

Тема 9. Коррозия металлов, её виды. Металлокерамические твёрдые сплавы.
Вопросы:
1. Классификация видов коррозии металлов.
2.Характеристика видов коррозии металлов.
3. Методы борьбы с коррозией металлов
4. Общие сведения о металлокерамических твердых сплавах. Получение металлокерамических твердых сплавов.
5. Группы металлокерамических твердых сплавов, их маркировка и область применения.
1. Разрушение металлов под воздействием окружающей среды называют коррозией. Другими словами, коррозия – это процесс превращения металлов в окисленное состояние.
Классификация видов коррозии металлов:
1. По виду коррозионного процесса:
-электрохимическая (действие на металл электролита);
-химическая (действие на металл бензина, масла, смолы и т. д.);
-смешанная (атмосферная коррозия).
2. По виду коррозионной среды:
-природная (под действием атмосферы, морской, речной, озёрной воды, почвы);
-промышленная (под действием солей, кислот, щелочей).
3. По характеру коррозионного разрушения (рис.30):
-равномерная (а), неравномерную (б), избирательную, воздействующую на определенную фазу (в), пятнами (г), язвенную (д), точечную (ё), сквозную (ж), ножевую (з), трещинами (и), межкристаллитную (к), подповерхностную (л) и послойную (м) коррозии.
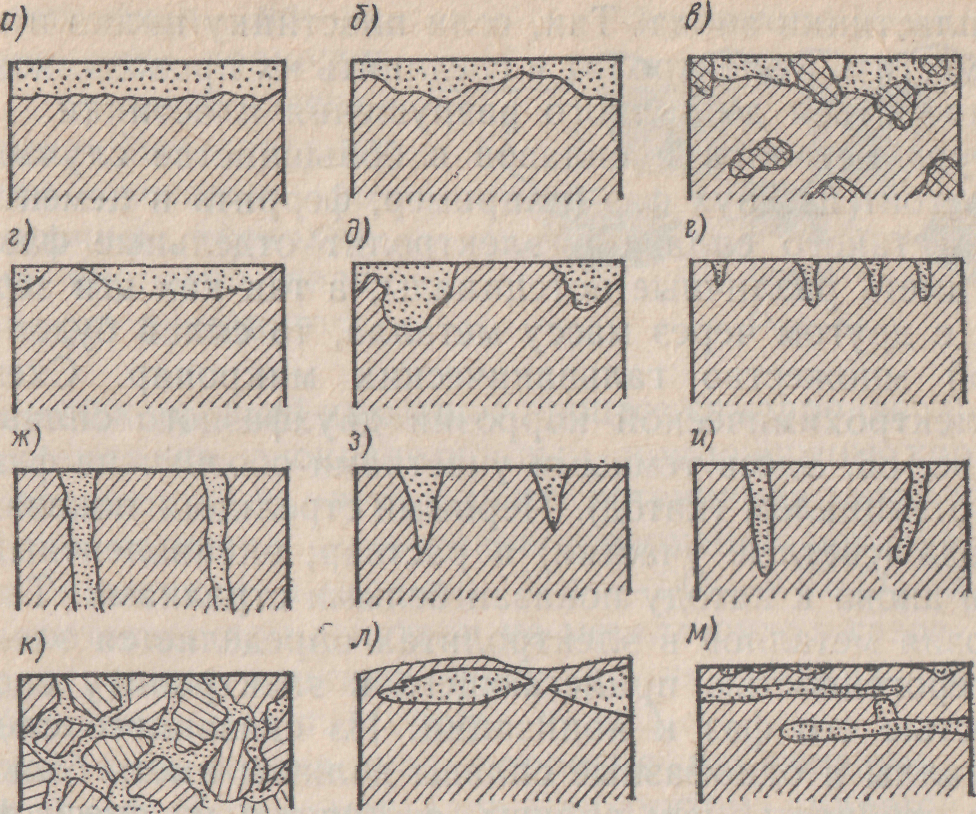
Рис.30
2. Электрохимической коррозией называют процесс самопроизвольного взаимодействия металла с жидкостью – электролитом, в ходе которого последовательно протекает окисление металла и восстановление окислительного компонента; окислительный компонент при этом не входит в состав продукта коррозии (например, Fе + 2Н2О = Fе(ОН)2 + 2Н+ + 2е).
Химической коррозией называют процесс самопроизвольного взаимодействия металла с окислительным компонентом коррозионной среды, не зависящий от электродного потенциала металла. В чистом виде химическая коррозия наблюдается, например, при горячей обработке металлов (продуктом является окалина), на деталях топок и котлов, тепловых двигателей, танкеров, газо - и нефтепроводов и пр.
Атмосферная коррозия совмещает особенности химической и электрохимической коррозии.
3. На практике применяются следующие способы защиты металлических изделий от коррозии; металлические и неметаллические покрытия, ингибиторы коррозии, электрохимическая защита.
Металлические покрытия бывают анодные и катодные. Анодные покрытия – покрытие железа цинком. Анодное покрытие защищает основной металл готовых изделий электрохимически. Катодные покрытия производят металлами, электродным потенциал которых в данном электролите выше потенциала основного металла. Катодные покрытия создают механическую защиту основного металла. Металлические покрытия наносят гальваническим, термодиффузионным, горячим способами, а также напылением, плакированном, припеканием.
Неметаллические покрытия – к ним относятся покрытия лаками, красками, смазкой, эмалями, а также резиной и эбонитом (гуммирование).
Ингибиторы коррозии- это соединения, которые вводят в небольших количествах в агрессивную среду для предотвращения или уменьшения скорости коррозии. Их используют для защиты металлоконструкций буровых скважин, трубопроводов, теплообменных аппаратов, химического оборудования.
Химическая защита – это создание на поверхности изделий защитных неметаллических пленок за счет окисления поверхностного слоя металла. Сам процесс называют оксидированием, а на железе и стали – воронением. Для воронения сталей заготовки погружают в растворы азотно-кислых солей при температуре 140 °С. Применяют для алюминия, магния и их сплавов для защиты изделий от воздуха и осадков.
Электрохимическая защита разделяется на протекторную и катодную.
Сущность протекторной защиты: вблизи поверхности, подлежащей защите, устанавливают протекторы из металла, имеющего в данном электролите меньший электродный потенциал, чем потенциал основного металла. Протектор будет анодом, а основной металл – катодом. Протектор будет постепенно разрушаться, защищая тем самым основной металл (подводные части судна).
Катодную защиту применяют для подземных металлических сооружений (трубопроводов, кабелей и т. д.), которые присоединяются к отрицательному полюсу источника постоянного тока; положительный полюс заземлен.
4. Металлокерамические твердые сплавы применяют в виде пластинок к режущему инструменту и инструменту для буров при бурении горных пород, а также в виде фильер для волочения. Некоторые мелкие режущие инструменты (сверла, развёртки, фрезы) изготовляют целиком из твердых сплавов.
Металлокерамические твердые сплавы очень тверды (82…92 HRA) и способны сохранять режущую способность до температур 1000… 1100°С.
Металлокерамические твердые сплавы представляют собой композиции, состоящие из особо твердых тугоплавких соединений в сочетании с вязким связующим металлом.
Наибольшее практическое применение для производства металлокерамических твердых сплавов имеют карбиды WС, ТiС и ТаС. Связующим металлом в спеченных твердых сплавах является кобальт, а иногда никель и железо.
В зависимости от состава карбидной фазы твердые сплавы разделяют на три основные группы: вольфрамовую (однокарбидные сплавы WС – Со (типа ВК)), титано-вольфрамовую (двухкарбидные сплавы WC – ТiС – Со (типа ТК)), титано-тантало-вольфрамовую (трехкарбидные сплавы WC – ТiС – ТаС – Со (типа ТТК)).
Для изготовления металлокерамических твердых сплавов порошкообразные составляющие тщательно перемешивают и смесь прессуют под давлением от 100 до 420 МПа. Полученные прессовки спекают в электропечах при температуре 1500 °С в атмосфере водорода или в вакууме. При спекании связующий металл (кобальт) расплавляется и, обволакивая зерна карбидов, связывает их.
Твердые сплавы чаще изготовляют в виде стандартных пластин различной формы для оснащения ими резцов, фрез, сверл и других режущих инструментов. Пластины в режущем инструменте крепят либо медным припоем, либо механическим способом.
5. Сплавы первой группы различаются по содержанию кобальта (2 ... 30%) и по зернистости карбидной фазы. С увеличением содержания кобальта растет вязкость сплава, но снижается твердость и износостойкость. Укрупнение зерен карбида вольфрама повышает вязкость сплава, но снижает твердость.
Однокарбидные сплавы применяют для изготовления режущих инструментов, предназначенных для обработки хрупких материалов: чугуна, цветных металлов и сплавов, неметаллических материалов (резины, фибры, пластмасс), а также нержавеющих и жаропрочных сталей, титана и его сплавов. Сплавы с низким содержанием кобальта ВК3, ВК3М, ВК4 применяют для чистовой и получистовой обработки, а сплавы ВК6, ВК6М, ВК8 – для черновой обработки. Вязкие сплавы с большим содержанием кобальта (более 20%) используют для оснащения штампового инструмента, работающего при значительных ударных нагрузках. Мелкозернистые твердые сплавы (ВКЗМ, ВК6М) применяют при обработке твердых чугунов по литейной корке. Сплав ВК15 применяют для режущих инструментов по дереву.
Для армирования горного инструмента используют сплавы марок ВК6, ВК6В, ВК4В, ВК8, ВК11В, ВК15.
Из сплавов марок ВК6, ВК8, ВК15 изготовляют также фильеры и матрицы для волочения и прессования (выдавливания); сплавы ВК6 и ВК8 используют и при изготовлении деталей измерительных инструментов, работающих на износ. Для изготовления штампов используют сплавы марок ВК15, ВК20, ВК10КС, ВК20К, ВК20КС.
Сплавы второй группы благодаря высокой твердости и износостойкости применяют преимущественно при высокоскоростной обработке сталей резанием. Свойства сплавов определяются содержанием карбида титана и кобальта. С увеличением содержания ТiС повышается износостойкость сплава и уменьшается его прочность, а увеличение содержания кобальта повышает вязкость и снижает твердость.
Наивысшей для двухкарбидных сплавов износостойкостью и допустимой скоростью резания при чистовой обработке обладает сплав Т30К4. Сплавы Т15К6, Т5К10 предназначены для получистовой и черновой обработки углеродистых и легированных сталей (поковок, штамповок, отливок). Сплав Т5К12В применяют для тяжелой черновой обработки поковок, штамповок и отливок, а также для строгания углеродистых и легированных сталей.
Сплавы третьей группы применяют для черновой и чистовой обработки труднообрабатываемых материалов, в том числе жаропрочных сплавов и сталей. Добавка карбида тантала или ниобия оказывает положительное влияние на прочность и режущие свойства сплавов. К этой группе относятся следующие марки: ТТ7К12, ТТ7К15, ТТ8К6, ТТ20К9 и др.
Примеры расшифровки марок металлокерамических твердых сплавов:
ВК6 – содержит 6 % кобальта, остальное карбид вольфрама (94 %).
Т15К6 - содержит 6 % кобальта, 15 % карбида титана, остальное карбид вольфрама (79 %).
ТТ7К12 – содержит 12 % кобальта, 7 % карбида титана и карбида тантала, остальное карбид вольфрама (81 %).
Буква М обозначает мелкозернистую структуру и поэтому более высокую износоустойчивость в сравнении с теми же марками нормальной зернистости; буквы В или КС в конце маркировки определяют более высокие эксплуатационную прочность и сопротивление ударам и выкрашиванию за счет крупнозернистой структуры; буква О указывает на содержание 2 % карбида тантала, что несколько увеличивает твердость и износостойкость сплава.
Тема. Основы теории термической обработки. Диаграмма превращения аустенита.