

3.6 Обработка поверхностей заготовок на координатно-расточных станках
На координатно-расточных станках обрабатывают точные отверстия, при этом обеспечивается большая точность расположения их осей.
На рисунке 11 показан общий вид одностоечного координатно-расточного станка. На станине 1 смонтирована стойка 2. В верхней части стойки расположена коробка скоростей 3 и расточная головка 4 со шпинделем 5. Шпинделю с инструментом сообщают главное вращательное движение через коробку скоростей 3. Шпиндель станка имеет также вертикальное перемещение (движение подачи). Заготовку закрепляют на столе 6, имеющем салазки 7.
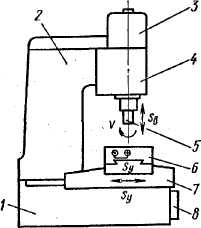
Рисунок 11- Общий вид координатно-расточного станка
Шпиндель на заданные координаты устанавливают перемещением стола 6 в двух взаимно перпендикулярных направлениях: продольном по направляющим салазок 7 и поперечном по направляющим станины 1. Стол перемещается от привода 8. Для точного отсчета перемещений (координат) на станке имеются масштабные зеркальные валики и оптические системы. Точность установки координатных размеров достигает 0,001 мм.
Координатно-расточные станки отличаются от обычных расточных станков повышенной жесткостью. Для обеспечения высокой точности обработки фундамент этих станков изолируют от воздействия колебаний соседнего оборудования; станки устанавливают в помещении с постоянной температурой +20° С (±1°).
На этих станках можно не только выполнять точные расточные работы, но и проводить точные измерения. Координатно-расточные станки применяют главным образом для изготовления изделий инструментального производства (штампов, пресс-форм, шаблонов, копиров, приспособлений).
3.7 Обработка поверхностей заготовок на алмазно-расточных станках
На алмазно-расточных станках окончательно обрабатывают отверстия алмазными и твердосплавными резцами.
На рисунке 12 показан одношшгадельный алмазно-расточной станок с горизонтальным расположением шпинделя. На станине 1 установлена расточная головка 2, В головке расположен закреплена оправка с резцом. Заготовку закрепляют на столе 3, имеющем перемещение по направляющим станины — продольную подачу, величина которой регулируется механизмом подач 4. Два соосных отверстия обрабатывают на алмазно-расточных станках двустороннего действия, имеющих две расточные головки.
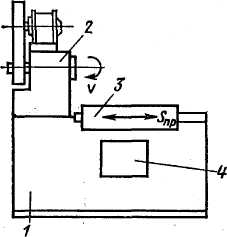
Рисунок 12- Общий вид алмазнорасточного станка
Высокая точность и малая шероховатость обработанной поверхности обеспечиваются применением высоких скоростей резания (200—1000 м/мин), малых подач (0,01—0,1 мм/об) и глубин резания (0,05—0,2 мм). При обработке цветных металлов применяют алмазные, а при обработке черных металлов — твердосплавные резцы.
Алмазно-расточные станки широко применяют для растачивания отверстий в блоках цилиндров и гильзах тракторных, автомобильных и мотоциклетных двигателей.
3.8 Технологические требования к конструкциям деталей машин, обрабатываемых на расточных станках
Отверстия в корпусных деталях следует предусматривать простой формы (рисунок 13, а). Глухие глубокие отверстия, а также конические и с выточками (рисунок 13, б) трудно обрабатывать.
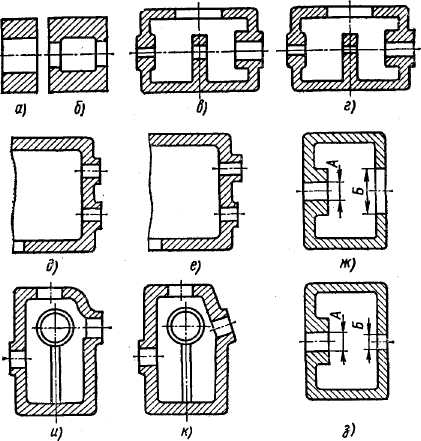
Рисунок 13- Примеры конструкций деталей машин, обрабатываемых на расточных станках
Детали с несколькими соосными отверстиями целесообразно конструировать так, чтобы их диаметры последовательно уменьшались в одном направлении (рисунок 13, в). При этом отверстия можно одновременно растачивать за один проход резцами, установленными на двухопорной оправке.
Если в корпусной заготовке имеются внутренняя стенка или отверстия небольшого диаметра, не позволяющие ввести оправку, то такая конструкция является нетехнологичной (рисунок 13, г). Расположение торцов следует предусматривать в одной плоскости (рисунок 13, д), что позволит обрабатывать их за один проход. Наличие уступов в отверстиях и расположение торцовых поверхностей на разных высотах (рисунок 13, е) затрудняют обработку.
Большое значение имеет свободный доступ ко всем элементам детали при обработке и измерении. В рекомендуемой на рисунке 13, ж конструкции за счет увеличения диаметра отверстия В облегчается доступ режущего инструмента для подрезания торца отверстия А. Конструкция, приведенная на рисунке 13 з, является менее технологичной.