

34. Литтєве формування гумових сумішей. Технологічні та апаратурні особливості періодичного литтєвого формування. Продуктивність однопозиційної литтєвої машини.
Расчет производительности литьевых машин
П![]() роизводительность
однопозиционных литьевых машин G
(в кг/ч) рассчитывают по формуле:
роизводительность
однопозиционных литьевых машин G
(в кг/ч) рассчитывают по формуле:
где V — объем изделия, см3; р — плотность резиновой смеси, г/см3; п — число гнезд в форме; тц — продолжительность цикла, с.
В![]() ремя
цикла (в с) находят следующим образом:
ремя
цикла (в с) находят следующим образом:
где Тподв — время подвода литьевого устройства к пресс-форме; Tсмык, Tразм — длительность смыкания и размыкания формы с извлечением изделия; Твпр — время впрыска резиновой смеси в форму; Тв — продолжительность вулканизации изделия.
Время отвода литьевого устройства и наполнения литьевой камеры резиновой смесью не учитывается, так как эти операции происходят в момент вулканизации.
Продолжительность смыкания и размыкания форм, подвода литьевого устройства к пресс-форме составляет время холостого хода машины, которое зависит от мощности машины и равно 4—7 с для машин с объемом отливки до 125 см3 и 10—20 с для машин с объемом до 1000 см3.
Время
вулканизации зависит от формы и размеров
изделия, а также вулканизационных
параметров резиновой смеси и температурных
условий. Если предположить, что впрыск
смеси в литьевую форму происходит
достаточно быстро и сколько-нибудь
существенной вулканизации при этом
не происходит, можно принять, что
начальная температура постоянна,
одинакова по сечению изделия и равна
То. Для поверхности раздела резиновая
смесь — металлическая форма предполагаем
тепловой контакт и достаточно большую
тепловую мощность источников теплоты,
обеспечивающих граничные условия
1-го рода, т.е.: ![]()
Расчет времени вулканизации основывается на знании температурной зависимости вулканизационных характеристик, заданных графически или в виде таблицы.
В![]()
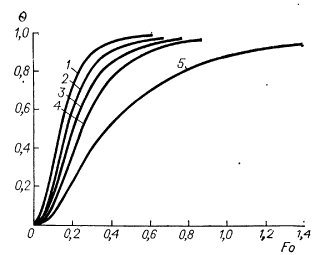 ремя
нестационарного прогрева изделия с
учетом его геометрической формы
может быть рассчитано по уравнению:
ремя
нестационарного прогрева изделия с
учетом его геометрической формы
может быть рассчитано по уравнению:

где
К — характерный размер изделия, м; а
— температуропроводность резины,;
![]() -фактор
формы, для элементарных геометрических
форм имеет следующие значения: для шара
=
0,35, для бесконечного цилиндра
=
0,65, для квадратного бруса
=
0,7, для бесконечной пластины
=
1,3
-фактор
формы, для элементарных геометрических
форм имеет следующие значения: для шара
=
0,35, для бесконечного цилиндра
=
0,65, для квадратного бруса
=
0,7, для бесконечной пластины
=
1,3
Температуру
Tп,
соответствующую моменту ![]() п,
определяют по формуле:
п,
определяют по формуле:![]()
Характерное время вулканизации в изотермических условиях, соответствующих вулканизации поверхности, определяют из уравнения:
![]()
Технологические и апаратне особенности
Н аиболее
просты по конструкции и надежны в
эксплуатации одноместные формы.
Вулканизацию формованных заготовок
можно проводить непосредственно в
прессформе или вне формы. Внутреннее
давление в форме после снятия
прессового усилия почти не снижается
вследствие самоторможения смеси,
так как литниковая щель, заполненная
смесью, обеспечивает большое сопротивление
обратному ее течению. При литьевом
формовании по сравнению с компрессионным
получаются изделия лучшего качества,
а также сокращается расход резиновой
смеси, так как при литьевом формовании
возможно применение меньшего избытка
смеси для плотного заполнения формы.
При производстве изделий в литьевых
формах много времени затрачивается на
разборку и сборку пресс-форм. При
прессовании возможно частичное раскрытие
формы вследствие создания в ней очень
высокого давления, а следовательно, и
образование выпрессовок. Кроме того,
для обеспечения передачи давления на
формуемое изделие в форме необходимо
создать некоторый избыток смеси.
Дальнейшее развитие литьевое формование
получило при разработке метода литья
под давлением
(рис.Г7.27)
в специальных литьевых машинах
аиболее
просты по конструкции и надежны в
эксплуатации одноместные формы.
Вулканизацию формованных заготовок
можно проводить непосредственно в
прессформе или вне формы. Внутреннее
давление в форме после снятия
прессового усилия почти не снижается
вследствие самоторможения смеси,
так как литниковая щель, заполненная
смесью, обеспечивает большое сопротивление
обратному ее течению. При литьевом
формовании по сравнению с компрессионным
получаются изделия лучшего качества,
а также сокращается расход резиновой
смеси, так как при литьевом формовании
возможно применение меньшего избытка
смеси для плотного заполнения формы.
При производстве изделий в литьевых
формах много времени затрачивается на
разборку и сборку пресс-форм. При
прессовании возможно частичное раскрытие
формы вследствие создания в ней очень
высокого давления, а следовательно, и
образование выпрессовок. Кроме того,
для обеспечения передачи давления на
формуемое изделие в форме необходимо
создать некоторый избыток смеси.
Дальнейшее развитие литьевое формование
получило при разработке метода литья
под давлением
(рис.Г7.27)
в специальных литьевых машинах
под давлением является циклическим процессом. Разогретая в инжекционном цилиндре резиновая смесь плунжером или шнеком выдавливается под высоким давлением через литниковое отверстие в закрытую обогреваемую форму, в которой происходит формование и вулканизация после чего готовое изделие извлекают из формы.
Для заполнения формы необходимо преодолеть сопротивление вязкому течению резиновой смеси и гидравлическое сопротивление в литниках, впускных отверстиях и в оформляющей полости формы. Скорость заполнения формы резиновой смесью зависит от давления литья, создаваемого литьевым агрегатом, а также от геометрических размеров и конфигурации изделия, вязкости резиновой смеси и ее изменения с повышением температуры. При заполнении формы резиновая смесь не должна подвулканизовыватъея, чтобы не прекратилось ее течение.