

Правила использования условных знаков допусков при обозначении требований к точности расположения
5.Если соединение с базой затруднительно, то поверхность базы обозначается в третей части рамки (рис д)
6.При использовании в качестве базы общей оси или плоскости симметрии двух или нескольких элементов, то ▲ ставиться непосредственно на оси (рис и)
7.В качестве базы могут быть приняты центровые отверстия ,тогда есть два варианта (рис ж и рис з)
8.Если используется комплект баз и их последовательность не имеет значения, то каждый элемент обозначается самостоятельно
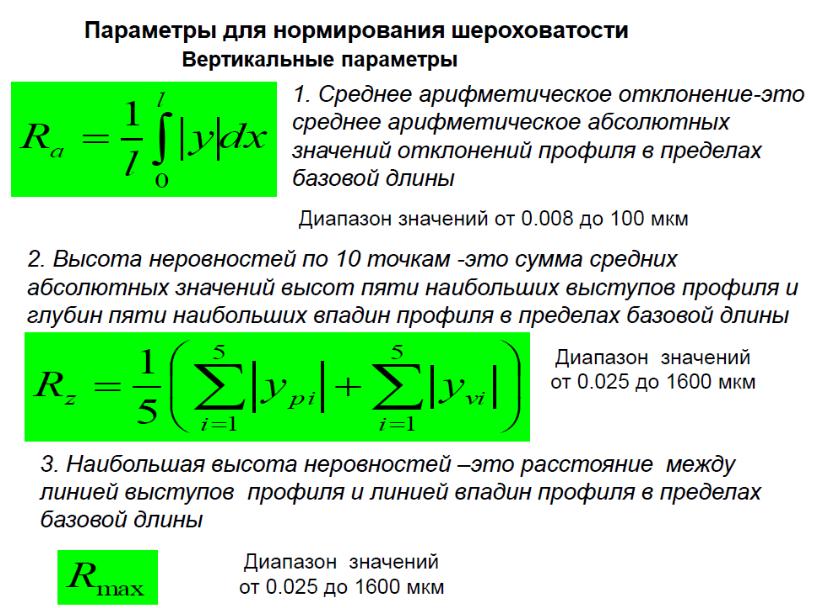
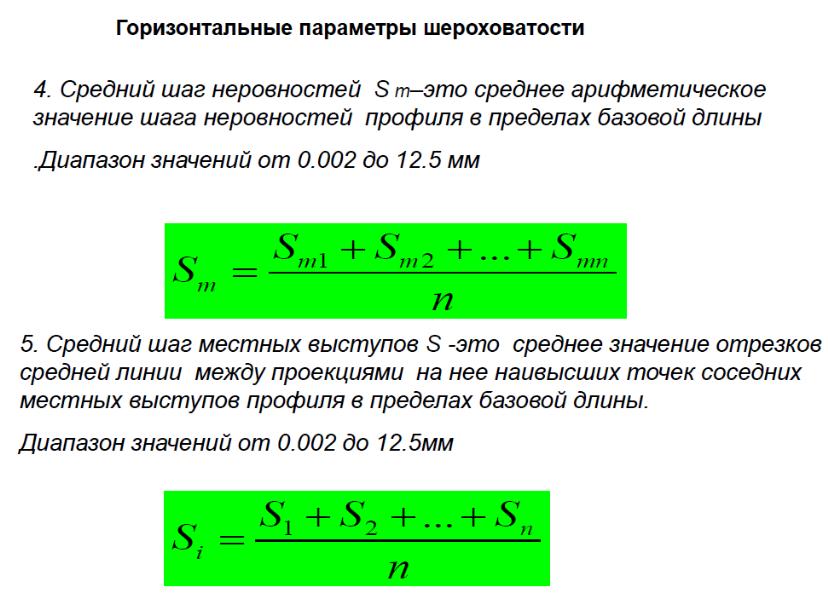
22. Шероховатость поверхности: параметры, используемые при нормировании.
6. Относительная опорная длина tp–это отношение сумм длин отрезков ,отсекаемых на заданном уровне в материале профиля линией ,эквидинстантной средней линии в пределах базовой длины ,к базовой длине
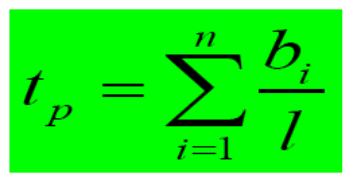
где р- уровень сечения профиля ,т.е.расстояние между линией выступов и линией пересекающей профиль эквидинстатно линией выступов профиля
Значение р нормируются в процентах от Rmax. Эти значения принимают из ряда 5,10,15,20,25,30,40,50,60,70,80,90%Rmax
Значения tp нормируют в процентах от базовой длины и нормируют
5,10,15,20,25,30,40,50,60,70,80,90%
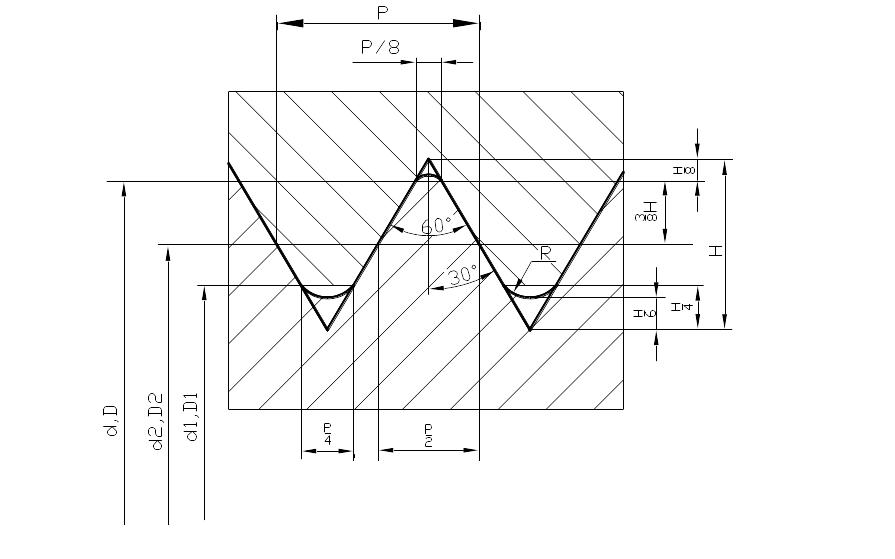
Резьбовое соединение. Нормируемые параметры метрической резьбы. Условное обозначение.
Резьбовым соединением называется соединение двух деталей с помощью резьбы, т.е. деталей, соприкасающиеся поверхности которых представляют собой чередующиеся винтовые канавки и выступы постоянного сечения
1. Наружный диаметр d и D (он же номинальный диаметр резьбы) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы (болта) или по впадинам внутренней резьбы (гайки)
2. Внутренний диаметр d1 и D1 — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы (болта) или вершин внутренней цилиндрической резьбы (гайки)
3. Средний диаметр d2 и D2 — диаметр воображаемого цилиндра, соосного с резьбой, каждая образующая которого пересекает профиль таким образом, что отрезок, образованный при пересечении с канавкой, равен половине номинального шага
4. Шаг резьбы Р — расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноименных боковых сторон, лежащих в одной осевой плоскости по одну сторону от оси резьбы. Делятся на крупные и мелкие.
5.Угол профиля резьбы α — угол между смежными боковыми сторонами резьбы в плоскости осевого сечения.
6.Угол α /2 — угол наклона между боковой стороной резьбы и перпендикуляром к оси резьбы. Для метрической резьбы α=60є
7. Длина свинчивания L— длина взаимного соприкосновения наружной и внутренней резьбы в осевом направлении
8.Рабочая высота резьбы H1,высота профиля H2, высота исходного профиля H выражаются при известном угле α в долях шага P (H1=0.541P,H= 0,866025 P)
Нормируются допуском не все параметры резьбы !
Для метрической резьбы нормируется точность элементов :
Для болта :
-точность наружного диаметра болта Td
-точность среднего диаметра болта Td2
Для гайки:
-точность внутреннего диаметра гайки TD1
-точность среднего диаметра гайки TD2
Точность внутреннего диаметра болта d1 и точность наружного диаметра гайки D не нормируется
Допуск на средний диаметр является суммарным т.е. он включает в себя допускаемые отклонения не только на средний диаметр(собственно средний диаметр) ,но и допуск на угол профиля и шаг .Часто обобщенный параметр называют приведенным средним диаметром
Размерные цепи. Расчет точности размерных цепей на максимум - минимум.
Размерной цепью (Р.Ц.) называется совокупность взаимосвязанных размеров одной или нескольких деталей ,расположенных в определенной последовательности по замкнутому контуру
В зависимости от области применения Р.Ц. бывают:
1.Конструкторские,с помощью которых решается задача обеспечения точности конструирования
2.Технологические,с помощью которых решается задача обеспечения точности изготовления
3.Измерительные, помощью которых решается задачи характеризующие точность измерений
При решении размерных цепей возможны 2 задачи :
Прямая: По установленному допуску замыкающего звена определяют оптимальные значения допусков составляющих звеньев размерной цепи.
Обратная: По установленным допускам составляющих звеньев определяют допуск замыкающего звена.
Под методом максимума-минимума понимается такое решение Р.Ц., при котором детали ,размеры которых входят в Р.Ц., без подбора и пригонки обеспечивают достижение заданной точности замыкающего звена. Точность замыкающего звена достигается даже при самых неблагоприятных сочетаниях размеров деталей при сборке.
Задача 1
Дано:
Номинальные размеры и допуска составляющих звеньев (предельные размеры или отклонения)
Определить :
Допуск и предельные размеры замыкающего звена.