

39. Изготовление переплетных крышек
Переплетные крышки различаются между собой размерами, конструкцией, материалом и оформлением. Крышки могут состоять из одной детали и могут быть составными.
Процесс изготовления крышек из одной детали:
- расчет размеров готовой крышки;
- печатание на материале, из которого изготавливаются крышки;
- резка отпечатанных листов на отдельные крышки и их биговка.
Изготовление составных крышек:
- расчет размеров готовой крышки и ее составных деталей;
- раскроя материалов или отдельных деталей крышки;
- сборки, т.е. склеивания между собой отдельных деталей крышки и сушки.
Цельнокроеная крышка состоит из одной детали и представляет собой заготовку из картона, любого переплетного материала. При изготовлении цельнокроеных крышек из бумаги всегда производится предварительная печать и отделка.
Процесс изготовления составных переплетных крышек состоит из двух этапов:
1. соединение картонных сторонок тканевым корешком:
- нанесение клея на тканевый корешок,
- соединение картонных сторонок тканевым корешком,
- наклейка отстава и загибка тканей
2. крытье картонных сторонок бумажными обложками или тканевыми заготовками:
- нанесение клея на бумажную или тканевую заготовку,
- наложение заготовки на штуковку,
- загибка ткани или бумаги с одновременной заправкой углов.
Автоматизированное изготовление крышек на крышкоделательных машинах обеспечивает высокую точность из размеров, высокое качество и высокую производительность.
40. Бескрасочное (блинтовое) тиснение
Тиснение всех видов проводят при значительном давлении (20–50 МПа) которое создается в специализированных прессах.
Бескрасочное тиснение часто называется блинтовым (от нем. blind — слепой). Штампы для такого тиснения должны обладать высокой механической прочностью (большей, чем для печатания на крышках) и не изменять этого свойства при нагревании. Материалом для штампов чаще всего служит латунь, а также сталь и дюралюминий. Изготавливаются штампы химическим травлением и ручным гравированием. Тиражестойкость латунных штампов 30–40 тыс. оттисков, остальных 100–150 тыс. Используются также штампы, изготовленные из фотополимерных материалов.
Для тиснения в тигельном прессе на верхней его плите устанавливают плоский рельефный штамп, а на нижнюю плиту подают переплетную крышку (рис. 14).
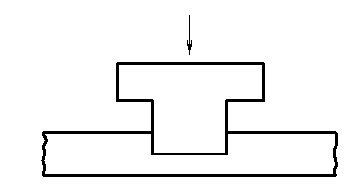
Рис. 14. Схема блинтового тисне-ния.
Затем проводят тиснение — горячий штамп (120–130 0С) вдавливается в переплетную крышку. В местах вдавливания образуется изображение в виде плоского углубления, хорошо видимое на общем шероховатом фоне покровного материала.
Такой вид тиснения используется для получения изображений текста, рамок, орнамента и т.д. и реже для сглаживания (выравнивания) отдельных участков покровного материала крышки пред другими видами обработки.
41. Рельефное бескрасочное (конгревное) тиснение
Рельефное бескрасочное тиснение обычно называют конгревным (по имени английского изобретателя У. Конгрева). Это тиснение в отличие от блинтового получают с двух форм (рис. 15): углубленного штампа и его контр рельефа — рельефной матрицы.
![]()
Рис. 15. Схема конгревного тиснения
Конгревные штампы изготавливаются из меди или стали ручным гравированием. Матрицу получают со штампа прессованием из более мягкого эластичного материала (например, полиамидной смолы). Матрицы выдерживают до 90 тыс. тиснений.
Конгревное тиснение проводят в прессах тигельного типа, но используемое давление в 2–2,5 раза превышает давление блинтового тиснения. При тиснении штамп прикрепляется к верхней плите пресса, а матрицу к нижней плите, при этом штамп и матрица должны точно совмещаться друг с другом. Переплетная крышка накладывается в развернутом виде на матрицу.
В процессе тиснения на крышку с верхней стороны давит углубленный штамп, а с нижней рельефная матрица. Вследствие этого материал крышки деформируется, получающееся изображение возвышается над общей плоскостью переплетной крышки и обрамляется блинтовым фоном. На оборотной стороне крышки получается углубленное изображение, которое для повышения устойчивости изображения заполняется специальной пастой или заклеивается бумагой.