Нормирование точности отклонения формы: отклонение профиля продольного сечения.
Отклонение профиля продольного сечения
Отклонением профиля продольного сечения называется набольшее расстояние от точек образующих реальной поверхности ,лежащих в плоскости ,проходящей через ее ось,до соответствующей стороны прилегающего профиля в пределах нормируемого участка
Под прилегающим профилем продольного сечения понимается две параллельные прямые ,соприкасающиеся с реальным профилем осевого(продольного)сечения цилиндрической поверхности и расположенные вне материала элемента детали так, что наибольшее отклонение точек реального профиля до соответствующей стороны прилегающего профиля продольного сечения в пределах нормируемого участка имело минимальное значение
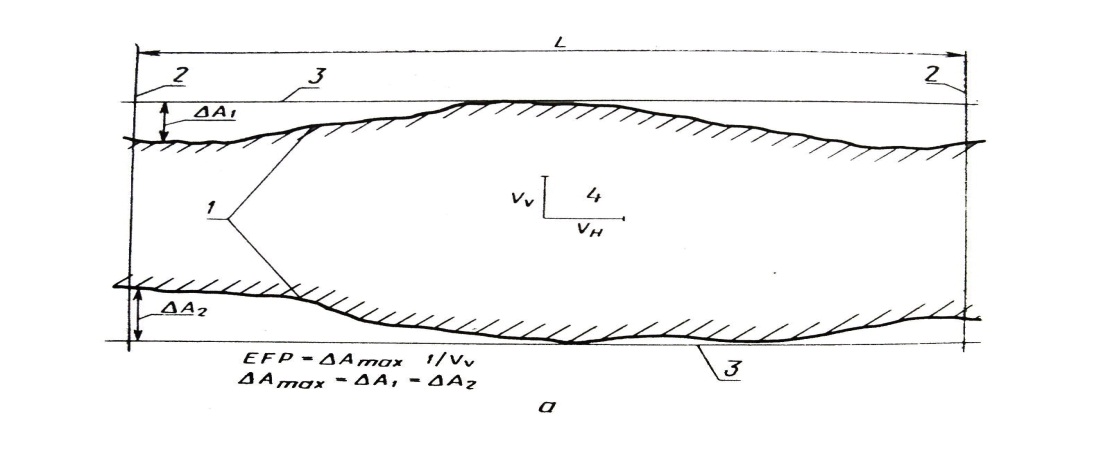

Оценка профилограмм продольного сечения
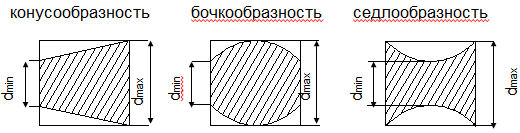
Частные виды отклонения профиля продольного сечения
Конусообразность называется отклонение профиля продольного сечения, при котором образующие прямолинейны ,но не параллельны.
Бочкообразностью называется отклонение профиля продольного сечения ,при котором образующие имеют выпуклость ,а диаметры увеличиваются от краев к середине сечения.
Седлообразностью называется отклонение профиля продольного сечения, при котором образующие имеют вогнутость ,а диаметры уменьшаются от краев к середине сечения.
![]()
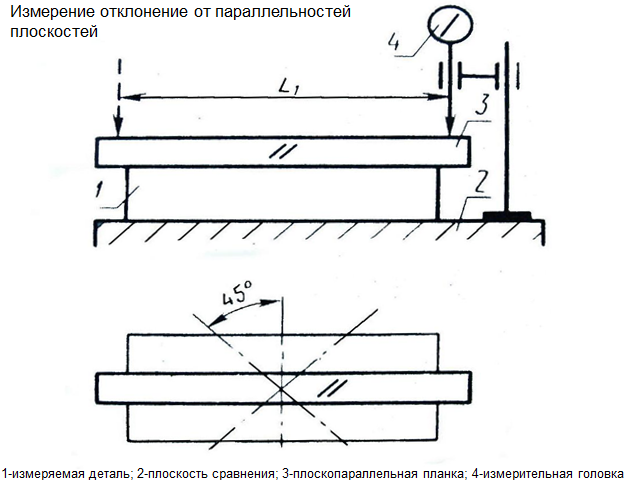
Методы и средства измерения отклонения от перпендикулярности, параллельности, соосности. Нормирование точности параллельности поверхностей
Отклонение от параллельностей плоскостей – разность наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка
Δ=Аmах – Аmin
Измерение
отклонения от параллельной плоскости
1-измеряемая
деталь;
2-плоскоть
сравнения;
3-плоскопараллельная
пластина;
4-измерительная
головка
5-точка
измерения;
6-намаркированный
контур детали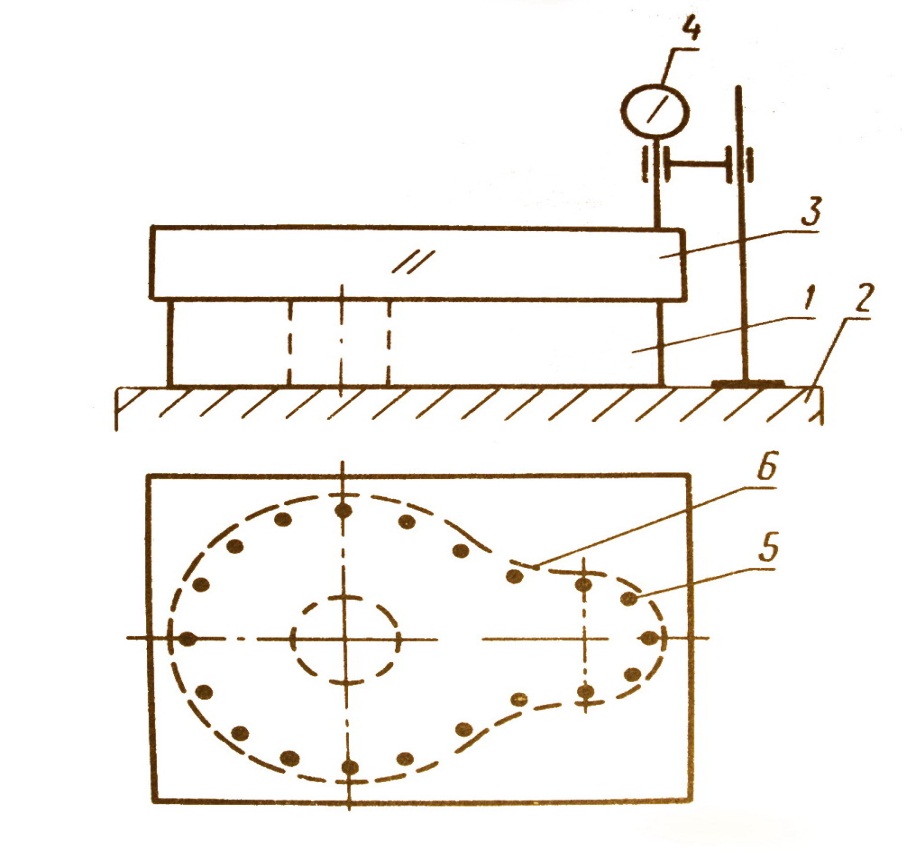
Косина реза определяется наибольшим расстоянием от плоскости торца металлопродукции до плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей через крайнюю точку кромки торца или углом между ними (черт. 15).
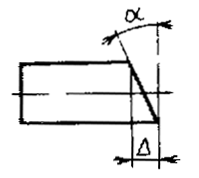
Черт. 15
Отклонение от перпендикулярности смежных граней плиты, кирпича и блока проверяют в четырех местах: посередине боковых и торцевых граней; в цилиндре, полуцилиндре и сегменте в двух местах: посередине торцевых граней.
Для измерения отклонения от перпендикулярности граней угольник прикладывают опорной поверхностью к торцевым (боковым) граням так, чтобы его измерительная поверхность касалась одной из наибольших граней в изделиях с плоскими поверхностями или одной из образующих цилиндрической поверхности в цилиндрах, полуцилиндрах и сегментах, и измеряют линейкой наибольший зазор между измерительной поверхностью угольника и поверхностью изделия. Результат измерения округляют до 1 мм.
Контроль перпендикулярности цилиндриче ских поверх ностей или цилиндриче |
Для контроля перпендикулярности осей двух отверстий |
|
Приспособление базируют по оправке, закрепленной посредством конических втулок в одном из отверстий. Настраивают по установочной мере |
ской поверх ности тори} |
Для контроля биения торца относительно цилиндрической поверхности |
|
Контролируемую деталь базируют по цилиндрической поверхности. |
|
Для контроля перпендикулярности на цилиндрической поверхности торцу |
J %х, Щ7Ш
|
Контролируемую деталь базируют по торцу и проворачивают под измерительным наконечником |
Контроль соосности отверстий |
Для контроля соосности нескольких отверстий одинакового диаметра |
|
Базируют на двух крайних отверстиях посредством конических или ступенчатых втулок |
|
Для контроля радиального биения проточки в отверстии |
|
Базируют по отверстию и торцу детали |
Контроль соосности отверстий |
Для контроля радиального биения цилиндрической расточки относительно конического отверстия |
|
База - коническое отверстие |
|
Для контроля соосности двух отверстий разного диаметра |
|
База -цилиндрическая и торцевая поверхности большего отверстия |
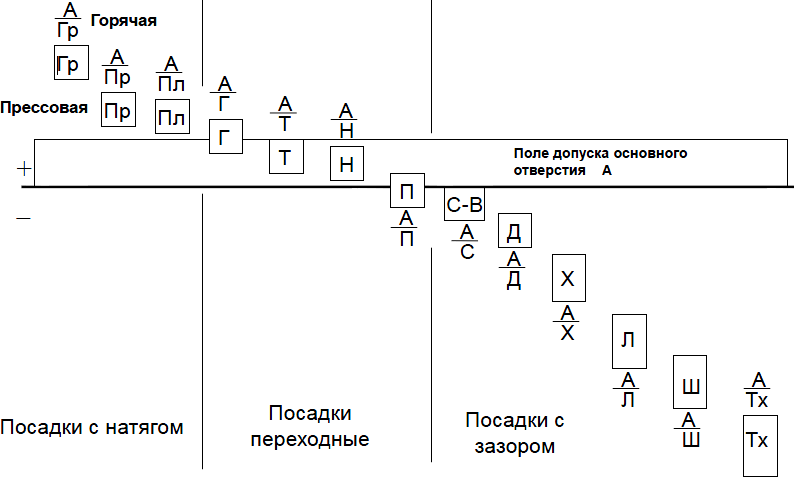
Таблица посадок ОСТ. Сравнение обозначения посадок в ЕСДП и ОСТ.
Характеристика и примеры посадок по ОСТ.
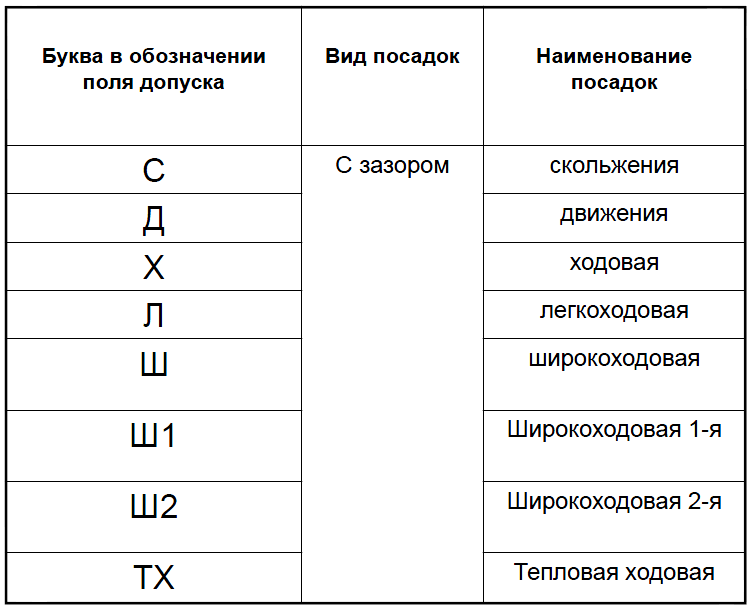
Посадки с зазором.
Посадки с зазором предназначены для соединений при относительном перемещении и вращении, которое
обеспечивается за счет зазора посадки.
А08 , А09 , С08 , С09
С07 С08 В07 В08 -- Неподвижные соединения, подвергающиеся частой сборке-разборке при высоких требованиях к точности. Для подвижных соединений при продольном перемещении с особо высокими требованиями к точности направления перемещения.
А1 , С1
С1 В1 -- То же.
А , С
С В -- Неподвижные соединения, подвергающиеся частой сборке-разборке при повышенных требованиях к соосности. Центрирование корпусов под подшипники качения. Для точных сопряжений с малыми рабочими ходами. Точное направление при возвратно-поступательном перемещении.
А2а , С2а
С2а В2а -- То же, что и предыдущие, но при большей длине сопрягаемых поверхностей с точностью чуть ниже 2-го класса.
А3 , С3
С3 В3 -- Неподвижные соединения при невысоких требованиях к соосности. Для подвижных соединений при невысоких требованиях к точности.
А3а , С3а
С3а В3а -- То же, что и предыдущие, но с точностью чуть ниже 2-го класса. Возможно применение в широком спектре сопряжений деталей.
А08 , А09 , Д08 , Д09
Д07 Д09 В07 В08 -- Особо высокие требования к точности сопряжения с небольшим гарантированным зазором, при реверсивных движениях во избежание ударов, для сохранения герметичности, при повышенных требованиях к соосности, для особо легкой смены деталей.
А1 , А , Д1 , Д
Д1 Д В1 В -- Точные сопряжения и сопряжения повышенной точности с небольшим гарантированным зазором, при реверсивных движениях во избежание ударов, для сохранения герметичности, при повышенных требованиях к соосности, для особо легкой смены деталей.
А1 , А , Х1 , Х
Х1 Х В1 В -- Особо точные и точные сопряжения с гарантированным зазором, 2-х опорные валы с подшипниками скольжения при средних скоростях, для свободно вращающихся деталей, для поршней цилиндров.
А , Л
Л В -- Точные сопряжения с увеличенным гарантированным зазором, многоопорные валы с подшипниками скольжения при значительных частотах вращения, валы с разнесенными на значительное расстояние подшипниками, сопряжения, требующие значительных зазоров при сборке, переключении, регулировании, передвижные зубчатые колеса с большой длиной сопряжения и др.
А , Ш
Ш В -- То же, что и предыдущие, но при высоких частотах вращения, при особо крупных валах.
А
ТХ -- Сопряжения, работающие при высоких температурах.
А2а
Х2а -- Является промежуточной между посадками второго класса: ходовой и легкоходовой.
А3 , Х3
Х3 В3 -- Сопряжения с гарантированным зазором с высокими требованиями к точности.
А3 , Ш3
Ш3 В3 -- Сопряжения с большим гарантированным зазором при невысоких требованиях к точности, для сопряжений, где возможны значительные перекосы. Применяют для удобства разборки соединений, работающих при высоких температурах с образованием нагара.
А4 , А5 , С4 , С5
С4 С5 В4 В5 -- Центрирующие фланцевые сопряжения крышек и корпусов арматуры, для сопряжений перед пайкой и сваркой, неподвижные соединения конструкций малой точности. Подвижные сопряжения малой точности, неответственные шарниры, свободное скольжение одной детали относительно другой при регулировке и затяжке, подвижные сопряжения деталей электроарматуры.
А4 , Х4
Х4 В4 -- Сопряжения с гарантированным зазором в конструкциях малой точности, в механизмах, работающих в условиях запыленности и загрязнения, для центрирования крышек цилиндров и др.
А4 , Л4
Л4 В4 -- Сопряжения с увеличенным гарантированным зазором в конструкциях малой точности, механизмы сельхозмашин, центрирующие фланцы и др.
А4 , Ш4
Ш4 В4 -- Сопряжения с большим гарантированным зазором в конструкциях малой точности, сопряжения тормозных и рессорных подвесок, шарниры неответственных болтов и др.
А5 , Х5
Х5 В5 -- То же, что и предыдущие, но при условиях, когда допускается большее колебание зазора,
грубообработанные или необработанные валы сельхозмашин и др. машин, шарниры неответственных
болтов, детали электроарматуры, центрирующие фланцы и др.
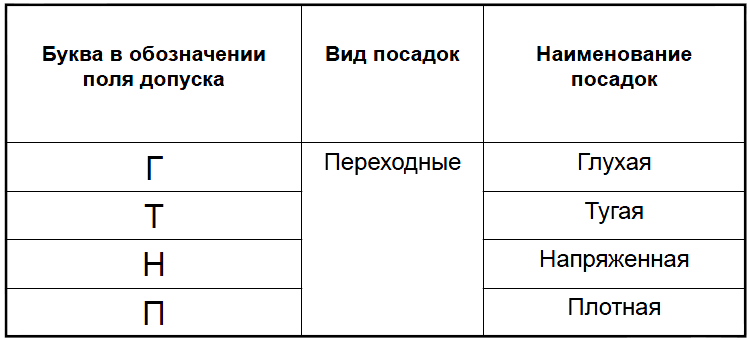
● Посадки переходные.
Переходные посадки используют в неподвижных соединениях. При этом применяют дополнительное крепление:
шпонки, винты, штифты и др. Переходные посадки часто применяют для центрирования сопрягаемых
соединений.
А08 , А08 , А09
Н07 П07 Г08 -- Неподвижные центрирующие сопряжения высокой точности, где недопустимы большие натяги, тонкостенные детали на валах и в корпусах и др.
А09 , А09 , Г08 , Н08
Н08 П08 В07 В07 -- То же.
П08 , Г09 , Н09 , П09
В07 В08 В08 В08 -- То же.
А1 , Г1
Г1 В1 -- Поршневой палец в поршне тракторного двигателя.
А , Г
Г В -- Зубчатые колеса, муфты и др. механизмы при передаче больших усилий с вибрацией и ударами,
кондукторные втулки, пальцы приспособлений и др.
А2а , Г2а
Г2а В2а -- То же, что и предыдущие, но при меньших требованиях к точности сопряжения.
А , Т
Т В -- Зубчатые колеса на валах редукторов, установочные штифты в гнездах, кулачки распредвалов и др.
А2а , Т2а
Т2а В2а -- Клапанные коробки цилиндров паровых машин и др.
А1 , Н1
Н1 В1 -- Передние подшипники шпинделей токарных станков и др.
А , Н
Н В -- Неподвижные зубчатые колеса на валах станков, редукторов, съемные муфты электромашин и др.
А1
Т1 -- Поршневой палец в поршне компрессора.
А2а , Н2а
Н2а В2а -- То же, что и для посадок 2-го класса, но при пониженных требованиях к точности сопряжения.
А1 , П1
П1 В1 -- Конусная втулка в подшипнике передней бабки токарного станка.
А , П
П В -- Зубчатые колеса, гильзы шпинделей станков, небольшие шкивы и ручные маховички и др.
А2а , П2а
П2а В2а -- Крышка в цилиндре паровой машины.
Г1 , Т1 , Н1 , П1
Г , Т , Н , П -- Сопряжение валов и отверстий корпусов с внутренними и наружными кольцами подшипников
качения.
● Посадки с натягом.
Обычно посадки с натягом применяют для неподвижных соединений без дополнительного крепления шпонками,
штифтами, винтами и др. Неподвижность деталей достигается за счет напряжений, которые возникают из-за
деформации поверхностей деталей.
А08 , А08 , А09
Пр207 Пр107 Пр208 -- Прочные сопряжения без дополнительного крепления, повышенные требования к точности сопряжений при недопустимости больших натягов. Сопряжения с тонкостенными деталями и др.
А09 , Пр108 , Пр109
Пр108 В07 В08 -- Прочные сопряжения без дополнительного крепления, места, где недопустимы значительные натяги.
А1 , А1
Пр21 Пр11 -- Достаточно прочные сопряжения без дополнительного крепления, где недопустимы значительные колебания натягов.
А , Гр
Гр В -- Сопряжения без дополнительного крепления. В сопряжениях малых диаметров могут вызвать напряжения, переходящие за пределы текучести.
А , Пр
Пр В -- Обязательна опытная проверка. Сопряжения с чугунной (бронзовой) ступицей при толщине стенки 0,5d и длине сопряжения = d. Втулки в отверстиях при тяжелых условиях работы с вибрацией, тяжелонагруженные передачи.
А
Пл -- Сопряжения, где из-за тонкостенности деталей или механических свойств нельзя назначать большие натяги.
А2а , А2а , Пр22а
Пр22а Пр12а В2а -- Посадки между 2-м и 3-м классами точности. При замене посадок 2-го класса удешевляют изготовление. При замене посадок 3-го класса облегчается сборка и улучшается качество сборки.
А3
Пр33 -- Сопряжения, допускающие большие напряжения материала. Соединения стальных деталей с деталями из легких сплавов и пластмасс.
А3
Пр23 -- Сопряжения, работающие при переменных нагрузках, ударах и вибрации.
А3
Пр13 -- То же, что и посадка 2-го класса, когда требования к точности сопряжения понижены, а напряжения не опасны для прочности деталей.
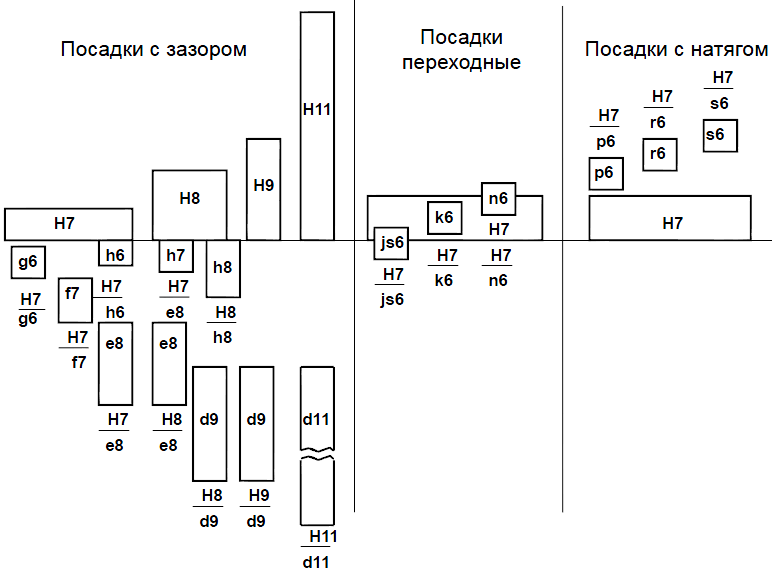
Рекомендуемые предпочтительные посадки в системе отверстия ЕСПД для номинальных размеров св. 40 до 50 мм.
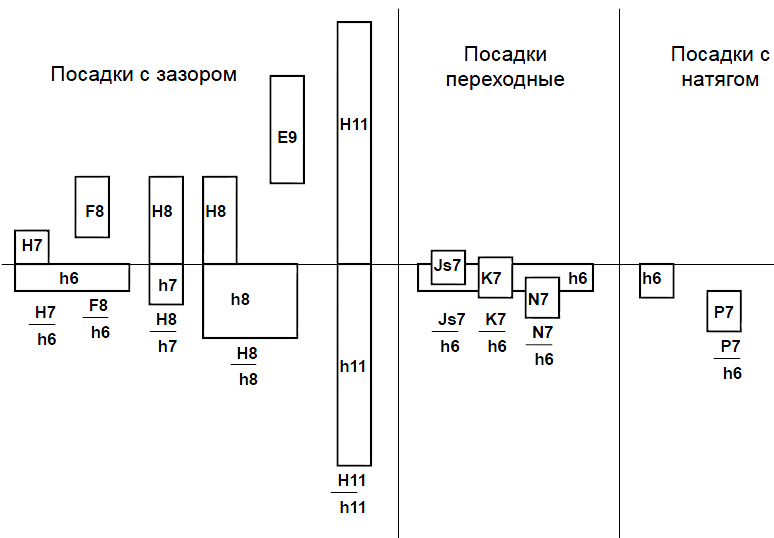
Рекомендуемые предпочтительные посадки в системе вала ЕСПД для номинальных размеров св. 40 до 50 мм.

Посадки в системе отверстия второго класса точности по ОСТ для номинальных размеров св. 40 до 50 мм.