

Оглавление
Введение 3
Часть 1. Расчет параметров посадки отверстия и вала. 4
Часть 2. Цепи размерные. 6
Часть 3. Обработка результатов многократных измерений 16
Заключение 3
Введение
В современных условиях государственный контроль за соблюдением государственных стандартов приобретает социально-экономическую ориентацию, поскольку основные его усилия направлены на проверку строгого соблюдения всеми хозяйственными субъектами обязательных норм и правил, обеспечивающих интересы и права потребителя, защиту здоровья и имущества людей и среды обитания. Одной из его основных задач следует считать предупреждение и пресечение нарушений обязательных требований государственных стандартов, правил обязательной сертификации. Таким образом, рассматриваемая тема охватывает многие аспекты хозяйственной и производственной деятельности современного человека.
Часть 1. Расчет параметров посадки отверстия и вала.
1.Рассчитать
параметры посадки ; Ø![]()
2.написать все виды обозначения предельных отклонений размеров на конструкторских и рабочих чертежах.
Для расчета дана посадка в системе отверстия


Рис.1.Схема расположения полей допусков посадки.
1.1.Отклонения отверстий и вала по ГОСТ 25347-82:
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм;
мкм;
![]() мкм.
мкм.
1.2.Предельные размеры:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
1.3.Допуски отверстия и вала:
![]() мм;
мм;
![]() мм,
мм,
либо
![]() мм;
мм;
![]() мм.
мм.
1.4.Зазоры.
![]() мм;
мм;
![]() мм
мм
либо
![]() мм;
мм;
![]() мм.
мм.
1.5. Средний зазор:
Iср
=
 мм
мм
1.6.Допуск натяга(посадки):
![]() мм
мм
либо
![]() мм
мм
1.7. Обозначение предельных отклонений размеров на конструктивных чертежах:
а )
условное обозначение полей допусков:
)
условное обозначение полей допусков:
![]()
б) числовые значения предельных отклонений

в
26
26H7
![]()
![]()
![]()





























 )
условное обозначение полей допусков и
числовых значений предельных отклонений:
)
условное обозначение полей допусков и
числовых значений предельных отклонений:
1.8. Обозначение размеров на рабочих чертежах
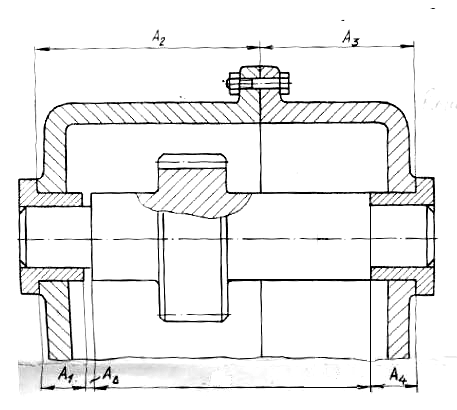
Часть 2. Цепи размерные.
Требуется определить допуски и отклонения всех размеров деталей, влияющих на величину указанного зазора (прямая задача). По заданным значениям размеров всех деталей влияющих на зазор А∆, определить предельные значения указанного зазора (обратная задача) и сравнить его с заданными значениями.
Вариант № |
NA1 |
NA2 |
NA3 |
NA4 |
NA5 |
А∆ |
|||||||
-5 |
18 |
3 |
178 |
19 |
124 |
|
|||||||
NA6 |
|
|
|
|
|
|
|
||||||
19 |
|
||||||||||||
а) Метод полной взаимозаменяемости.
Назначить допуски
и отклонения составляющих размеров с
таким расчетом, чтобы обеспечить значение
замыкающего размера, равное А∆=0![]() мм. Расчет произвести методом полной
взаимозаменяемости.
мм. Расчет произвести методом полной
взаимозаменяемости.
На детали входящие в сборочный комплект, назначены следующие значения номинальных размеров: NA1=18 мм; NA2=3 мм; NA3=178 мм; NA4=19 мм; NA5=124 мм; NA5=19 мм
Согласно заданию имеем:
![]() =
1 мм;
=
1 мм;
![]() мм;
мм;
![]()
![]() мм;
мм;
![]() мм.
мм.
Составим график размерной цепи:
Составим уравнение размерной цепи:
А∆=ξ1А1+ξ2А2+ξ3А3+ξ4А4+ξ5А5+ξ6А6
Значение передаточных отношений:
Обозначение передаточных отношений |
ζ1 |
ζ2 |
ζ3 |
ζ4 |
ζ5 |
|
Численное значение
|
-1 |
+1 |
+1 |
-1 |
-1 |
-1 |
Произведем проверку правильности назначения номинальных значений составляющих размеров:
![]() .
.
Так как по условию
задачи
![]() ,
следовательно, номинальные размеры
назначены правильно.
,
следовательно, номинальные размеры
назначены правильно.
Осуществим увязку допусков, замыкающего размера
 распределяют между составляющими
размерами. Одним из способов распределения
допуска
является
способ одной степени точности, при
котором принимают, что все составляющие
размеры выполнены с одной степенью
точности (одного квалитета). Этот способ
рекомендуется применять при сильно
отличающихся величинах номинальных
размеров.
распределяют между составляющими
размерами. Одним из способов распределения
допуска
является
способ одной степени точности, при
котором принимают, что все составляющие
размеры выполнены с одной степенью
точности (одного квалитета). Этот способ
рекомендуется применять при сильно
отличающихся величинах номинальных
размеров.
При способе одной степени точности ориентируются на среднюю степень точности (квалитет) составляющих звеньев ас.
Величина ас определяется выражением:
![]() .
.
Устанавливаем, что такому значению ас соответствует точность, лежащая между 11 и 12 квалитетами. Примем для всех размеров 11 квалитет, тогда:
Т6=Т4=0,13 мм; Т2=0,06мм; Т3= Т5=0,25 мм; Т1=0,11 мм.
Произведем проверку правильности назначения допусков составляющих размеров по уравнению:
![]() мм.
мм.
Полученная сумма допусков меньше заданного допуска замыкающего размера.
Следовательно, допуски нужно расширить на увязочный размер.
Осуществим увязку средних отклонений, для чего примем следующий характер расположения полей допусков составляющий размеров:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
Сведем данные для расчета в таблицу 1.
Обозначение размера |
Размер |
|
|
|
|
|
-1 |
0 |
0 |
|
|
+1 |
-0,03 |
-0,03 |
|
|
+1 |
0 |
0 |
|
|
-1 |
-0,065 |
0,065 |
|
|
-1 |
-0,125 |
0,125 |
|
|
-1 |
-0,065 |
0,065 |
По уравнению
![]() найдем среднее отклонение замыкающего
размера.
найдем среднее отклонение замыкающего
размера.
![]()
Так как полученное значение не совпадает с заданным, то произведем увязку средних отклонений за счет среднего отклонения размера А5 , принятого в качестве увязочного. Величину среднего отклонения размера А5 найдем из уравнения , т.е.
-0,1=0-0,03+0+0,065+0,065+Ес5
Откуда: Ес5=-0,2
Предельные отклонения:
ЕS5=Ec5+0,5T5=-0,2+0,5∙0,250=-0,075 мм;
Ei5=Ec5-0,5T5=-0,2-0,5∙0,250=-0,325 мм.
Таким образом
![]() мм.
мм.