньої різьби −
![]() ;
;
для
внутрішньої різьби −
![]() .
.
Приведений середній діаметр − це середній діаметр теоретичної різьби, яка згвинчується з дійсною різьбою без зазору і без натягу.
Допустимі
відхилення кроку і кута профілю не
нормують, а встановлюють тільки сумарний
допуск на середній діаметр зовнішньої
різьби
![]() і внутрішньої −
і внутрішньої −
![]() ,
який включає допустиме відхилення
власне середнього діаметру і діаметральні
компенсації відхилень кроку і кута
профілю і визначається за формулою:
,
який включає допустиме відхилення
власне середнього діаметру і діаметральні
компенсації відхилень кроку і кута
профілю і визначається за формулою:
![]()
Ці загальні принципи покладені в основу розроблених стандартів на допуски і посадки метричних різьб.
На кресленнях деталей позначення поля допуску різьби здійснюють за позначенням номінального розміру різьби відповідно ГОСТ 8724-81. Наприклад, для різьби з основним (великим) кроком:
болт М12-6g: М – різьба метрична; d = 12 мм − номінальний (зовнішній) діаметр різьби; 6 − ступінь точності діаметрів d, d2 і d1 різьби; g − умовне позначення основного відхилення діаметрів d, d2 і d1 різьби; 6g − поле допуску для діаметрів d, d2, і d1 різьби;
гайка М12−6H: М − різьба метрична; D = 12 мм − номінальний (зовнішній) діаметр різьби; 6 − ступінь точності діаметрів D, D2 і D1 різьби; D − умовне позначення основного відхилення діаметрів D, D2 і D1 різьби; 6H − поле допуску для діаметрів D1 і D2 різьби.
Оскільки точність різьби визначається величиною допуску за середнім d2 і зовнішнім d діаметрами зовнішньої різьби і за середнім D2 та внутрішнім D1, діаметрами внутрішньої різьби, позначення точності різьби складається з позначення поля допуску середнього (d2, D2) діаметра, розташованого на першому місці і позначення поля допуску зовнішнього d діаметра для зовнішньої різьби чи внутрішнього D1 діаметра для внутрішньої різьби, розташованого на другому місці.
Наприклад, для різьби болта (зовнішньої різьби): М12−5g6g − поле допуску на середній діаметр 5g, а на зовнішній − 6g. Для різьби гайки (внутрішньої різьби): М12−5Н6Н − поле допуску на середній діаметр 5H, а на внутрішній – 6H.
Якщо поля допусків на ці діаметри однакові, то в позначеннях різьби їх не повторюють, наприклад, для різьби болта: М12−6g − поле допуску на середній і зовнішній діаметри 6g; для гайки М12−6Н − поле допуску на середній і внутрішній діаметри 6H.
Якщо в позначенні різьби її крок не вказаний, то це означає, що різьба є з основним (великим) кроком і її крок визначається за табл. залежно від номінального (зовнішнього) діаметра. Наприклад, для різьби М12 крок Р − 1,75 мм.
У позначенні різьби з дрібним кроком, крок різьби позначається, наприклад, М12×1,5 − 6g, крок Р = 1,5 мм.
Посадки різьбових з’єднань позначаються у вигляді дробу, в чисельнику якого вказують поле допуску гайки, а в знаменнику − поле допуску болта. Наприклад, з’єднання болта М12−6g з гайкою М12−6H записується так: М12−6H/6g або М12×1,5 − 6Н/6g − для різьби з кроком Р = 1,5 мм. Якщо довжина згвинчування відрізняється від нормальної (N), то її вказують у позначенні різьби, наприклад М12−6g−25, де 25 мм − довжина загвинчування. Нормальна довжина згвинчування для даної різьби становить від 6 до 18 мм для кроку Р = 1,75 мм.
Позначення лівої різьби доповнюється літерами LH, наприклад болт М12LH − 6g; гайка М12LH − 6H.
На кресленнях різьби з перехідними посадками та посадками з натягом позначаються аналогічно різьбовим з’єднанням із зазором, наприклад М12−4Н6Н/4j. Поле допуску зовнішнього діаметра зовнішньої різьби в позначенні не вказується.