

12 13 14 15 16 17
Рисунок 3 – Инструменты для обработки древесины
Пилы: 1- поперечная двуручная с обыкновенными зубьями; 2 – ножовка широкая; 3- столярная лучковая; 4 – столярная бугельная; 5 - лобзиковая. Ножи для строгальных инструментов: 6 - шерхебелъный;
7- рубаночный одинарный; 8 - то же, двойной; 9 - струг.
Долота: 10 - плотничье; 11 - столярное; 12 - стамеска столярная. Буравы: 13 - спиральный; 14 - обыкновенный (русского фасона);
15 - сверло спиральное; 16- перка центровая; 17 - коловорот с патроном
Инструменты для обработки металлов Металлообрабатывающие инструменты в зависимости от особенностей обработки металлов подразделяют на инструменты для опиловки поверхности, рубки металлов и пробивания отверстий, сверления, нарезания резьбы, резки металла, ударный и вспомогательный инструмент (рис. 4)
Металлообрабатывающие инструменты изготавливают из высокоуглеродистой, инструментальной стали, обладающей большой твердостью и прочностью. Для деталей некоторых инструментов используют чугун и алюминиевые сплавы.

Рисунок 4 - Инструменты для обработки металла
Молотки: 1 - слесарный с круглым бойком, 2 - с квадратным бойком. Тиски: 3 -слесарные параллельные, 4 - кузнечные; 5 - наковальня однороговая. Пилы-ножовки:. 6- с раздвижной рамкой; 7 - шлицовка, 8 - зубило; 9 - крейимейсель, 10 - бородок; 11 - кернер; 12 - дрель ручная с патроном. Напильники: 13 - плоский; 14 - трехгранный; 15 - надфиль,
16 - клупп с планками, 17 - метчик; 18 - вороток.
Инструменты для опиловки поверхностей металлических заготовок. К ним относятся напильники, рашпили и надфили, которые различаются по форме поперечного сечения, размерам, типу насечки и величине зубьев.
Напильник состоит из рабочей части и хвостовика, на который насаживают деревянную ручку.
По форме напильники бывают плоские, квадратные, круглые, полукруглые. трехгранные, ромбические и ножовочные.
Рашпили отличаются от напильников главным образом формой насечки, которая имеет вид пирамидальных выступов, расположенных на рабочей части рашпиля в шахматном порядке.
Рашпили бывают общего назначения (для обработки различных материалов), копытные (для обработки копыт), сапожные (для обработки кожи). Они различаются также формой поперечного сечения: плоские, остро- и тупоносые, полукруглые.
Надфили - это небольшие напильники, применяемые для чистовой обработки небольших поверхностей. Надфили на рабочей части имеют двойную насечку. Часть стержня без насечки служит ручкой.
Инструменты для рубки металла: зубила слесарные и кузнечные, а также крейцмейсели.
Зубила слесарные отличаются прямым стержнем с клиновидной рабочей частью. Их применяют для холодной рубки металла.
Зубила кузнечные имеют более массивный стержень с отверстием для деревянной ручки. Применяют их для горячей и холодной рубки металла.
Крейцмейсели характеризуются копьевидной рабочей частью. Применяют их для прорубания канавок и шпоночных пазов.
Сверлильный инструмент для металла. К нему относятся сверла и дрели, используемые для получения отверстий при ручной обработке металла.
Сверло служит для получения отверстий в металле (спиральное сверло). Спиральное сверло состоит из рабочей части и хвостовика. Рабочая часть имеет спиральные канавки для отвода стружки, спиральные гладкие ленточки для центрирования сверла во время работы и две режущие кромки, образуемые пересечением поверхностей канавок и нижних граней сверла, заточенных под углом от 55 до 125°. Рабочую часть сверла изготовляют из быстрорежущей стали.
Дрели применяются для вращения сверл. Сверло зажимается кулачками патрона дрели. Патрон получает движение при вращении шестерен с помощью рукоятки. Бывают дрели одно- и двухскоростные, с открытым и закрытым корпусом.
Инструмент для обработки ударом. Молотки изготовляют из углеродистой и легированной стали. По назначению они подразделяются на слесарные, кровельные, сапожные, хозяйственные, универсальные.
Молотки слесарные выпускаются двух типов: с круглым и квадратным бойком, с деревянными ручками, различных размеров и массы.
Молотки кровельные вырабатывают трех номеров — массой 500, 600 и 800 г.
Молотки хозяйственные изготовляют различных конструкций, обычно с гвоздодером. Они могут быть оксидированными, никелированными или оцинкованными.
Молотки универсальные имеют металлическую ручку, в которой находится набор различных инструментов: отвертка, шило, стамеска, зубило, пробойник.
Молотки поступают в продажу без ручек или с ручками, изготовленными из древесины рябины, граба или клена.
Монтажные инструменты
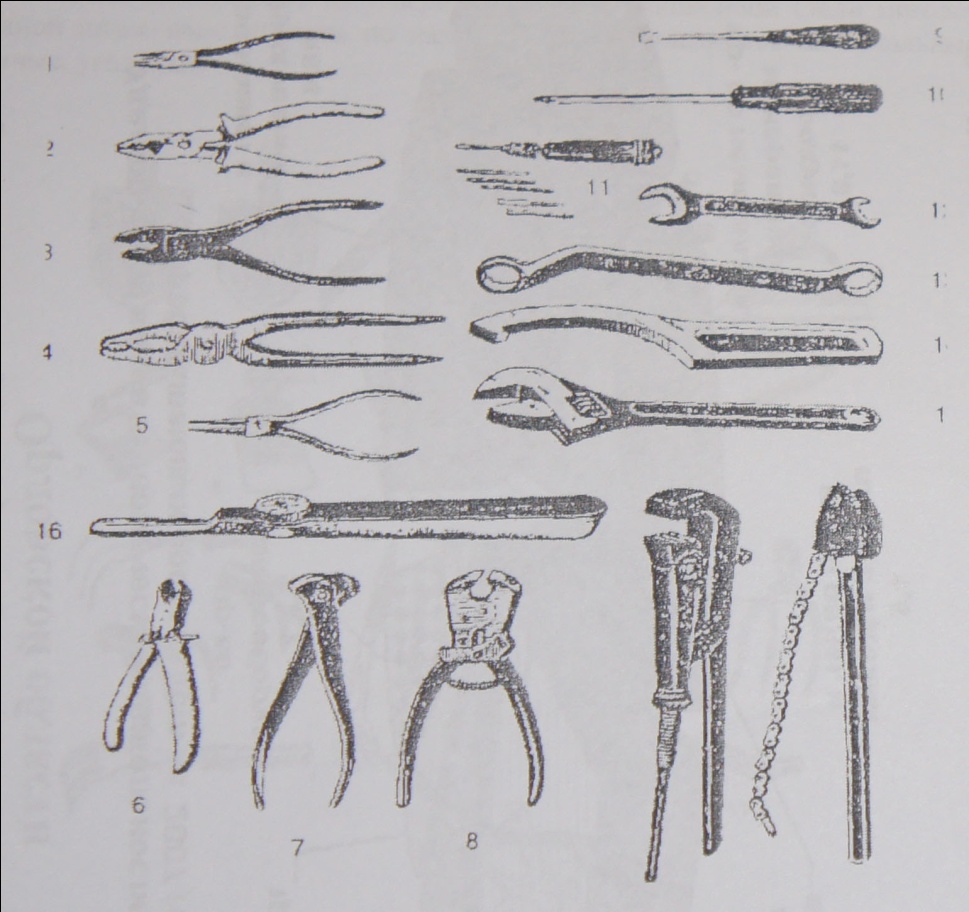
монтажные инструменты применяют для завинчивания и отвинчивания, а также для удержания детей при монтаже и других видах работ (рис. 5).
Инструменты для завинчивания и отвинчивания являются отвертки, ключи гаечные и трубные.
 Рисунок
5 – монтажные инструменты
Рисунок
5 – монтажные инструменты
Плоскогубцы: 1 - обыкновенные; 2 - комбинированные с диэлектрическими ручками; 3 - переставные, 4 - пассатижи, 5 - круглогубцы Кусачки: 6 - боковые; 7 - прямые обыкновенные, 8 - прямые рычажные.Отвертки: 9 -с плоской шлицей и деревянной ручкой; 10 - с крестовой шлицей; 11 - комбинированная Ключи гаечные: 12 - неразводной, двусторонний, 13 - то же. накидной,14 -односторонний для круглых гаек. 15 - разводной. 16 - динамометрический. 17 - трубный рычажный; 18 -тоже, с цепью
Отвертки применяют для завинчивания или отвинчивания шурупов и винтов, имеющих в головке шлиц. Стержни отверток изготовляют из инструментальной стали марок У7 и У8. В зависимости от конструкции ручки бывают:
с накладным., деревянными щечками, диэлектрической (пластмассовой) ручкой. проволочной ручкой, часовые с металлической ручкой, отвертки-пеналы, в металлической ручке которых хранятся стержни отверток с разной шириной рабочей части.
Ключи гаечные используют при сборке и разборке резьбовых соединений. Их изготовляют открытыми, накидными, торцовыми и для круглых гаек.
Наиболее распространенными являются открытые гаечные ключи, которые могут быть одно- и двусторонними. По конструкции ключи гаечные подразделяют на раздвижные и нераздвижные.
Для затяжки круглых гаек с отверстиями на боковой поверхности применяют ключи с одним или большим количеством шипов в головке. Их используют для гаек с наружным диаметром от 22 до 220 мм.
Гаечные ключи изготовляют из стали марки 40ХФА, 40Х.
Трубные ключи применяют для свинчивания труб и их фасонных деталей. Важнейшими видами трубных ключей являются рычажные, цепные и накидные.
Инструменты для удерживания деталей и других монтажных работ. Основными инструментами этой группы являются плоскогубцы, круглогубцы, острогубцы, пассатижи. Их изготовляют из инструментальной стали марок У7 и У8.
Плоскогубцы бывают обыкновенными и комбинированными. Обыкновенные плоскогубцы имеют только плоские губки с насечкой на рабочей поверхности для лучшего захвата предметов, комбинированные — дополнительную выемку для захвата труб небольшого диаметра и боковые кусачки.
Плоскогубцы применяют для скручивания и перекусывания проволоки, удержания мелких деталей и других слесарно-монтажных работ.
Круглогубцы имеют круглые губки. Они предназначены для изгибания проволоки и тонких листов металла.
Острогубцы (кусачки) бывают обыкновенными, рычажными и боковыми. Все виды инструментов для скручивания и перекусывания проволоки, предназначенные для работы в электроустановках напряжением до 1000 В. выпускают с изолированными ручками. В качестве
изоляции используют диэлектрические чехлы или неснимаемые диэлектрические покрытия толщиной не менее 2 мм.
Инструмент для выдергивания и забивания гвоздей — это клеши и молотки плотничные.
Клещи используют при плотницких и столярных работах для выдергивания гвоздей. Они состоят из двух шарнирно-соединенных половин с плоскими губками, имеющими при смыкании форму эллипса. Такая форма губок обеспечивает надежный захват гвоздей при выдергивании.
Плотничные молотки имеют круглый боек и верхнюю часть с расцепом для выдергивания гвоздей.
Садово-огородные инструменты
Садово-огородный инструмент предназначен для обработки почвы, ухода за деревьями и ручной уборки урожая (рис. 6).
Инструменты для обработки почвы: лопаты, грабли, мотыги, рожковые рыхлители, полольники, культиваторы и мелкий инструмент для обработки почвы.
Лопаты изготовляют из углеродистой конструкционной стали методом холодной штамповки. Лопаты по назначению подразделяются на копальные, песочные, угольные.
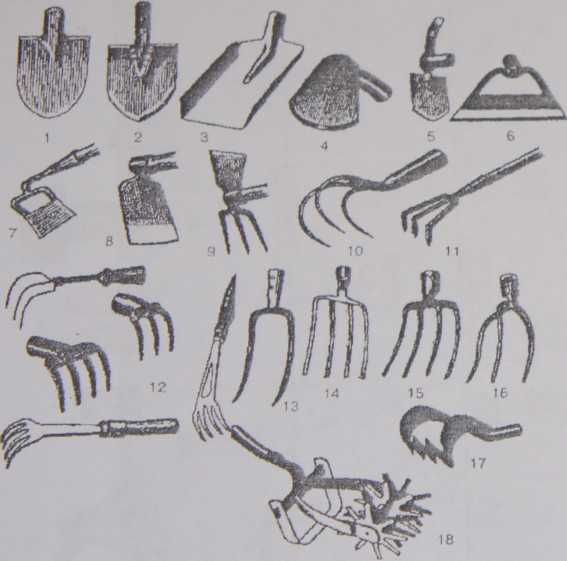
Рисунок 6 - - Садово-огородный инвентарь Лопаты: 1 - копальная; 2 - садовая; 3 - песочная; 4 - кетмень. Мотыги: 5 - кирка-мотыга; 6 - универсальная; 7- полольная;
8 - для окучивания; 9 - вилка-мотыга.
Рыхлители: 10 - обыкновенный; 11 - типа «кошка»; ] 2 - для мелких работ. Вилы: 13 - двухрожковые; 14 — четырехрожковые копальные; 15- то же, навозные; 16 - трехрожковые сенные; 17- рыхлитель-бородавчик; 18 - то же, с полольником
Копальные лопаты по форме полотна бывают четырехугольные, полукруглые, остроконечные. Четырехугольные лопаты применяют для обработки мягкого фунта, полукруглые — фунта средней твердости и остроконечные - для твердого фунта.
Песочные лопаты имеют полотно в виде совка.
Угольные лопаты отличаются от песочных большей глубиной совка.
Грабли могут быть цельноштампованными или со вставными зубьями, с длиной колодки 300-480 мм.
Мотыги, полольники и культиваторы применяют для разрыхления почвы, окучивания растений и удаления сорняков. Мотыги бывают односторонними и двусторонними. Двусторонние мотыги имеют дополнительно рожковый рыхлитель.
Рыхлители — инструменты, имеющие несколько зубьев для разрыхления земли и удаления сорняков. Рыхлители могут иметь короткую металлическую ручку или трубку для насаживания деревянной державки.
Инструментами для уборки урожая являются косы, серпы и вилы.
Косы состоят из полотна, носика, обушка и пятки.
Серпы имеют металлическую рабочую часть и хвостовик, на который насаживают деревянную ручку. Лезвие серпа имеет насечку. На 1 см длины приходится около 10-12 зубцов. Серпы изготовляют из стали У 7, У7А или качественной конструкционной стали марок 60 и 65.
Вилы по назначению бывают сенные, скирдовальные, навозные, свекловичные, картофельные, садово-огородные. Все вилы, кроме свекловичных и картофельных, имеют заостренные концы рогов. Длина рогов в зависимости от их типа может быть 250-350 мм.
Инструменты по уходу за деревьями. К садовому инструменту относятся секаторы, сучкорезы шестовые, ножи прививочные, ножи садовые и др.
Секаторы представляют собой садовые ножницы, их применяют для стрижки кустарников и удаления мелких сухих веток. Для лучшего захвата веток лезвия изогнуты (серповидные). Между ручками секатора установлена пружина для облегчения работы.
Сучкорезы шестовые состоят из подвижного и неподвижного ножей (1 пружины, которая удерживает ножи в раскрытом состоянии и трубки для насаживания шеста.
Прививочные (копулировочные) ножи — это однолезвийные складные ножи, которые на обушке клинка имеют выступ, представляющий собой прививочную бородку.
Садовые ножи представляют собой одно предметные ножи с серповидным изогнутым клинком. Они различаются размерами: М-1 — большой нож, М-2 — средний и М-3 — малый.
Садовые пилы применяют для резки сухих веток большого размера. Эти пилы бывают двух видов — лучковые и ножовки.
Ножи секаторов, сучкорезов, клинки садовых ножей изготовляют в основном из легированных сталей марок 9Х. 8ХФ. 85 ХФ.
Приборы и приспособления для окон и дверей В эту группу включают металлические изделия, применяемые для оснащения окон и дверей при строительстве и ремонте жилых зданий (рис. 7).
В качестве материалов, применяемых для производства приборов для окон и дверей, служат углеродистые стали обыкновенного качества, качественные конструкционные стали, нержавеющие стали, деформируемые и литейные сплавы алюминия, серые чугуны, цинковые и магниевые сплавы, латуни. При изготовлении применяют штамповку, ковку, литье, обработку рез
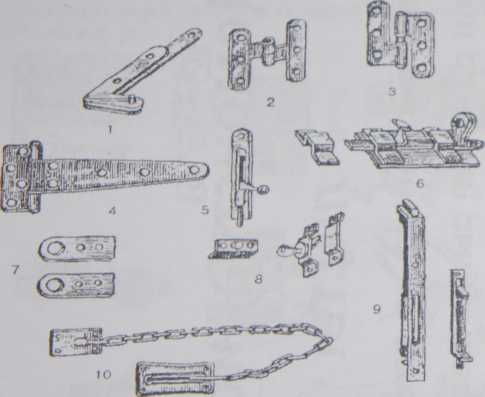

Рисунок 7 – приборы и приспособления для окон и дверей
1 - петля пятниковая; 2 - петля шарнирная фасонная, 3 - петля полу шарнирная; 4 - петля типа стрела; 5 - задвижка оконная; 6 - задвижка дверная с кольцом; 7 - пробои дверные (ушки), 8 - завертка форточная;
9 - цепочка дверная; 10 - шпингалеты дверные, 11 - защелка дверная с механизмом дополнительного запирания; 12 - закрыватель дверной с гидравлическим амортизатором
Для защиты от коррозии их покрывают никелем, хромируют, оксидируют. фосфатируют. Применяют также лакокрасочные покрытия. Некоторые изделия украшают пластмассами, фарфором, стеклом, древесиной и другими материалами.
По назначению приборы для окон и дверей подразделяют на следующие виды: ручки, оконные завертки, петли, защелки, шпингалеты, замки и вспомогательные приборы.
Ручки могут быть дверными, оконными, для встроенных шкафов, замков и защелок. По конструкции изготовляют ручки-скобы, ручки-кнопки и фалевые ручки.
Ручки изготовляют методом штамповки из углеродистых сталей и деформируемых сплавов алюминия. Для рукояток ручек применяют фарфор, стекло, пластмассы, древесину твердых пород. Ручки или детали ручек из углеродистой стали никелируют, хромируют, покрывают лаком, а из алюминиевых сплавов — полируют. Типы и основные размеры ручек должны соответствовать стандартам.
Ручки-скобы имеют овальную, изогнутую или сборную рукоятку, состоящую из металлических стоек и пластмассового пли деревянного валика. Основания рукояток закрепляют на лапках для крепления ручек к окнам или дверям.
Ручки-кнопки производят на лапках или на лапках со сквозным стержнем. Используют их для внутренних дверей жилых помещений.
Фалевые ручки имеют Г-образную форму. Изготовляют их на планке и на лапке. Фалевые ручки на планке входят в комплект врезных фалевых цилиндровых или сувальдных врезных защелок без дополнительного запирания и с дополнительным запиранием. Для изготовления ручек применяются чугун, сталь или алюминиевые сплавы.
Петли ставят на окна, двери, форточки и фрамуги. По конструкции они бывают накладные, врезные, пружинные и рояльные. Накладные и врезные петли могут быть противосъемные и универсальные.
Петли состоят из двух карт, шарнирно-соединенных на стержне. Карты изготовляют посредством штамповки из листовой углеродистой стали обыкновенного качества марок Ст2, СтЗ, Ст2кп, СтЗкп; стержни — из прутковой углеродистой стали. Мебельные петли получают из латуни Л63, Л68. Для защиты от коррозии используют хромирование, никелирование, оксидирование, нанесение лакокрасочных покрытий; латунные петли полируют. Типы и основные размеры петель для окон и дверей должны соответствовать стандартам.
Запирающие приборы служат для запирания дверей, окон, форточек без применения стационарных замков. Изготовляют их с использованием механической обработки из углеродистых сталей обыкновенного качества. Лицевые поверхности покрывают никелем, хромом, цинком, при этом в качестве подслоя используют медь.
Ассортимент запирающих приборов включает в себя шпингалеты, задвижки, защелки, крючки.
Шпингалеты применяют для удерживания в неподвижном состоянии створок дверей или створок окон. Дверные шпингалеты продаются парами. Они бывают накладные и врезные.
Накладные шпингалеты используют для створок окон а врезные — для
двухпольных дверей.
Для форточек применяют накладные завертки. Для створок окон и балконных дверей применяют накладные задвижки.
К вспомогательным приборам относятся пружины, фиксаторы, угольники, дверные цепочки.
Пружины применяются для автоматического закрывания дверей. Фиксаторы — для фиксирования окон в открытом состоянии. Угольники — для придания жесткости оконным рамам и дверям. Дверные цепочки используются для неполного открывания дверей.
Замки — это особые устройства, предназначенные для запирания деревянных и металлических дверей в помещениях, дверей сейфового типа, ящиков, дверей автомобилей и др. (рис. 8).
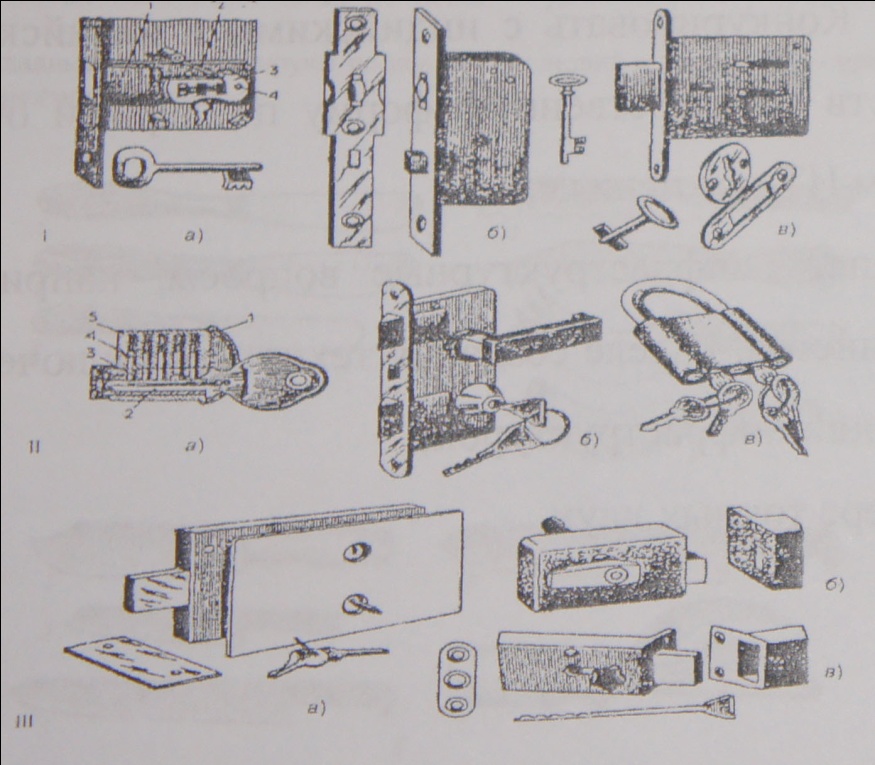
Рисунок 8 - Ассортимент замков
I — сувальдные: а — схема устройства механизма 1 - засов, 2 - пружины сувальд, 3 - сувальды, 4 - оси сувальд, б - дверной врезной с засовом и катком; в-то же, без катка,
II— с цилиндровым механизмом (дисковые): а - схема устройства 1 - корпус, 2 - сердечник, 3 - штифты в сердечнике, 4 - то же, в корпусе, 5 - пружины, б - дверной врезной с защелкой, в - висячий с двумя дисками;
III— прирезные: а- гаражный, с дисками, б - дверной замок-задвижка пружинный, в- замок-задвижка дверной пружинный
В зависимости от конструкции замки бывают сувальдные, с цилиндровым механизмом и бессувальдные. По способу крепления замки подразделяют на врезные, накладные и висячие. Некоторые типы замков снабжены наборным цифровым, буквенным, пластинчатым или шайбовым механизмами.
Сувальдные замки имеют засов со стопорным устройством, состоящим из нескольких плоских пластинок сложной формы, — сувальд. Пластинки различных размеров обычно с фигурным вырезом посередине, в котором может передвигаться стойка засова.
Секретность сувальдных замков зависит от количества сувальд, их формы, расположения, а также контуров ключевины.
Современные врезные и накладные сувальдные замки изготовлены из высокопрочных материалов, некоторые из них оснащены бронена-кладкой, защищающей механизм от высверливания, имеют антикоррозийное покрытие н 250 тыс. секретов.
Накладные сувапьдные кодовые замки вырабатываются с комплектом тяг и оснащены дополнительным кодонаборным механизмом. Замок обеспечивает более 500 тыс. секретов.
Врезные замки с цилиндровым механизмом могут быть двусторонними, т. е. открываемые ключом как с наружной, так и с внутренней стороны двери, и односторонними, которые с наружной стороны открывают с помощью ключа, а с внутренней — поворотной ручкой.
Современные цилиндровые и дисковые замки комплектуются двумя фа- левыми ручками. Защитный кожух дискового механизма и засов изготовлены из стали с поверхностной закалкой. Корпус замка оцинкован, планки никелированы.
Дисковый врезной замок имеет 120 тыс. вариантов секретов.
Висячие замки состоят из металлической коробки и дужки, исполняющей роль контрпланки врезных замков.
По конструкции механизма засова висячие замки бывают сувальдные, бессувальдные, с цилиндровым механизмом, секретные с шифром.
Корпус замков изготовлен из чугуна и стали с антикоррозийным порошковым покрытием.
Замки и защепки в зависимости от типа укомплектовывают запорными планками, фалевыми ручками, накладками для цилиндрового механизма, розетками для цилиндрового механизма, розетками для постоянных ключей, постоянными ключами, винтами, шурупами для крепления. Замок должен быть укомплектован пятью ключами.
Ножевые товары, приборы и приспособления
В группу ножевых товаров, приборов и приспособлений входят ножи, ножницы, столовые приборы, кухонные наборы и принадлежности. Для изготовления ножевых товаров и столовых приборов используют углеродистые и нержавеющие стали, сплавы цветных металлов, древесину, пластмассы.
Ножи в зависимости от назначения бывают столовые, хозяйственные, гастрономические, ремесленно-промысловые, кабинетные. Они состоят из клинка и ручки, которые могут иметь различную форму и изготовляться из разных материалов.
Внутри функциональных подгрупп ножи делят по материалу клинка (из углеродистой и нержавеющей стали).
По материалу ручки (металлическая, деревянная, пластмассовая)
По характеру соединения клинка и ручки (цельнометаллические и с ручкой всадной или склепанной).
По форме клинка (прямой, прямой с выемкой, с расширением) и ручки (овальная, прямоугольная).
По виду отделки ручки (гладкая, с гравировкой).
По размерам (большие, крупные, малые).
Столовые ножи делят также по типам — удлиненные, с укороченным клинком.
Складные ножи группируют по количеству лезвий и предметов — одно-, двух- и многопредметные.
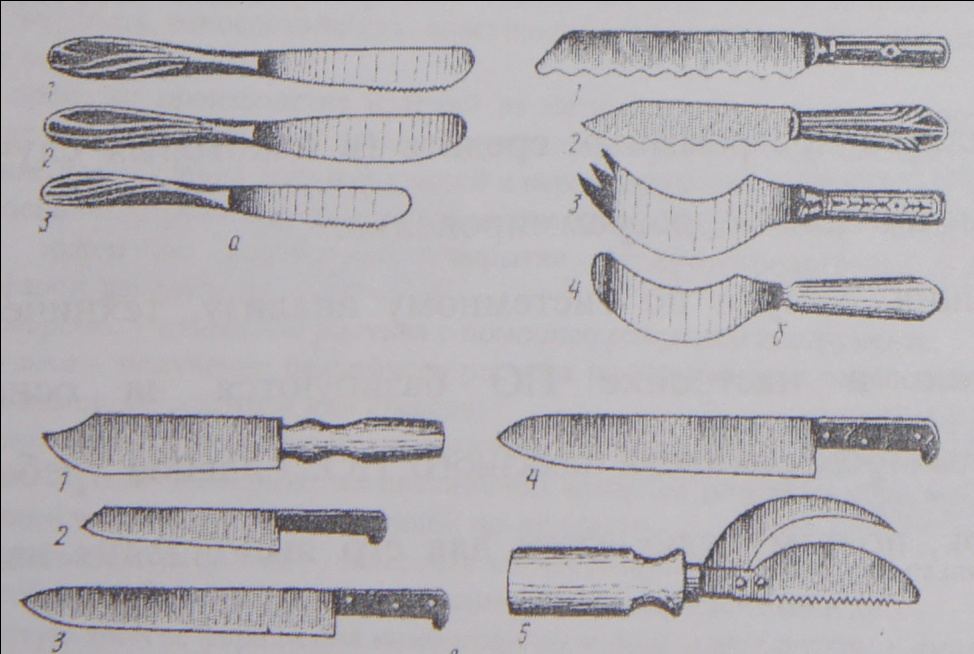
Рисунок 9 - Ассортимент ножей а — столовые: 1 — клинок с насечкой, 2 — клинок без насечки, 3 — десертный, клинок с насечкой; б —буфетные: 1 — нож-пила для хлеба, 2 — нож для лимона, 3 —нож- вилка для сыра, 4 — нож для масла; в — хозяйственные: 1 — хлеборезный, 2 — малый кухонный, 3 — средний кухонный, 4 — большой кухонный, 5 — нож для чистки рыбы
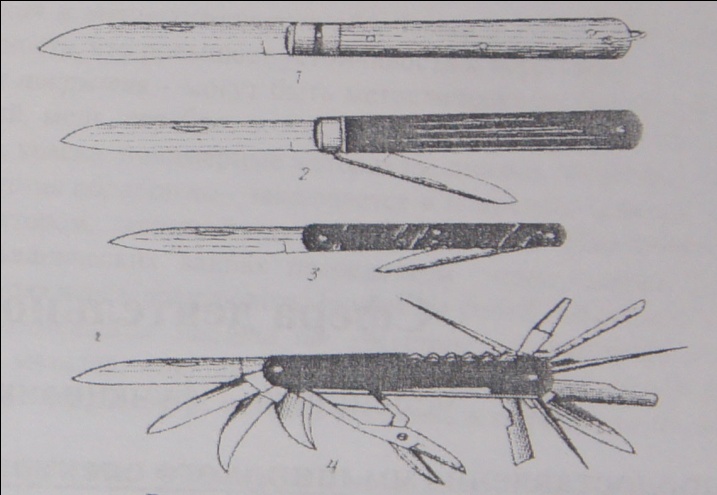
Рисунок 10 – Ножи складные
Однолезвинный с деревянной ручкой;
2-двухлезвийный (однобочковый);
3 –двухлезвийный (сконцовый);
4- многопредметный
Вилки по назначению бывают столовыми и кухонными. Изготовляют цельнометаллические большие столовые вилки (длиной 200-215 мм), десертные (длиной 160-180 мм) и детские (длиной 145-155 мм), вилки с четырьмя узкими рожками.
Кухонные транжирные вилки имеют два длинных рожка.
Ц
-
ельнометаллические вилки и рожки составных вилок изготовляют горячей или холодной объемной штамповкой, а изделия из нержавеющих сталей, цветных металлов и сплавов — холодной листовой штамповкой.Клинки ножей, цельнометаллические ножи, половинки ножниц, вилки из углеродистых сталей никелируют или хромируют. Ремесленные, хозяйственные и гастрономические ножи шлифуют.
Изделия из нержавеющей стали выпускают только полированными. Полируют также ложки и вилки из сплавов алюминия.
Ложки изготовляют из тех же металлов, которые применяются для производства ножей и вилок.
По назначению ложки бывают столовые, десертные, детские, чайные, кофейные, для заварки чая, салатные, для горчицы, соли, варенья, мороженого, сахара, разливательные, соусные.
Ручки ножей, вилки и ложки из мельхиора и нейзильбера покрывают серебром, серебром с чернением, реже — золотом. Ручки ножей, вилок и ложек изготовляют гладкими, с окантовкой, украшают орнаментом или штампованным рельефом. Деревянные ручки пропитывают олифой и лакируют.
Кроме одиночных ножей, вилок и ложек выпускают наборы ножей и столовых приборов.
Задание 2. Изучить основные способы формования и отделки МХТ, их отличительные признаки.
При производстве металлотоваров осуществляют различные технологические операции и процессы: получение заготовок, их обработка различными механическими способами, термическая и химико-термическая обработка, создание защитно-декоративных покрытий.
Литье является наиболее распространенным и технологичным способом получения изделий сложной конфигурации.
Обработка методами пластической деформации включают в себя процессы штамповки, прессования, ковки, глубокой вытяжки, волочений, гибки и др.
Обработка резанием заключается в снятии режущим инструментом припуска, в результате чего заготовка приобретает необходимую форму и размеры. Наиболее распространенными способами являются опиливание, точение, фрезерование, сверление, строгание, зубонарезание.
Термическая и химико-термическая обработка заключается в операциях нагревания, выдержки и охлаждения с определенной скоростью изделий с целью придания им необходимых физико-химических свойств. Химико- термическая обработка позволяет изменить состав, структуру и свойства заготовки - твердость, износостойкость, пластичность, коррозионную устойчивость и другие показатели.
В процессе производства изделий из металлов используют следующие виды отделки: шлифование и полирование, крацовку, галтовку, притирку, хонингование для удаления шероховатостей и неровных поверхностей.
К основным способам декорирования относят следующие: чеканка; гравировка; золочение; .серебрение, филигрань, живопись, покрытие чернью, трафарет, деколь идр.
Гравировка - нанесение рисунка с помощью режущего инструмента;
Чеканка - получение рельефного рисунка на поверхности тонкостенных изделий с помощью штампов или прессов;
Филигрань — закрепление на поверхности изделия узоров из проволоки;
Чернь — сплав из сернистых соединений металлов (серебра, меди и др), заполняющий углубления гравированной поверхности;
Золочение и серебрение - нанесение соответствующих покрытий различными способами (облуживанием, напылением, гальванопластикой и др.).
Зачастую многие украшения комбинируют и дополняют другими: эмалированием, оксидованием, полированием, инкрустацией, художественной ковкой, морозными узорами и т.д.
Зашита от коррозии и биоповреждений металлоизделий осуществляется многими разнообразными способами, среди которых выделяют следующие:
легирование (изменение состава металлов) - относят к наиболее эффективному и экономичному способу зашиты. Рафинирование, (очистка от примесей) и модифицирование (внесение специальных соединений и присадок) также повышают коррозийную стойкость;
термическая и термохимическая обработка и полировка - придают металлам однородность, что повышает устойчивость к коррозии;
защитные покрытия - могут быть металлическими (цинк, хром, никель, олово, алюминий, медь, серебро, золото и др.) и неметаллическими (силикатные эмали, лаки, краски, полимерные материалы, смазки, оксидные пленки);
гальваническая обработка - заключается в покрытии изделия другим металлом - прожектором, защищающим основной металл. Нанесение покрытий проводят в гальванических ваннах посредством пропускания постоянного г электрического тока через электролиты (растворы солей металлов);
электрохимическая защита от коррозии - проводится с помощью протектора - металла, имеющего более электроотрицательный потенциал, чем потенциал защищаемого металла изделия в определенной коррозионной среде.
рациональное конструирование - не допускает применения и взаимодействия
несовместимых металлов, создающих гальваническую пару в изделии, что снижает
вероятность возникновения электрохимической коррозии, либо сводит ее к минимуму.
Отсутствие в изделии выпуклостей и шероховатостей, острых углов и зазоров,
труднодоступных мест также снижает вероятность возникновения и скорость коррозии.
Задание 3. Изучить ассортимент металлической посуды
Металлическую посуду классифицируют по следующим признакам:
-по назначению пищевую и непищевую;
Пищевая в свою очередь делится на кухонную (кастрюли, сковороды, чайники, кофейники, цедилки, самовары, тазы для варенья, чудо-печи, котлы, горшки и др.) и столовую (блюдца, миски, тарелки, подносы, молочники, кувшины, сливочники, сахарницы, вазы столовые, соусники,икорницы и др ).
Непищевую посуду- используют для стирки, хранения и переноса непищевой продуктов и различных. хозяйственных нужд (банки, баки, канистры, лейки, ведра, бидоны; ковши, ущаты и др.);
-в зависимости от металла. способа изготовления и вида защитно-декоративного покрытия;
-чугунную (черную и эмалированную);
-стальную (эмалированную, оцинкованную луженую, крашеную):
-из коррозионностойкой (нержавеющей) стали;
-алюминиевую (листовую и литую);
-из сплавов на основе меди (латунная; мельхиоровая (МН); нейзильберовая (МНЦ); бронзовая;
-по способу изготовления - сшивкой, литьем, давлением (штамповка, вытяжка, выдавливание);
-по комплектности - штучная и комплектная;
-по размерам:
-по форме.
Отделка металлической посуды включает в себя особенности обработки ее поверхности и применение различных видов украшений.
С ассортиментом металлической посуды знакомятся по следующим группам: чугунная (чугунная и эмалированная), стальная, алюминиевая, посуда из сплавов на основе меди (латунь, бронза, мельхиор, нейзильбер).
Металлическую посуду распознают по виду материала, способу изготовления защитного покрытия, характеру отделки. Материал (сплав металла), из которого изготовляют посуду, распознают по цвету, его оттенку, массе изделия. Например, для посуды из первичного алюминия характерен серебристо-белый цвет, посуды из вторичного алюминия - сероватой оттенок. Стальная посуда, обладающая таким же светло-серым цветом, отличается от алюминиевой большей массой.
Металлическую посуду изготовляют следующими основными способами: литьем, сшивкой, давлением (штамповка, вытяжка, выдавливание). Металлическую арматуру (ручки, ушки) присоединяют с помощью точечной электроконтактной сварки, методом заклепок и винтов; кроме того, посуда может быть со съемными ручками.
Способом литья делают изделия из чугуна, вторичных алюминиевых сплавов, бронзы. Литая посуда отличается от штампованной большей толщиной стенок, наличием на внешней поверхности изделия следов литников, выпоров, заливов в местах разъема форм.
Отличительным признаком сшивной посуды является наличие швов в местах соединения деталей. Посуда, сделанная методом давления, имеет значительный радиус закругления в местах перегиба корпуса изделий. Для поверхности таких изделий характерно отсутствие швов.
Виды защитного покрытия, используемые при изготовлении металлической посуды, распознают по внешним признакам, изложенным выше. Отделка металлической посуды включает в себя особенности обработки ее поверхности и применение различных видов украшений.
Для улучшения внешнего вида изделия его подвергают травлению, шлифованию, крацованию, полированию до зеркального блеска, а также покрывают изнутри и снаружи белой и цветной эмалями, реже используют золочение и серебрение. Кроме этого стальную эмалированную посуду украшают фоторазделкой, тонированием, пульверизацией (распыловкой), - нанесением цветных полос, трафарета, декалькоманией. На посуду из мельхиора и нейзильбера наносят рисунки штамповкой, гравировкой, чеканкой.
Наименование и назначение изделий определяют сравнением образцов с рисунками в каталогах и альбомах.
Дефекты металлической посуды.
Качество металлической посуды определяют в зависимости от наличия дефектов изготовления (следы гофр при штамповании, отсутствие герметичности из-за пористого металла в литой посуде, заусеницы, царапины, вмятины) и дефектов покрытия (отставание эмали, цек- волосяные трещины, пузыри, недостаточная белизна эмали).
Возможные допустимые и недопустимые дефекты для каждого вида металлической посуды исследуют по образцам или рисункам образцов, используя данные нормативной документации (ГОСТ 20558-82Е «Изделия посудохозяйственные стальные оцинкованные. ОТУ», ГОСТ 24308-80 «Посуда и приборы столовые из мельхиора, нейзильбера с серебряным или золотым покрытием. ОТУ», ГОСТ 17151-81 «Посуда хозяйственная из листового алюминия. ОТУ», ГОСТ 24788-2001 «Посуда стальная хозяйственная эмалированная. ОТУ», ГОСТ 27002-86Е «Посуда из коррозионной стали. ОТУ», ГОСТ Р «Приборы столовые и принадлежности кухонные из нержавеющей стали. ОТУ», ГОСТ Р 52223-2004 «Посуда стальная эмалированная с противопригорающим покрытием. ОТУ».)
При этом следует отметить не только причины возникновения дефектов, но и указать их принадлежность той или иной группе (например, дефекты материала, защитного покрытия, способа изготовления и т.д.).
Используя изделия металлической посуды, предлагаемые преподавателем, студенты выполняют задание 3 и результаты оформляют в виде таблицы 20 (на примере 8-10 образцов).
Таблица 20 - Ассортимент и качество металлической посуды
Наимено- |
Сырьевой |
Ме- |
Способ |
Размер |
|
|
Дефекты |
|
вание и |
материал |
тод |
деко- |
объем |
вы- |
вмести- |
изго- по- | |
по- |
назначе- |
(вид ме- |
изго- |
риро- |
, дм |
сота, |
мость,л |
тов- |кры- |
кр |
ние изде |
талла или |
тов |
вания |
|
см |
|
ления ' тия ' |
ыт |
лия |
сплава) |
ления |
|
|
|
|
|
ия |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Задание 4. Изучить показатели качества металлической посуды н методику их определения. Провести комплексную оценку качества металлической посуды.
Основными показателями качества МХТ и металлической посуды являются: твердость, ударная вязкость, прочность сцепления покрытия с основным металлом, толщина покрытия, пористость покрытия, белизна эмали, термическая устойчивость эмали, химическая устойчивость эмали и др. Методики определения некоторых из указанных выше показателей качества необходимо изучить по учебной литературе и законспектировать в тетрадь.
Комплексную оценку потребительских свойств проводят по показателям функциональных, эргономических, эстетических свойств. Соотношение между группами свойств определяется коэффициентом весомости (таблица 21).
Таблица 21 - Коэффициенты весомости показателей качества металлической посуды -
Наименование |
Коэффициент |
весомости по группам свойств |
||
изделия |
Функциональные |
Эргономические |
|
Эстетические |
Кастрюля |
0,40 |
0,30 |
|
0.30 |
Чайник |
0,20 |
0,40 |
|
0,40 |
Кофейник |
0.40 |
0,30 |
|
о.зо |
Остальные изделия |
0,40 |
0.40 |
|
0.20 |
|
||||
Оценка изделий проводится по пятибалльной системе. Результаты комплексной оценки оформляют в виде таблицы 22.
Таблица 22- Результаты комплексной оценки металлической посуды
-
Наименование потребительских свойств и показателей качества
Результаты ранжирования показателей качества
Коэффициенты весомости показателей качества
Балловая оценка
Комплексный показатель
Функциональные свойства
1.1.Исключение пригорания (толщина дна, наличие покрытия)
1.2. Полнота использования подводимого тепла(соответствие объема и площади днища, формы)
1.3. Использование для разных режимов обработки пищи(варка в воде, на пару)
1.4. Наличие высокой крышки, конденсирующей влагу
1.5. Возможность использования крышки как сковороды
1.6. Возможность регулирования парообразования
Эргономические свойства
2.1. Исключение травмирование паром
2.2. Удобство регулирования парообразования
2.3. Исключение выплескивания жидкости, наличие прозрачной крышки
2.4. Удобство выгрузки при сливе продукта
2.5. Удобство очистки и мытья
2.6. Удобство хранения (комплексность. наличие съемных ручек)
Эстетические свойства
3.1. Соподчиненность частей изделия и целого
3.2. Согласованность формы с декоративной отделкой
3.3. Тщательность исполнения формы в целом и ее элементов
3.4. Качество защитно-декоративной отделки
3.5. Четкость исполнения знаков и сопроводительной документации
Итого
Контрольные вопросы:
Расскажите классификацию ассортимента металлохозяйственных товаров (МХТ) и ассортимента металлической посуды.
На какие группы делятся инструменты по назначению?
Перечислите основные разновидности пил.
Чем отличаются плоскогубцы, пассатижи и комбинированные плоскогубцы?-
Как отличить по внешним признакам цилиндровый замок от сувальдного?
Перечислите основные способы производства МХТ, раскройте сущность некоторых из них
Какие способы декорирования МХТ Вы знаете? Расскажите технологию отдельных способов.
Какие показатели качества металлической посуды Вы знаете?
Расскажите методику определения некоторых показателей качества металлической посуды.
В чем сущность комплексной оценки потребительских свойств металлической посуды?
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №8
ТЕМА: «КЛАССИФИКАЦИЯ АССОРТИМЕНТА МЕБЕЛЬНЫХ ТОВАРОВ, ОСНОВНЫЕ ПОКАЗАТЕЛИ КАЧЕСТВА И МЕТОДИКА ИХ ОПРЕДЕЛЕНИЯ».
Цель работы: ознакомиться с классификацией ассортимента мебельных товаров и ассортиментом мебели; изучить основные способы производства и отделки мебели; освоить методику определения некоторых показателей качества мебельных товаров; провести комплексную оценку потребительских свойств мебели.
Материалы и пособия для работы: каталоги, образцы отделочных материалов и изделий.
Порядок выполнения и оформления работы
Задание 1.Изучить ассортимент мебельных товаров.
Ассортимент мебели характеризуется большой сложностью и разнообразием. Весь ассортимент мебели классифицируют по следующим показателям, назначению, способу производства, по применяемым материалам, видам изделий, по комплектности, по степени мягкости, по особенностям конструкции, по отделке и др.
Мебель классифицируется по следующим признакам:
По эксплуатационному назначению мебель подразделяется на бытовую и для общественных помещений. Первая группа включает мебель для общей комнаты, спальни, столовой, гостиной, кабинета, детскую и юношескую, кухонную, для прихожей, ванных комнат, дачную. Номенклатура второй группы включает мебель медицинскую, лабораторную, для дошкольных учреждений, учебных заведений, общежитий, предприятий торговли и общественного питания, для гостиниц, театрально-зрелищных предприятий, библиотек и читальных залов, спортивных сооружений, административных учреждений, предприятий связи.
По функциональному назначению различают: мебель для хранения, сидения и лежания, для работы и приема пищи, прочую. В прочую мебель входят детские манежи и вешалки.
По конструкционно-технологическим признакам различают сборно-разборную, универсально-сборную, разборную и неразборную, секционную, стеллажную, складную, встроенную, трансформируемую, брусковую, корпусную, столярную, гнутую, гнуто-клееную, плетеную, прессованную, формованную, штампованную и литую (из металлов и пластмасс).
По материалу изготовления различают мебель из древесины и древесных материалов, мебель из пластических масс, мебель из металла.
По комплектности мебель группируют на штучную; наборы, предназначенные для обстановки всей жилой площади (наборы для одно-, двух-; трехкомнатных квартир); гарнитуры — комплекты изделий для меблирования конкретной зоны жилья (гарнитуры для спальни, кабинета, столовой, гостиной и др.).
Предметы мебели для сидения, отдыха и сна.
Стулья — изделия со спинкой. Они выпускаются разборными, неразборными, столярными, гнутыми, гнуто-клееными, плетеными из различных материалов и т.д. В столярных стульях спинки и сиденья изготавливают жесткими без настила, с настилом или мягким сиденьем. Стулья используются как единичные предметы или в составе наборов и гарнитуров.
Табуреты - изделия мебели без спинки с жестким сиденьем. Они являются неотъемлемой частью набора кухонной мебели. Сиденья табуретов могут обиваться тканью, кожей и кожзаменителями. Основания табуретов могут быть деревянными или металлическими.
Кресла - комфортабельные стулья. Основания (каркасы) их выполняются из различных материалов. Кресла рабочие на металлическом каркасе отличаются большим диапазоном изменения положения сиденья по высоте, наклону спинки, положению в пространстве помещения. Это обеспечивается наличием шарниров и фиксаторов, винтовой и шаровой опор. Кресла для отдыха характеризуются. как правило, жесткостью сочленений узлов, отличаются насыщением мягкими элементами: резиновыми лентами, пружинами спиральными или типом «змейка». В качестве настилочного материала используются латекс или поролон.
Кресла-кровати - предназначены для отдыха. Они оборудуются мягкой спинкой и двойным мягким сиденьем. Каркас изделий может выполняться из дерева, металла, пластмассы. Способы трансформации разнообразны. Кресла- кровати могут дополняться наматрацниками.
Кресла-качалки - представляют неразборную конструкцию с каркасами из металла, пластмассы или ивовых палок. Сиденья и спинки оплетают лозовыми или разноцветными поливинилхлоридными лентами или шнурами. В этих изделиях опорную функцию вместо ножек выполняют боковые дуги, сочлененные с подлокотниками.
Шезлонги - легкие раскладные кресла для отдыха, в которых можно полулежать. Каркас изделий чаще выполняется из металлических трубок в разборном и складном вариантах. Основания шезлонгов выполняются из ткани (полотняной), упругой пластмассы и других материалов.
Кровати выпускаются одинарные (шириной не более 900 мм) и двойные (шириной более 1000 мм). Мягкий элемент для постельного белья выполнен в виде отдельного матраца без основания (двусторонней мягкости) или с жестким деревянным каркасом. Кровати изготавливаются из различных материалов (деревянные, металлические, пластмассовые), характеризуются разновидностью конструктивных решений (с опорными или навесными спинками, эластичным основанием под матрац и т.д.).
Диваны - изделия мебели со спинкой (с подлокотниками или без них), предназначенные для отдыха нескольких человек в положении сидя и кратковременного отдыха в положении лежа. Диваны выпускаются двух-, трех- и четырехместные. По особенностям конструкции, помимо традиционной формы, бывают угловые и встроенные.
Диваны-кровати - диваны, трансформирмируемые в кровати. Трансформация осуществляется с помощью специальных механизмов, что позволяет переводить вертикальные спинки в горизонтальное положение, аналогичное положению сиденья. Диваны-кровати имеют емкости для хранения постельных принадлежностей.
Кушетки - это диваны шириной не более 800 мм без спинки с одним подголовником или валиком для подлокотников. Основание выполняется из древесины или другого материала, мягкий элемент — пружинный или беспружинный. с наматрацником или без него. Изделия могут оснащаться емкостью для постельного белья.
Тахты- широкие кушетки с продольной спинкой или без нее. оснащаются съемными подушками в положении дивана. При трансформации в положение «кровать» сиденье выдвигается вперед на себя, и в свободную площадь у к- ладываются подушечки спинки, образуя, таким образом, место для лежания. Тахты могу т располагать жесткими или мягкими подлокотниками.
Мебель для приема пиши, работы и других занятий
Письменные столы бывают на одной, двух тумбах и без них. Тумбы устанавливаются на ножках (жесткая конструкция) или на роликах, когда тумбы являются самостоятельными вдвижными блоками. В тумбах ящики, полуящики и выдвижные полки могут иногда помещаться за дверками. Подстолье может быть с ящиками или без них.
Обеденные столы выпускаются раздвижными и нераздвижными. Раздвижные могут трансформироваться с помощью полозков, когда крышка раздвигается на две стороны и в образовавшийся промежуток вкладываются дополнительные доски, и на клинках, при которых двойная крышка обеденного стола вытягивается в одну плоскость. Для увеличения поверхности столов в некоторых конструкциях предусмотрены подымающиеся и опускающиеся полу- крышки.
Кухонные столы включают изделия различных конструкций и назначения. Столы-шкафчики кухонные выпускаются с одним или двумя отделениями с полками за одной, двумя или тремя дверками. Отделения шкафчиков могут оборудоваться дополнительными ящиками, выдвижными досками и полками, откидными коробками, проволочными сетками для посуды и т.д. Буфеты кухонные состоят из нижнего и верхнего шкафа с нишей; устройство нижних шкафов такое же, как кухонных столов. Столы для мойки посуды имеют выдвижное устройство, располагающее одним или двумя моечными тазами. Обычные кухонные столы простейшей конструкции оснащаются одним или двумя ящиками в подстолье. Изделия можно использовать для приема пищи и работы.
Сервировочные столы могут входить в состав столовых гарнитуров. Предназначаются для доставки пищи и сервировки. Крышки столов могут быть расположены на двух уровнях. Выпускаются на ножках и тумбах, передвижными на колесиках или непередвижными.
Туалетные столы выпускаются на ножках или одной и двух тумбах. Внутри тумб устанавливаются ящики, полуящики и полки. Выпускаются разборными и неразборными. Зеркала устанавливаются в верхней части столов, они могут быть съемными, вращающимися в стойках и неподвижными.
Столы для телевизоров изготавливаются неразборной конструкции, на ножках, роликах, с ящиками или полочками, устройством для хранения кассет, компакт-дисков. Столы часто оснащаются нишами для установки в них видеомагнитофонов, радио - и телекабелей, пультов управления и т.д. Высота столов 60-63 см. Тумбы столов закрываются распашными стеклянными дверками.
Столы для шахмат отличаются тем, что в верхнюю часть крышек врезается набор в виде шахматной доски, покрытой прозрачным лаком. Высота столов — 750 мм, длина — 700, ширина 500 мм.
Журнальные столы предназначаются, в основном для хранения печатной продукции, являются центром зоны отдыха в квартире. Высота столов — 60— 63 см. Крышки столов выполняются из ДСП, облицованных шпоном ценных пород, или из стекла большой толщины.
Мебель для хранения товаров домашнего обихода
Шкафы для платья и белья по конструкции бывают одно-, двух - и трехдверные. Состоят из одного, двух (платяное и бельевое) или трех отделений.
В шкафах с двумя отделениями одно предназначено для платья, а другое - для белья. Верхняя одежда на вешалках хранится на неподвижно закрепленной штанге, расположенной параллельно задней стенке шкафа. В некоторых шкафах над штангой для платья укрепляется полка для головных уборов, а в нижней части предусмотрены емкости для обуви.
На внутренней стороне дверок крепятся проволочные скобы для подвешивания галстуков, поясов и т.д. Белье в стопках укладывается на полках или в полуяшики. Туалетное зеркало крепится на внутренней плоскости дверей. Некоторые модели шкафов оснащаются вместо распашных дверей шторными зеркальными на всю высоту корпуса. Шкафы выпускаются разборными. Сборка элементов и деталей производится с применением специальных стяжек.
Серванты — шкафы, предназначенные для хранения посуды и столового белья. Состоят из нижней тумбы, на крышке которой устанавливается застекленный шкаф небольшого размера. Серванты изготавливаются разборной конструкции. Высота изделия - 1535 мм, ширина - 1100, глубина - 500 мм.
Комоды — тумбы для белья, изготавливаются с наружными ящиками, дверками и наружными ящиками, дверками и внутренними выдвижными ящиками. Выпускаются модели с зеркалом, укрепленным на подставке, на верхней крышке комода. Высота комодов — 750—1200 мм, глубина — 410—550, ширина — 380—1000 мм. Выпускаются неразборной конструкции.
Шкафы для книг изготавливаются на один, два и более ряда книг, расположенных вертикально. Они бывают разборными и неразборными. Переставные полки легко перемещаются на высоте в зависимости от размера книг. Широкое распространение получили секционные шкафы, конструкция которых формируется из отдельных самостоятельных секций, устанавливаемых по высоте.
Технологический процесс мебельного производства состоит из ряда последовательных этапов: сушки древесины, раскроя материалов, первичной обработки заготовок, склеивания с повторной их обработкой, фанерования, деталировки (придания заготовкам окончательных форм и размеров), сборки узлов и повторной их обработки, отделки и обивки. От качества выполнения каждой операции в той или иной степени зависит последующее качество изделия.
Сушка древесины необходима для сохранения свойств древесины, так как пиломатериалы, получаемые после распиловки бревен, в значительной степени насыщены влагой. В процессе хранения или использования продукции это создает условия для поражения древесины грибами, потери стабильности формы (покоробленноcти) и размеров (усушки), снижение ее прочности. Применяют атмосферный и камерный способы сушки.
Атмосферная сушка до влажности не более 22 % применяется при среднесуточной температуре плюс 5 °С и выше. Продолжительность сушки камерным способом менее длительная, чем атмосферная. Для сушки применяются паровоздушные и газовые противоточные камеры непрерывного действия, обеспечивающие доведение влажности древесины до 12 %.
Раскрой материалов на заготовки проводится с учетом наиболее экономного расхода сырья и таким образом, чтобы элементы мебели не имели дефектов (сучков, трещин, гнили, повреждений насекомыми и др.).
Первичная обработка заготовок. На этом этапе заготовки из древесины доводят до нужных размеров (длины, ширины, сечения), что достигается фугованием (устранением кривизны и коробления) и строганием поверхностей.
Склеивание заготовок применяется для увеличения их размеров по ширине и толщине. Переклеенные щиты и блоки в меньшей степени подвержены короблению и растрескиванию.
Фанерование повышает прочность изделий, придает им декоративность. Во избежание коробления все щиты (плиты) в обязательном порядке подвергают фанерованию с двух сторон.
Деталировка. В процессе деталировки объединяются все операции, необходимые для превращения заготовок в детали,пригодные для сборки: торцевание по размеру, вырезание шипов и проушин, выемка гнезд' и углублений, профилирование, шлифование. От качества выполнения этих операций зависит прочность сочленений при сборке.
Сборка узлов и изделий при изготовлении мебели производится при помощи клеев, шурупов, болтов, глухарей-шпилек, шкантов, пластмассовой или металлической фурнитуры. Склеивание применяется при сборке различных видов рамок, щитов и коробок. Щиты склеиваются в четверть, на шпунт и гребень, рейку, шипы «ласточкин хвост», на прямую фугу. Коробки большей частью соединяются на прямой шип. Шурупами крепятся петли, стяжки и другие( виды фурнитуры. Металлические шпильки применяют при установке штапиков, раскладок и притворных планок. Узлы соединяются в группы или простые изделия при помощи фурнитуры (петель, стяжек, замков, шпингалетов и др.), склеивания (на плоские или круглые шипы), крепления шурупами, болтами, глухарями (гнутая мебель) и прибивки гвоздями или скобами текстильных материалов (мягкая мебель).
Отделка производится для придания мебели декоративного вида и зашиты ее от воздействия микроклиматических факторов. Она включает два этапа 1)подготовку и непосредственно отделку поверхности.
Подготовка к отделке сводится к устранению различных дефектов, а также циклеванию и шлифованию.
Отделываемая деталь должна иметь выровненную и отшлифованную поверхность, на лицевой поверхности не допускаются гофристость, волнистость, вмятины, вырывы, трещины и сучки.
Сучки и трещины устраняются высверливанием их и установкой пробок из той же древесины. Небольшие трещины шпатлюются, более крупные заделываются вставкой.
Выравнивают поверхности деталей мебели с помощью циклевального станка, действующего по принципу ручного рубанка. После циклевания детали подвергают шлифованию.
Механизированный процесс шлифования применяется для плоских деталей и тех, которые имеют кривые и профильные поверхности.
Отделочная подготовка под прозрачные покрытия предусматривает удаление ворса, обессмоливание, отбеливание, крашение, грунтование.
Ворс, удаляется путем шлифования шкурками различных номеров или термической обработкой поверхности (до 250 °С) на специальных термопрокатных станках.
Обессмоливание поверхности древесины производится органическими растворителями, хорошо растворяющими живицу и еловую серку (ацетон, спирт, бензол), и иными средствами (растворы углекислого или едкого натра), воздействующими на смолы.
Отбеливание производится нанесением на поверхность перекиси водорода с нашатырным спиртом с последующей сушкой при температуре до плюс 50 °С,
Крашение применяется для придания древесине новой окраски или усиления естественного цвета. Используются протравы (раствор солей металлов в воде), красители и пигменты.
Грунтование обеспечивает хорошую адгезию (прилипание) отделочной пленки с древесиной.
Порозаполнение производится для закрытия отверстий в древесине перед нанесением прозрачных покрытий. Порозаполнители состоят из пленкообразующего раствора, сиккативов и пластификаторов в смеси летучих растворителей.
Отделочная подготовка под непрозрачные покрытия включает обессмоливание, грунтование, шпатлевание.
Обессмоливают древесную поверхность теми же средствами и по тому же режиму обработки, что и при подготовке поверхности под прозрачные покрытия.
Для грунтования применяют пигментированные грунты, соответствующие по цвету основному лакокрасочному составу.
Шпатлевание производится для заполнения шпатлевками и замазками крупных углублений и трещин на поверхности деталей. В качестве шпатлевок используют смеси минеральных наполнителей и пигментов с растворами пленкообразующих и летучих растворителей с добавлением пластификатора.
Отделка поверхности включает лицевую отделку и декорирование фасадных поверхностей.
Лицевая отделка. Применяются прозрачные и непрозрачные виды отделки. К прозрачным относят лакирование, располирование, полирование, вощение и панелирование.
Лакирование заключается в нанесении на подготовленную поверхность древесины пленки толщиной до 80 мкм. Лаком покрывают в несколько этапов, после каждого обработанные поверхности сушат и подвергают легкому шлифованию.
Полирование применяют для облагораживания лакокрасочных покрытий. Первым этапом этой операции является шлифование лаковых покрытии шкурками или пастами с целью выравнивания поверхности. На втором этапе на полностью просушенный и отшлифованный лаковый слой наносят политуру (нитро - и шеллачный лаки), сглаживающую неровности и придающую поверхности равномерный зеркальный блеск. Применяя беспарафиновые полиэфирные лаки, можно сразу получать зеркально-гладкую поверхность без отделки политурами. Толщина лаковой пленки при полировании достигает 250 мкм.
Располирование отличается от полирования тем, что после второго нанесения лака покрытие разравнивают специальными пастой, жидкостью и полировочной водой. Покрытие, полученное располированием, имеет более гладкую и блестящую поверхность при меньшей толщине (100—120 мкм).
Вощение заключается в растирании воска на подготовленной поверхности древесины, после чего ее покрывают слоем спиртового лака. Применяют для отделки древесины крупнопористых пород (дуб, орех и др.).
Панелирование (отделка прозрачными пленками) применяется для отделки корпусной мебели, спинок кроватей, крышек столов и др. Различают покрытия полиэфирные, нитроцеллюлозные, полиуретановые, мочевиноформальдегидные и др. Сущность обработки заключается в нанесении на подготовленную поверхность древесины пленки из указанных материалов и последующего прессования при температуре 140 °С. Получаемое глянцевое покрытие не требует дополнительной обработки, оно стойко к истиранию, действию света и тепла.
Непрозрачная отделка поверхностей производится теми же способами, что и прозрачная. В качестве отделочных средств применяют масляные краски, эмали, листовые материалы.
Широкое распространение получила отделка древесины пленочными и листовыми материалами. Пленки на бумажной основе способны имитировать текстуру древесины, они заменяют строганый и лущеный шпон в качестве лицевого слоя. Имитационный рисунок на бумаге печатают методом глубокой или офсетной печати. Формирование пленки завершается пропиткой бумаги смолами и сушкой.
Поливинилхлоридные пленки (ПВХ) выпускаются прозрачными и пигментированным и. Последние бывают декоративными (одно- и многоцветными) с имитированным тисненым рисунком текстуры древесины и т.д. ПВХ-пленки не обладают адгезией с древесиной, поэтому их прикрепляют с помощью клеев и специальных пленок.
К листовым облицовочным материалам, применяемым в мебельном производстве (кухонная и детская мебель), относятся декоративные бумажнослоистые пластики. Они отличаются светостойкостью, стойкостью к моющим средствам, воздействию кислот и щелочей.
Декорирование фасадных поверхностей. Декорирование поверхностей изделий включает имитационную отделку, отделку под металлы, рельефный и наборный декоры. »
Имитационные виды отделки применяют для облагораживания малодекоративных пород древесины (береза, осина, ольха и др.). Для имитации текстуры древесины ценных пород (дуба, ореха, красного дерева, карельской березы и др.) применяют печатание, аэрографию, акваграфию, декалькоманию.
Печатание применяют для нанесения рисунка текстуры на бумагу, пленку и непосредственно на поверхность плоских изделий.
Аэрография представляет собой усовершенствованный способ ручной разделки под текстуру древесины ценных пород. Рисунок воспроизводится распылением раствора красителя или краски струей сжатого воздуха через сопло малого диаметра (0,4—1,2 мм).
Акваграфия сводится к получению, рисунка на поверхности щитовых элементов или мебели малых габаритов после окунания их в ванну, наполненную водой и несмешивающимися между собой красящими составами. При подъеме древесных материалов красочный слой прилипает к отделываемой поверхности, придавая ей рисунок мрамора.
Сущность декалькомании та же, что и при изготовлении детских переводных картинок на бумагу. Для имитации текстуры ценных пород древесины рисунок с листа калькомы прижатием переводится на поверхность изделия или детали, покрытую лаком и просушенную до степени отлипа лакового покрытия.
Отделка под металлы представляет собой покрытие древесных поверхностей мебельных изделий тонким слоем металла, выполняет декоративное назначение и обеспечивает длительную сохранность предметов. Данный вид отделки производится бронзированием и золочением (серебрением).
Бронзирование заключается в нанесении на поверхность заготовок металлических порошков или пудры в виде алюминиевой или бронзовой краски, а также напыления порошка на просохшее до степени отлипа нижнее покрытие.
Основным материалом золочения и серебрения является фольга — тончайшие листочки металлов в виде пленок толщиной до 0.01 мкм.
Рельефный декор включает защитно-декоративное покрытие из измельченных частиц, тиснение рельефного рисунка, рельефные накладки, резьбу, точение. выжигание по дереву. Защитно-декоративные покрытия из измельченных частиц придают лицевым поверхностям изделий внешний вид бархата или замши различных цветов. Основным компонентом покрытия являются равномерно измельченные материалы (древесина. резина, пробка, керамика, пластмассы). Измельченные частицы оседают в электростатическом полотна поверхности мебельных элементов, предварительно покрытых клеем.
Тиснение рельефного рисунка осуществляется на деталях мебели, изготовленных из древесностружечных плит, облицованных строганым шпоном и пленками на основе пропитанных бумаг.
Рельефные (объемные) накладные детали используют вместо декоративных резных элементов.
Декоративные накладки из жесткого пенополиуретана и ударопрочного полистирола, получаемые методом литья под давлением, позволяют полно и четко воспроизвести текстуру древесины (цвет, структуру пор).
Искусственная кожа и пористо-монолитные пленки отличаются хорошим внешним видом, повышенной драпируем остью.
Резьба является основным способом нанесения рельефного декора, позволяющим использовать бестекстурную и слаботекстурную древесину.
Точение представляет собой обработку древесины на токарном станке для изготовления деталей мебели круглосимметричной формы (ножки столов и стульев).
Выжигание по дереву применяется для получения орнаментальных и тематических рисунков на древесных заготовках.
Наборный декор объединяет все способы получения на изделия из древесины орнаментальных рисунков за счет их образования твердыми материалами, прочно соединяемыми с обрабатываемой поверхностью. К наборному декору относятся интарсия, мозаика, инкрустация, маркетри, наборное фанерование.
Интарсия представляет собой набранный рисунок из скрепленных между собой кусочков шпона различных пород, наклеенный на фасадную поверхность плоского элемента.
Мозаика выглядит в виде изображения или узора, выполненного из разноцветных кусочков однородных материалов (дерева, смальты, камней, металла). Крепится мозаика к поверхности вязкими мастиками (смесью цемента с маслом).
Инкрустациями называют изображения, набранные из фигурных пластинок различных материалов (кости, перламутра) и находящиеся на одном уровне с поверхностью предмета (вгладь).
Маркетри выполняется в виде набора из кусочков шпона разных экзотических пород древесины: Элементы рисунка врезают в шпон, служащий фоном, и закрепляют липкой бумагой. Полученный орнамент затем наклеивают на поверхность изделия.
Наборное фанерование отличается от обычного тем, что рубашка составляется из листов и кусочков декоративной фанеры так, чтобы текстура и цвет древесины образовывали проектируемый рисунок. Для рубашек используется древесина, отличающаяся выразительной текстурой и насыщенным цветом
Для закрепления полученных знаний об отдельных видах мебельных изделий студенты проводят характеристику изделий, имеющихся в лаборатории, и оформляют результаты выполнения задания в произвольной форме.
Задание 2. Изучить пороки мебели
Качество мебели определяется наличием пороков древесины, количество и размеры которых для лицевых и нелицевых поверхностей строго регламентированы стандартами. Не допускаются в деталях трещины, гниль, червоточина, смоляные кармашки, несросшиеся сучки. С ограничением допускаются сросшиеся и здоровые сучки, крень, свилеватость, небольшой наклон волокон.
Пороки обработки деталей появляются во время технологического процесса и включают расслоения, отколы, расколы, вмятины, вырывы, царапины и др. Подобные пороки недопустимы в мебельных изделиях.
Пороки соединения и сборки деталей характеризуются наличием перекосов,
зазоров, плохого крепления, не гармоничностью сочетания конструкции изделия и лицевой фурнитуры.
Пороки фурнитуры выражаются в непривлекательности внешнего вида, наличии на ней царапин и заусенцев, несоответствии дизайну изделия, неправильном выборе материала изготовления, невозможности надежного крепления к щитовым элементам, некоррозионностойкости и др.
Пороки фанерования включают разнооттеночность и несхоженость текстуры древесины лицевых листов шпона, нарушение в нем симметричности декоративных рисунков, проступание клея, непрочное крепление к основе, наличие вставок другого цвета и текстуры под прозрачной лаковой отделкой и т.д.
В процессе формирования лакового слоя могут возникать следующие недопустимые пороки: воздушные пузыри; неотвердение лака; потеки; недостаточность адгезии пленки; слабый блеск пленки; серые и белые пятна; плохая шлифовка, недостаточная жесткость; проваливание (проседание) лака; трещины лаковой пленки.
Пороки, встречающиеся в древесине, существенно влияют на характер ее использования, качество мебели и других изделий. Используя ГОСТ 2140-81 необходимо изучить возможные пороки древесины, их классификацию и влияние на качество готовых изделий. Результаты выполнения задания 2 оформить в виде таблицы 23.
Таблица,23 -Характеристика пороков древесины
Наименование порока |
Группа пороков |
Внешние признаки |
1 |
2 |
3 3 |
Задание 3. Изучить номенклатуру показателей качеств мебели и методику определения некоторых из них.
Для изучения номенклатуры показателей мебели и методики их определения необходимо воспользоваться ГОСТ 16371-93 «Мебель. ОТУ» и другие НД на конкретные виды мебельных товаров и законспектировать информацию в тетрадь.
Задание 4. Провести комплексную оценку качества мебели.
Результаты проведения комплексной оценки качества мебели оформить в виде таблицы 24.
Таблица 24 - Результаты комплексной оценки мебельных товаров
Наименование потребительских свойств и показателей качества
|
Результаты ранжирования показателей качества |
Коэф фициенты весомости показателей качества |
Балло вая оценка |
Комплексный показатель |
1. Функциональные свойства |
||||
Удобство размещения в помещении |
|
|
|
|
Прочность корпуса |
|
|
|
|
Прочность крепления дверей |
|
|
|
|
Долговечность крепления |
|
|
|
|
Жесткость |
|
|
|
|
Устойчивость |
|
|
|
|
2. Эргономические свойства |
||||
Удобство пользования изделием |
|
|
|
|
Удобство ухода за изделием |
|
|
|
|
Соответствие функциональных размеров требованиям НД |
|
|
|
|
3. Эстетические свойства |
||||
Форма |
|
|
|
|
Цвет |
|
|
|
|
Фактура и рисунок лицевой поверхности |
|
|
|
|
Гармоничность фурнитуры в изделии |
|
|
|
|
Итого |
|
|
|
|
! |
||||
Контрольные вопросы:
Расскажите классификацию ассортимента мебельных товаров и ассортимент бытовой мебели.
Какие способы производства мебели Вам известны?
Назовите основные способы отделки мебели.
Приведите номенклатуру показателей качества мебели.
Расскажите методику определения некоторых показателей качества мебельных товаров.
Какие пороки древесины Вы знаете? Каким образом эти пороки влияют на качество готовых изделий?
Раскройте сущность проведения комплексной оценки потребительских свойств мебели.
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №9
ТЕМА: « РАСПОЗНАВАНИЕ ТКАЦКИХ ПЕРЕПЛЕТЕНИЙ И ВИДОВ ОТДЕЛКИ ТКАНЕЙ. ИЗУЧЕНИЕ АССОРТИМЕНТА И ЭКСПЕРТИЗА КАЧЕСТВА ТКАНЕЙ».
Цель работы: ознакомиться с классификацией и характерными признаками различных видов ткацких переплетений; изучить основные способы отделки тканей; изучить номенклатуру показателей качества тканей и методику определения некоторых из них; изучить пороки тканей и особенности сортировки.
Материалы и пособия для работы: каталоги, образцы тканей различных переплетений и способов отделки, НД.
Порядок выполнения и оформления работы
Задание 1. Изучить различные виды ткацких переплетений
Ткацкие переплетения оказывают влияние на различные свойства тканей: внешний вид, толщину, массу, пористость, паропроницаемость, воздухопроницаемость, теплопроводность и др. Ткацкие переплетения - это определенный порядок взаимного расположения нитей основы и утка между собой и поэтому, в зависимости от того, как нити расположены относительно друг друга формируется структура и свойства тканей.
Основные параметры, характеризующие ткацкие переплетения:
Раппорт переплетения - это наименьший повторяющийся участок по основе и утку, он характеризуется числом нитей основы и утка в повторяющемся участке;
Длина перекрытия - число нитей, одновременно перекрываемых нитями противоположной системы;
Сдвиг перекрытия - число нитей, отделяющих перекрытия, образованные данной системой в соседних рядах.
Ткацкие переплетения подразделяют на группы:
главные (простые, фундаментальные) - полотняное, саржевое, сатиновое, атласное;
мелкоузорчатые (производные: рогожка, репс, ломаная саржа, усиленный сатин; комбинированные: вафельное, диагоналевое, рубчиковое,просвечивающее);
•сложные переплетения: полуторослойное, двухслойное, пике, ворсовое, перевивочное, махровое;
крупноузорчатые: жаккардовое.
Отличительная особенность простых переплетений состоит в том, что они всегда содержат в раппорте одинаковое количество основных и уточных нитей
и служат базой для образования других видов переплетений, особенно мелкоузорчатых.
Полотняное переплетение характеризуется тем, что перекрытия основных и уточных нитей расположены в шахматном порядке. Лицевая и изнаночная стороны ткани имеют одинаковое строение и ровную поверхность.
Саржевое переплетение отличается от полотняного длиной перекрытия и длиной раппорта; величина сдвига такая же как у полотняного равна 1. В связи с этим на лицевой стороне ткани образуются рубчики, идущие слева вверх направо. Применяется саржевое переплетение для выработки платьевых костюмных и подкладочных тканей.
Атласное (сатиновое) переплетение имеет основные (уточные) перекрытия в раппорте не менее 5 нитей, величина сдвига 2, 3 и более нитей. Лицевая поверхность атласного и сатинового переплетений гладкая и блестящая.
Мелкоузорчатые переплетения характеризуются тем, что на их поверхности образуются мелкие ткацкие узоры.
Мелкоузорчатыми переплетениями вырабатывают костюмно-платьевые ткани.
В получении сложных переплетений участвуют несколько систем нитей (3 и более). Эти переплетения применяют при выработке драпов, бархата, вельвета, махровых тканей.
В крупноузорчатых переплетениях образование крупных узоров на поверхности осуществляется за счет сочетания различных видов простых, мелкоузорчатых, сложных переплетений. Крупноузорчатые переплетения имеют большой раппорт и применяются при выработке скатертей, салфеток, мебельно-декоративных тканей, покрывал, одеял.
Задание 2. Изучить виды отделки тканей
Приступая к изучению отделки тканей, необходимо обратить внимание на отделку тканей различного волокнистого состава, а также научиться распознавать ткани по отделке (колористическому оформлению и способу выработки).
Отделка тканей подразделяется на группы:
-предварительная отделка
-крашение тканей;
-узорчатое расцвечивание тканей;
-заключительная отделка тканей;
-специальные виды отделки тканей.
Предварительная отделка хлопчатобумажных тканей включает: опаливание (удаление выступающих кончиков волокон), расшлихтовку (удаление шлихты - нанесенной на нити основы в процессе ткачества), отваривание (удаление остатков шлихты, сопутствующих целлюлозе веществ и некоторых механических примесей), отбеливание (химическое и оптическое) - разрушение красящих веществ окислителями и обработку текстильных материалов оптически отбеливающими веществами: мерсеризацию (обработку тканей раствором щелочи определенной концентрации при натяжении).
Предварительную отделку льняных тканей проводят по схеме хлопчатобумажного производства, но более осторожно, операции повторяют несколько раз, чтобы не разрушить техническое волокно до элементарного и не ухудшить свойства ткани. Кроме того, некоторые льняные ткани подвергают кислованию (обработке слабым раствором серной кислоты) для придания светло-серой окраски и мягкости.
Шерстяные ткани в процессе отделки подвергают заварке (обработке камвольных тканей в расправленном виде кипящей водой с последующим охлаждением с целью снятия внутренних напряжений и способности равномерно окрашиваться), мокрой декатировке (обработке тканей горячей водой и паром с целью выравнивания напряжений в ткани и предупреждения образования заломов при дальнейшей обработке), карбонизации (обработке чистошерстяных тканей слабым раствором серной кислоты с целью удаления растительных примесей), валке (обработке тканей водой на специальных валяльных машинах с целью уменьшения усадки и образования войлокообразного застила, полностью или частично скрывающего ткацкий рисунок).
Предварительная отделка шелковых тканей зависит от вида применяемых нитей. Особенность этой отделки для тканей из шелковых нитей являются: отварка их в горячих мыльных растворах с целью увеличения мягкости и блеска и оживление - обработка тканей слабым раствором органических кислот (уксусной) для придания характерного туше (хруста или скрипа), определяемого на ощупь. В процессе предварительной отделки тканей из синтетических волокон и нитей относят термофиксацию, т.е. обработку тканей в расправленном состоянии горячим паром или воздухом для снятия внутренних напряжений, сохранения линейных размеров ткани и формы изделия при носке.
Крашение - физико-химический процесс взаимодействия волокнистых материалов с красителем, в результате которого ткань приобретает однородную окраску, устойчивую к различным внешним воздействиям (трению, стиркам, химической чистке, действию света, пота и др.). Ткани, подвергнутые крашению, называются по отделке гладкокрашеными.
Печатание - нанесение на определенные участки отбеленной или гладкокрашеной ткани по заданному рисунку красителя и закрепление его. Ткани, с нанесенными рисунками, называют набивными. Рисунки на ткани наносят способами ручной и машинной печати, способом термопечати, или «сублистатик», сетчатыми шаблонами, полихроматическим способом и др.
Заключительная отделка тканей необходима для улучшения некоторых показателей, сообщения им специфических свойств и получения на тканях завершенного товарного вида. Заключительные отделочные операции и их последовательность различны и зависят от волокнистого состава, вида и назначения тканей.
Заключительные отделочные операции хлопчатобумажных тканей следующие:
-спиртовка, или легкое отбеливание, обработка отбеленных или набивных тканей с белоземельными рисунками слабым раствором гипохдорита натрия для разрушения осаждающихся на их поверхности в процессе промывки загрязнений и увеличения белизны;
-ширение - выравнивание ширины ткани по всей длине куска и приведения в соответствие со стандартными нормами;
-аппретирование — нанесение крахмальных или малосмываемых аппретов на основе термопластичных и термореактивных смол для придания наполненности, гладкости, устойчивости к истиранию и стиркам, стабильности размеров;
-малосминаемая отделка - характеризуется тем, что ткань пропитывают водным раствором низкомолекулярного предконденсата в присутствии катализатора для придания эффекта несминаемости тканям только в сухом состоянии. Для придания несминаемости тканям в мокром состоянии разработана отделка «легкое глаженье» (ЛГ) и отделка «легкая в уходе» (ЛУ). Разновидностью малосминаемой является отделка «формирование несминаемого изделия» (ФОР- НИЗ). После обработки предконденсатами, высушивания и упаковки в полиэтиленовую пленку ткань направляют на швейную фабрику, где после пошива изделия проводится термообработка, фиксируются размеры и форма; изделие приобретает несминаемость и безусадочность.
-стойкое тиснение — обработка тканей предконденсатами термореактивных смол с последующей обработкой их на тиснильных каландрах (с определенной температурой и давлением), металлический вал которых имеет рельефную (выпуклую) гравюру.
По колористическому оформлению ткани могут быть отбеленными, гладкокрашеными, набивными и др. по способу выработки - пестроткаными и меланжевыми.
Отбеленная ткань характеризуется высокой белизной (не менее 73-75%).
Гладкокрашеная ткань имеет равномерный, однотонный цвет, по всей площади и толщине (черный, синий и т.д.).
Ткань набивная отличается наличием ярковыраженного рисунка на лицевой поверхности. Рисунок наносится на печатных машинах, с помощью сетчатых шаблонов, термопечатанием. Если удалить нить из ткани этого вида, она будет иметь участки, окрашенные в разные цвета. Такой вид колористического оформления имеют ситцы, бязи и некоторые артикулы сатинов и др. тканей.
Ткани пестротканые отличаются от набивных сочным, ярким, четко выраженным рисунком с лицевой и изнаночной сторон. Если удалить нить из ткани, то она будет одного цвета по всей длине. Такой способ выработки характерен для тканей «шотландка», трико хлопчатобумажное и др.
Меланжевые ткани характеризуются тем, что вырабатываются из меланжевой пряжи, которая вырабатывается из волокон, окрашенных в разные цвета (белые, черные, зеленые и др.). Если из ткани удалить нить (пряжу и разволокнитъ ее, то будут видны волокна разного цвета. Эта отделка характерна для шерстяных тканей пальтовой подгруппы и драпа.
В зависимости от площади, занимаемой рисунком на белых тканях, различают печатные рисунки:
-белоземельные (30-40%) занимают небольшую часть белой площади ткани;
-крытые (полугрунтовые)(40-60%);
-грунтовые (более 60%).
По композиции рисунки бывают:
-геометрические: полоски продольные и поперечные, клетки;
-комбинированные;
-классические;
-цветочно-растительные;
-абстрактные;
-сюжетно-тематические.
Задание 3. Изучить ассортимент тканей различного волокнистого состава
При выполнении данного задания ознакомление с ассортиментом тканей рекомендуется начинать с хлопчатобумажных тканей, а затем льняных, шерстяных и шелковых.
Изучается ассортимент тканей по образцам, представленным в альбомах. При изучении ассортимента следует научиться распознавать ткани по сырьевому составу, переплетениям, колористическому оформлению, особое внимание уделяют тканям типовых, новых и перспективных структур.
Изучая ассортимент тканей по сырьевому составу обращают внимание на то, что льняные ткани в отличие от хлопчатобумажных «холодят» и на ощупь более жесткие, гладкие.
Шерстяные ткани более ворсистые, более сминаемы, «теплые» на ощупь. Камвольные ткани в отличие от суконных тканей имеют открытый ткацкий рисунок, а некоторые суконные ткани имеют войлокообразный застил, скрывающий рисунок ткацкого переплетения.
Ткани из шелковых нитей (натурального шелка) имеют мягкое «туше». Эти ткани мягкие, прозрачные, упругие.
Ткани из искусственных нитей тяжелы, легко сминаемы, имеют грубое «туше».
Ткани из синтетических нитей легкие, воздушные, упругие, чем напоминают ткани из шелковых нитей, в большинстве случаев отличаются блеклыми тонами набивного рисунка и многообразием специальных видов отделок (флокерованые, лаке и др.).
При изучении ассортимента тканей обратите внимание на более узкий ассортимент льняных тканей по сравнению с хлопчатобумажными по назначению и на наличие в ассортименте льняных тканей большого количества штучных изделий.
Изучая группировку шелковых тканей, проведите сравнение ассортимента тканей из натурального шелка, искусственных и синтетических нитей и научитесь их отличать.
При рассмотрении ассортимента шерстяных тканей необходимо усвоить отличительные признаки тканей камвольных и суконных, а также особенности ассортимента каждой из этих групп. При этом следует обратить внимание на то, что в группе камвольных тканей представлен более широкий ассортимент платьевых тканей и менее широкий ассортимент пальтовых, а в группе суконных тканей - наоборот.
Ассортимент тканей классифицируют по назначению на группы: платьевые. сорочечные, бельевые, пальтовые, подкладочные, плащевые, мебельно-декоративные и др. А в зависимости от сырьевого состава ткани могут быть: из натуральных волокон - хлопковые, шерстяные, шелковые, льняные; из химических волокон — из триацетатных, вискозных, капроновых и др; смесовые - состоят из смески различных волокон - шерсть+лавсан, хлопок+вискоза и т.д
Задание 4. Провести экспертизу качества тканей
В процессе экспертизы качества устанавливают соответствие ткани требованиям стандартов по показателям потребительских свойств.
Требования, предъявляемые к качеству тканей, и показатели качества регламентируются действующими НД.
В процессе экспертизы качества тканей оценивают различные показатели:
линейная плотность;
масса 1м2;
прочность при разрыве и относительное удлинение;
усадка после стирки;
устойчивость к истиранию;
устойчивость окраски;
гигроскопичность и др.
В процессе экспертизы качества тканей также оценивают наличие пороков, которые в зависимости от происхождения могут быть пороками сырья, процесса ткачества и отделки. В зависимости от площади, занимаемой пороком. они могут быть местными и распространенными, которые могут быть допустимыми и недопустимыми.
Характеристика отдельных пороков внешнего вида тканей приведена в таблице 24.
Таблица 24 - Пороки внешнего вида тканей.
Порок |
Вид порока |
Описание |
Этап производства, на котором возникает порок |
|
1 |
2 |
3 |
4 |
|
Засоренность |
Распространен- ный |
Наличие костры на поверхности льняных тканей и репья на шерстяных |
Прядение |
|
Шишковатость |
Распространен- ный |
Наличие на поверхности тканей коротких утолщений пряжи в результате скопления волокон |
Прядение |
|
Зебристость |
Распространен- ный |
Наличие на поверхности ткани прочно закрепленных небольших комочков перепутанных волокон |
Ткачество |
|
Утолщенная нить |
Местный |
Наличие нитей основы или утка, имеющих более высокую линейную плотность, чем нити основного фона ткани |
Ткачество |
|
Пролет |
Местный |
Отсутствие одной или нескольких нитей утка по всей ширине ткани или на ограниченном участке |
Ткачество |
|
Подплетина |
Местный |
Наличие рядом лежащих неправильно переплетенных и оборванных нитей по основе и утку на небольшом участке |
Ткачество |
|
Забоина |
Местный |
Полосы во всю ширину ткани вследствие повышенной плотности по утку |
Т качество |
|
Недосека |
Местный |
То же вследствие пониженной плотности по утку |
Ткачество |
|
Ворсовая плешина |
Распространен- ный |
Отсутствие ворса на ограниченном участке ткани |
Ткачество |
|
Перекос |
Распространен- ный |
Неперпендикулярное расположение нитей основы к нитям утка |
Ткачество |
|
Разнооттеночность |
Распро- странен- ный |
Разная интенсивность окраски или печати |
Печатание |
|
Щелчок |
Местный |
Наличие окрашенного участка небольшого размера и неопределенной формы, образовавшегося от попадания под раклю пуха, ниток |
Печатание |
|
В зависимости от уровня качества ткани подразделяют на сорта: шелковые ткани на 1, 2, 3 сорт, а шерстяные, хлопчатобумажные и льняные ткани — на 1, 2 сорт. Сорт ткани устанавливают по физико-механическим и физико-химическим показателям и порокам внешнего вида. Местные пороки пересчитывают на условную длину куска у тканей шерстяных, шелковых и хлопчатобумажных и на условную площадь у льняных тканей.
Контрольные вопросы:
Что такое ткацкое переплетение и какие параметры его характеризуют?
Расскажите классификацию ткацких переплетений.
Охарактеризуйте ткацкие переплетения, входящие в группу главных. Какие свойства эти переплетения придают тканям?
Охарактеризуйте ткацкие переплетения, входящие в группу мелкоузорчатых. Какие свойства эти переплетения придают тканям?
Охарактеризуйте ткацкие переплетения, входящие в группу сложных и крупноузорчатых. Какие свойства эти переплетения придают тканям
Какие способы отделки тканей Вам известны. Раскройте их сущность.
Каким образом классифицируют ткани по назначению, сырьевому составу и отделке?
Назовите показатели качества тканей и расскажите методику их определения.
Какие, пороки тканей Вам известны и как они влияют на сортность тканей?
Каковы общие принципы установления сорта тканей различного волокнистого состава и в чем состоит их отличие?
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №10
ТЕМА: «ИЗУЧЕНИЕ АССОРТИМЕНТА И ПОРЯДКА ЭКСПЕРТИЗЫ ШВЕЙНЫХ ТОВАРОВ»
Цель работы: ознакомиться с ассортиментом швейных товаров; изучить номенклатуру показателей качества отдельных групп швейных товаров и порядок определения некоторых из них; изучить принципы установления сорта швейных товаров.
Материалы и пособия для работы: каталоги, образцы верхней одежды, головных уборов, перчаточных и платочно-шарфовых швейных изделий, НД.
Порядок выполнения и оформления работы
Задание I. Изучить ассортимент швейных товаров
Ассортимент швейных товаров включает в себя различные виды изделий, имеющих различное назначение, внешние признаки и конструктивные особенности. Основными видами швейных товаров являются.
Пальтовые изделия — пальто, полупальто, куртка, плащ, плащ-пальто, накидка;
Костюмно-платьевые изделия - пиджак, жакет, фрак, юбка, брюки, жилет, блуза, комбинезон, платья, сарафан;
Бельевые и корсетные изделия - бюстгальтеры, грации, корсеты, нижние юбки, пижамы;
Головные уборы и платочно-шарфовые изделия - шляпа, берет, панама, кепи, тюбетейка, платки.
При характеристикё внутригруппового ассортимента обращают внимание на элементы строения формы изделия, к которым относят конструктивные линии (линии плеча, проймы, талии, низа, бокового шва) и декоративные линии (складок, карманов, воротника, манжет).
Изучение ассортимента швейных товаров следует начинать с изучения ГОСТ 17037 «Изделия швейные и трикотажные. Термины и определения», который устанавливает термины и определения основных понятий швейных и трикотажных товаров бытового назначения. Из данного ГОСТа необходимо законспектировать определение основных видов швейных изделий в форме таблицы 25.
Таблица 25 - Характеристика видов швейных изделий
Вид изделия |
Определение |
|
1 |
2 |
|
|
|
|
Тип фигуры взрослого и детского населения определяется 3 показателями:
Рост - длина человека без обуви от верхушечной точки головы до пола в сантиметрах. Классификация типовых фигур по ростам выглядит следующим образом:
мужчины: 158-164-170-176-182-188;
женщины: 152-158-164-170-176.
Интервал безразличия между соседними ростами составляет 6 см.
Размер - величина обхвата груди человека на уровне груди, в см. В размерно-антропологических стандартах принята следующая классификация фигур по размерам:
мужчины: 84-88-92-96-100-104-108-112-116-120-124-128;
- женщины: 84-88-92-96-100-104-108-112-1164 20-124-128-132-136.
Интервал безразличия между размерами составляет 4 см.
Полнота - характеризует тип телосложения человека, его возрастную изменчивость и определяется обхватом талии у мужчин и обхватом бедер у женщин. Классификация типовых фигур по полноте выглядит следующим образом.
мужчины: 70-76-92-88-...-130;
женщины: 88-92-96-100-...-144.
Интервал безразличия в смежных полнотных группах у мужчин составляет 6 см. у женщин - 4 см. Все типовые фигуры мужчин разделены на пять полнотных групп, а фигуры женщин - на четыре полнотные группы.
При построении размерной типологии детского направления учитывают не только возрастную изменчивость фигур детей, но и вариации отдельных частей тела ребенка. Для детского населения ведущими размерными признаками являются рост и размер (от 3 до 6,5 лет) и дополнительно - полнота (после 6,5 лет). Причем в качестве полнотного признака принят обхват талии.
Затем студенты изучают образцы швейных товаров и дают описание 3-4 изделий. Результаты оформляются в виде таблицы 26.
Таблица 26 - Ассортимент швейных товаров.
Вид изделия |
Назначение |
Характер опорной поверхности |
Сезон носки |
Половозрастное назначение |
Размерные признаки |
Материал изготовления |
Модельно- конструктивные особенности |
|
Фасон |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
9 |
Фасон характеризуется:
-формой (строгая, спортивная, фантазии);
-силуэтом (прилегающий, полуприлегающий, прямой, свободный или трапециевидный);
-видом застежки (центральная бортовая (однобортный), смещенная, потайная. застежка-молния):
-видом стачивания рукава (втачной, цельнокроеный, реглан, комбинированный: втачной спереди, сзади цельнокроеный);
-видом воротника (обыкновенный пиджачный, прямой пальтовый, стойкой. стояче-отложной, отложной, шалевый, фигурный);
-видом кармана ( прорезные поперечные с клапанами, прорезные косые с лнсточкой. прорезные продольные в рамку, накладные открытые с обтачкой, накладные с клапаном, в соединительных швах).
Задание 2. Изучить особенности экспертизы качества швейных товаров
Экспертизу качества швейных изделий проводят в соответствии с ГОСТ 12566 зависимости от соответствия по внешнему виду образцу-эталону и требованиям,установленным нормативной документацией.
При проведении экспертизы качества швейных товаров обращают внимание на следующие показатели:
внешний вид;
качество посадки изделия на фигуре:
соответствие линейных измерений требованиям НД;
качество обработки (точность воспроизведения формы и размеров изделия, точность взаимного расположения деталей, линий и узлов);
наличие пороков внешнего вида полотна и производственно-швейных дефектов.
Дефекты внешнего вида и посадке изделия на фигуре не допускаются и к ним относят: отклонение рукавов вперед или назад, искривление швов втачивания рукавов, растяжение или излишняя посадка горловины, несовпадение направления рисунка или ворса материалов на открытых деталях и др.
Производственно-швейные дефекты включают в себя: разные по ширине концы воротника, неровнота краев деталей и изделия, несимметричность расположения парных деталей, несовпадение рисунка материала в деталях. Производственно-швейные дефекты, не ухудшающие внешний вид изделия, его эксплуатационные и эстетические свойства, не учитывают.
Дефекты ВТО и заключительных операций: нарушение объемной формы изделий (недостаточная или чрезмерная выпуклость спинки, полочек, задних половинок брюк и др.), морщины, замины ткани и полотна вследствие неотутюженности изделия (швы искривлены, неотпрессованы); неотпрессованность и искривление краев изделия и деталей (борта, низа, краев клапанов, карманов, воротника, манжет, пояса и т.п.); ожоги, опалы, изменение окраски ткани и полотна; ласы; пятна (чернильные, масляные и др.); дыры, затяжки нитей и петель; сломанная фурнитура.
Пороки внешнего вида полотна: утолщение нитей основы или утка, близны, пролеты, перекосы материала с ярко выраженным поперечным рисунком, масляные пятна и др.
На изделия устанавливают два сорта: 1-й и 2-й. При определении сорта учитывают производственные дефекты, количество которых в каждом сорте ограничивают. В НД указано, какие производственные дефекты не учитываются, не допускаются или допускаются в изделиях 1 -го и 2-го сортов в зависимости от вида и размера дефекта, места его расположения (на открытых и закрытых деталях), группы одежды. Кроме того, указано влияние местных к распространенных пороков материалов на сортность отдельных групп швейных изделий. Принципы сортировки швейных изделий изложены в НД на соответствующие изделия.
Результаты выполнения задания 2 можно оформить в произвольной форме.
Контрольные вопросы
Дайте общую групповую характеристику верхней одежды, белы швейного и головных уборов.
Какие показатели характеризуют тип фигуры взрослого в детского населения?
Какие характеристики учитывают при определении сорта швейных товаров?
Назовите дефекты внешнего вида и посадке изделия на фигуре, которые не допускаются в верхней одежде.
Перечислите производственно-швейные дефекты и пороки внешнего вида полотна. В чем причины их возникновения и как они влияют на сорт верхней одежды?
Дайте сравнительную характеристику принципов определения сорта верхней одежды, бельевых изделий и головных уборов.
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №11
ТЕМА: «ИЗУЧЕНИЕ ОТЛИЧИТЕЛЬНЫХ ПРИЗНАКОВ ТРИКОТАЖНЫХ ПЕРЕПЛЕТЕНИЙ И ОСОБЕННОСТЕЙ ЭКСПЕРТИЗЫ ТРИКОТАЖНЫХ ТОВАРОВ»
Цель работы: ознакомиться с различными видами кулирных и основовязаных трикотажных переплетений и их внешними признаками; ассортиментом трикотажных товаров; изучить номенклатуру показателей качества трикотажных товаров и особенности проведения экспертизы качества.
Материалы и пособия для работы: каталоги, образцы трикотажных изделий, лупы, НД.
Порядок выполнения и оформления работы
Задание 1. Изучить трикотажные переплетения
Важной особенностью является отличие трикотажного производства от ткачеств^ а также большим разнообразием трикотажных переплетений. Трикотажные полотна получают, применяя следующие переплетения:
-кулирные - кулирная гладь, ластик, интерлок, фанг и др.;
основовязаные — трико-трико, трико-сукно, трико-шарме, цепочка и др.
Знакомясь с классификацией полотен по переплетениям, обращают внимание на то, что переплетения обоих классов (кулирные и основовязаные) подразделяются на три группы - главные, производные и рисунчатые.
Изучение переплетений начинают с класса кулирных. Вначале проводят общий осмотр образцов трикотажа, расположив их так, чтобы вертикальные столбики шли от наблюдателя. При осмотре образцов обращают внимание на их внешний вид, волокнистый состав, толщину, растяжимость, упругость, распускаемость и другие признаки. Отмечают общие признаки, характерные для трикотажа этого класса переплетений:-прямые петли (за исключением переплетений со сдвигом и некоторых формоустойчивых), наличие платинных полудуг, хорошую растяжимость и. что особенно важно, высокую упругость при растяжении в ширину, легкую распускаемость поперек полотна. Обращают внимание на различие одинарных (однофонтурных) и двойных (двухфонтурттых) переплетений по фактуре лицевой и изнаночной сторон, толщине и массе. У одинарного трикотажа на лицевую сторону выходят палочки петель, а на изнанку - дуги, поэтому стороны заметно различаются по внешнему виду; одинарный трикотаж тоньше и легче двойного. Двойной трикотаж характеризуется различным сочетанием палочек и дуг на обеих сторонах полотна, «лицо» и изнанка у него в основном одинаковы по внешнему виду. Двойной трикотаж толще и тяжелее одинарного из таких же нитей.
Порядок изучения основовязаных переплетений такой же, как и кулирных: общий просмотр образцов, а затем более детальное изучение основных видов переплетений. В процессе изучения отмечают признаки, по которым основовязаные переплетения отличаются от кулирных: наличие у многих видов на изнаночной стороне протяжек, расположенных под углом, наклон петель, значительное остаточное удлинение при растяжении в ширину (за включением некоторых видов полотен), нераспускаемость в горизонтальном направлении.
Задание 2. Изучить ассортимент трикотажных товаров
Одежда из трикотажа занимает второе, место после изделий из тканей, поэтому изучение свойств трикотажных полотен является важным при исследовании влияния используемых материалов на свойства трикотажных изделий.
По способу производства трикотажные изделия бывают кроеные, регулярные, полурегулярные и комбинированные.
Кроеные - изделия, сшитые из отдельных деталей, выкроенных из трикотажных полотен различных переплетений. Существенным недостатком производства кроеных изделий является большой процент отходов при раскрое полотна (до 20-25 %).
Регулярные - получают из изделий, связанных на трикотажных машинах. В процессе вязания деталям придают необходимую форму за счет сбавок или прибавок крайних петель. После соединения деталей и соответствующей ВТО изделия приобретают окончательную форму и товарный вид. Таким способом изготавливают многие виды верхних изделий (джемперы, свитеры и др.), все чулочно-носочные, перчаточные, платочно-шарфовые изделия.
Полурегулярные отличаются of регулярных только тем, что детали, связанные на машине, подкраивают для уточнения формы. Обычно подкрои производится в области горловины, проймы, верхних срезов рукавов.
Комбинированные - изделия, у которых сочетаются регулярные и полурегулярные детали с кроеными.
Ассортимент трикотажных товаров классифицируют по назначению, виду сырья, виду трикотажного переплетения, Способу изготовления, способу отделки, половозрастному признаку, модельно-конструктивному признаку, сезону носки.
В ассортименте трикотажных товаров выделяют следующие группы и виды изделий:
Пальтовые изделия - пальто, полупальто и др.:
Костюмно-платьевые изделия - пиджак, жакет, юбка, брюки, жилет, свитер, джемпер, комбинезон, платье, халат и др.,
Бельевые и корсетные изделия - бюстгальтеры, грации, корсеты, нижние юбки, пижамы, фуфайки и др.;
Головные уборы и платочно-шарфовые изделия - шляпа, берет, платки и др.
Чулочно-носочные изделия - носки, чулки, получулки, колготки.
Перчаточные изделия - перчатки, варежки.
Используя ГОСТ 17037 необходимо законспектировать определение основных видов трикотажных изделий в форме таблицы 27.
Таблица 27 — Характеристика видов трикотажных изделий |
||
Вид изделия |
|
Определение |
1 |
|
2 |
Фасон трикотажного изделия характеризуется силуэтом, типом конструкции изделия, покроем и длиной рукавов, конструкцией и формой воротника и характером оформления горловины, типом застежки, конструкцией карманов.
Для производства трикотажных изделий применяют полотна по характеру отделки гладкокрашеные, пестровязаные, набивные, тисненые, с начесом и др. Результаты выполнения задания 2 оформить в виде таблицы 28.
Таблица 28- Ассортимент трикотажных изделий
Вид изделия |
Назначение |
Половозрастное назначение |
Размерные признаки |
Сырьевой состав |
Модельно-конструктивные особенности |
Способ производства |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Задание 3. Изучить особенности экспертизы качества трикотажных товаров
Существуют специальные НД, регламентирующие качество различных групп трикотажных товаров: верхних, бельевых, чулочно-носочных, перчаточных, платочно-шарфовых и головных уборов.
Особенности определение сорта отдельных групп трикотажных изделий отражены в НД на соответствующие группы изделий. Так, сорт верхних трикотажных изделий определяют в зависимости от наличия пороков внешнего вида полотна и производственную швейных дефектов: головных уборов и шарфов трикотажных - в зависимости от наличия пороков внешнего вида полотна (пороки пряжи и нитей, вязания и отделки). В НД указаны пороки, которые не учитываются, не допускаются и допустимые пороки в зависимости от вида порока, его размера и месторасположения (открытие и закрытие детали). В трикотажных изделиях не допускаются утолщения, накидки-надевки, нарушения рисунка, пятна, штопка нитями, не совпадающими по цвету с основными нитями.
Результаты выполнения задания 3 можно оформить в произвольной форме.
Контрольные вопросы
Классификация трикотажных переплетений. Характеристика кулирных и основовязаных переплетений.
Какими способами могут быть изготовлены трикотажные изделия?
3. Расскажите классификацию ассортимента трикотажных товаров по различным признакам.
Охарактеризуйте ассортимент верхней одежды, бельевых и чулочно-носочных изделий.
Каковы основные принципы сортировки трикотажных товаров?
Какие дефекты могут присутствовать в изделиях из трикотажных полотен? Какие их них являются недопустимыми?
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №12
ТЕМА: « ИЗУЧЕНИЕ АССОРТИМЕНТА И ПОРЯДКА ПРОВЕДЕНИЯ ЭКСПЕРИЗЫ ОБУВНЫХ ТОВАРОВ»
Цель работы: ознакомиться с ассортиментом кожаной обуви; изучить номенклатуру показателей качества обуви и методику определения некоторых из них; провести комплексную оценку потребительских свойств кожаной обуви.
Материалы и пособия для работы: каталоги, образцы обувных товаров. НД.
Порядок выполнения и оформления работы
Задание 1. Изучить ассортимент и научиться распознавать отдельные виды обуви
Ассортимент обуви отличается большим разнообразием по назначению, видам, фасонам, моделям, размерам, материалам верха и низа, методам крепления низа, категориям сложности, условиям носки, способ) производства и др.
Вид обуви зависит от конструктивных особенностей заготовки верха и определение различных видов обуви представлено в ГОСТ23251 «Обувь Термины и определения» (Таблица29)
Таблица 29 - Определения различных видов обуви
|
Термин |
Определение |
|
1. Полуботинки |
Обувь, берцы которой ниже лодыжки, при этом заготовка верха закрывает всю тыльную поверхность стопы. |
2. Туфли |
Обувь, берцы которой ниже лодыжки, при этом заготовка верха не полностью закрывает тыльную поверхность стопы |
|
3. Ботинки |
Обувь с берцами, закрывающими лодыжку или доходящими до начала икры |
|
4. Полусапоги |
Обувь с берцами, доходящими до половины икры |
|
5. Сапоги |
Обувь, голенище которой закрывает икру |
|
6. Мокасины |
Обувь, заготовка которой представляет конструктивное единство со стелькой и в передней части имеет овальную вставку |
|
7.Туфли-лодочки |
Обувь, заготовка верха которой закрывает не полностью тыльную часть стопы и не имеет приспособлений для закрепления на стопе |
|
8. Сандалеты |
Обувь, заготовка верха которой по конструкции соответствует полуботинкам и имеет разнообразные по форме и размерам перфорационные отверстия |
|
|
9. Пантолеты |
Обувь, заготовка верха которой закрывает тыльную поверхность области плюсно-фалангового сочленения стопы и имеет только союзку |
|
10. Сандалии
|
Обувь, изготовленная без подкладки и основной стельки сандальным методом крепления |
Задание 2. Изучить способы прикрепления деталей низа обуви к заготовке верха.
Все методы крепления подразделяются на группы:
химические: клеевой, прессовой вулканизации, литьевой;
механические:
ниточные (втачной, выворотной, доппельный, сандальный, бортовой;
-винтово-гвоздевые (гвоздевой, винтовой);
комбинировнные (доппельно-клеевой, строчечно-клеевой, строчечно-доппельный, строчечно-клее-прошивной, строчечно-сандально-клеевой,строчечно-прессовой вулканизаций, строчечно-литьевой).
Каждый из указанных методов крепления имеет характерные для него внешние признаки и особенности. Например:
для метода прессовой вулканизации характерны следы от частей пресс-формы в носочной части и каблуке, центрирующее углубление в пяточной части стельки, резиновый низ как бы наплывает на материал верха.
для литьевого метода - наличие следов от пресс-формы, заусенцы от литника на геленочном участке подошвы.
для сандального метода - отсутствие подкладки и стельки, носки мягкие. подошвенный шов скрепляет три элемента: подошву, кромку заготовки, оттянутую на подошву и накладной рант.
выворотного метода: наличие ниточного шва на стельке.
По результатам выполнения задания 1 и 2 необходимо заполнить таблицу 30.
Таблица 30 - Результаты изучения ассортимента кожаной обуви
Вид обуви |
Назначение |
Половозрастное назначение |
Размер |
Материал верха |
Материал низа |
Метод крепления деталей низа к заготовке верха |
Вид отделки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Задание 3. Изучить номенклатуру показателей качества обуви и методику проведения экспертизы.
Номенклатура показателей качества обуви отражена в ГОСТ 4.12-81 «Обувь. Номенклатура показателей», из которого видно, что показатели качества подразделяются на функциональные (гарантийный срок носки, прочность ниточных швов заготовки, прочность крепления деталей низа, прочность крепления каблука, общая и остаточная деформации подноски и задника, фракционные свойства), эргономические (масса, гибкость, паропроницаемость) и эстетические (внешний вид, силуэт, внутренняя отделка).
В соответствии с ГОСТ 9289 «Обувь. Правила приемки проверка качества обуви по внешнему виду осуществляется выборочно. Объем выборки зависит от объема партии. Партию считают принятой по результатам контроля первой выборки, если количество Пар обуви, не соответствующей требованиям НД хотя бы по одному показателю, меньше или равно приемочному числу, и бракуют, если это количество больше или равно браковочному числу.
Если количество пар обуви, не соответствующей требованиям НД в выборке, больше приемочного числа, но меньше браковочного, то отбирают вторую выборку. По результатам контроля второй выборки партию принимают, если количество пар обуви в двух выборках меньше или равно приемочному Числу и бракуют, если это количество больше или равно браковочному числу.
ГОСТ 28371 «Обувь. Определение сортности» регламентирует допустимее и недопустимые пороки обуви. Пороки обуви в зависимости от происхождения бывают:
•пороки сырья - отдушистость кожи, воротистость кожи, стяжка лица кожи, безличины, болячки, кнутовины, оспины, свищи, царапины, выхваты. под- рези кожи, трещины кожи и др.;
пороки сборки заготовки - разная длина и ширина одноименных деталей в паре обуви, разная высота между полупарами (для модельной обуви), сваливание строчки (тесьмы) с края детали с повторным креплением, совпадение двух смежных строчек, повторный шов, пропуск стежков строчки, отклеивание загнутого края деталей заготовки и др.;
•пороки формования заготовки - разная по форме пяточная, носочная части обуви между полупарами, складки на подкладочных деталях обуви, отклонение заднего шва или заднего наружного ремня от центральной линии пяточной части обуви, отклонение от симметрии центров расположения блочек, крючков, петель, кнопок, заклепок, пуговиц, декоративных украшений и др.
Соответствие обуви требованиям нормативной документации и наличие пороков внешнего вида устанавливается в процессе визуального осмотра с использованием соответствующих приемов, некоторые из которых представлены ниже на рисунках.
Первый прием. Взять пару обуви в обе руки и соединить полупары внутренними сторонами (рисунок 11). Проверить стойкость жестких подносков к изменению их формы, их длину, отсутствие перекосов и местных провалов путем нажима на носки большими пальцами. Прощупыванием можно установить плотность материалов, состояние лицевого слоя, наличие отдушистости

Рисунок 11 - Первый прием внешнего осмотра обуви.
Второй прием. Переместив руки, взять обувь за пяточную часть и наклонить ее носками вниз (рисунок 12). Проверить правильность расположения задних наружных ремней, качество строчек, затяжки и обработки верха в пяточной части, состояние, установку и отделку каблуков; прощупыванием проверить высоту, упругость и устойчивость задников.

Рисунок 12 - Второй прием внешнего осмотра обуви.
Третий прием. Соединить обе полупары полевыми сторонами, повернув их носками сначала к себе и вверх, а лотом от себя вниз, чтобы пара оказалась подошвами кверху (рисунок 13). Проверить состояние ходовой поверхности подошв и каблуков, их отделку, нет ли бугров и впадин на подошве от неправильности простилания следа, расстояние крепителей от края и их расположение на подошве и каблуке; качество заделки, порезки кожаной подошвы при ниточных методах крепления; обработку передней части каблука и симметричность его расположения; четкость маркировки размера, полноты, розничной иены и клеймения фабричной марки.

Рисунок 13 -Третий прием внешнего осмотра обуви.
Ч етвертый
прием. Разворотом полупар сложить их
подошвами друг к другу, а внутренними
боковыми поверхностями к себе (рисунок
14). Проверить парность обуви по длине
каблуков и подошв, ширине подошв и
каблуков в отдельных местах, толщине
подошв; чистоту отделки уреза подошвы
и каблука; расположение подошвы по
отношению к грани стельки, качество
строчек на задинках и союзках; состояние
материалов верха с внутренней стороны.
етвертый
прием. Разворотом полупар сложить их
подошвами друг к другу, а внутренними
боковыми поверхностями к себе (рисунок
14). Проверить парность обуви по длине
каблуков и подошв, ширине подошв и
каблуков в отдельных местах, толщине
подошв; чистоту отделки уреза подошвы
и каблука; расположение подошвы по
отношению к грани стельки, качество
строчек на задинках и союзках; состояние
материалов верха с внутренней стороны.
Рисунок 14 – Четвертый прием внешнего осмотра обуви.
Задание 4. Изучить методику проведения комплексной оценки качества обуви.
Сначала необходимо выбрать перечень показателей качества, по которым будет проведена комплексная оценка. При оценке качества предварительно проводят ранжирование, определяют коэффициенты весомости между показателями, проводят балловую оценку и рассчитывают комплексный показатель. Результаты проведения комплексной оценки качества обуви необходимо представить в виде таблицы 31.
Таблица
31 - Результаты комплексной оценки
качества кожаной обуви
|
Результаты ранжирования показателей качества |
Коэффициенты весомости показателей качества |
Балловая оценка |
Комплексный показатель |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Эргономические свойства |
||||
2.1. Масса |
|
|
|
|
2.2. Гибкость |
|
|
|
|
3.Эстетические свойства |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Итого |
||||
Контрольные вопросы
Какие основные виды обуви Вы знаете, приведите их определение согласно НД.
Расскажите классификацию способов крепления низа к заготовке верха обуви, какие внешние признаки характерны для различных способов?
Расскажите правила приемки обуви.
Каким образом классифицируются пороки кожаной обуви? Приведите примеры пороков
Какие показатели качества обуви Вы знаете?
Как определить комплексный показатель качества обуви?
ЛАБОРАТОРНОЕ ЗАНЯТИЕ №13
ТЕМА: «НОМЕНКЛАТУРА ПОКАЗАТЕЛЕЙ КАЧЕСТВА И ОСОБЕННОСТИ ЭКСПЕРТИЗЫ ОТДЕЛЬНЫХ ВИДОВ ПАРФЮМЕРНО - КОСМЕТИЧЕСКИХ ТОВАРОВ».
Цель работы: ознакомиться с ассортиментом парфюмерно-косметических товаров; ознакомиться с требованиями, предъявляемыми к упаковке и маркировке парфюмерно-косметических товаров; изучить показатели качества отдельных групп парфюмерно-косметических товаров; освоить методику определения некоторых показателей качества парфюмерно-косметических товаров; провести комплексную оценку потребительских свойств косметических кремов, губных помад и парфюмерных жидкостей.
Материалы и пособия для работы: каталоги парфюмерно-косметической продукции, образцы парфюмерных жидкостей, косметические кремы, пробирки, химические стаканчики, предметное стекло, штатив, раствор хлористого натрия 10-15% концентрации, ксилол или толуол.
Порядок выполнения и оформления работы
Задание 1. Изучить требования к упаковке и маркировке парфюмерных жидкостей.
Требования к упаковке и маркировке парфюмерных жидкостей отражены в ГОСТ 27429 «Изделия парфюмерные жидкие. Маркировка, упаковка, транспортирование, хранение». Тара должна предохранять парфюмерные жидкости от испарения, а также вредного влияния воздуха, влаги и посторонних запахов. Для этого она должна быть герметичной и прочной. Внешний вид парфюмерной тары является также эстетическим показателем качества изделия в целом.
В качестве тары для парфюмерных жидкостей используют флаконы и пробирки. Флаконы бывают стеклянные (98 %), хрустальные, фарфоровые, полимерные.
Вся стеклянная тара, предназначенная для выработки парфюмерно-косметической продукции, в зависимости от назначения подразделяется на 3 группы:
Группа 1 - флаконы для духов и одеколонов Экстра;
Группа 2 - флаконы для духов и одеколонов;
Группа 3 - флаконы для пробных духов, флаконы и банки для всех видов парфюмерно-косметической продукции.
По типу горлышка и способу укупорки стеклянная тара подразделяется на виды флаконов с горлышком под:
притертую пробку;
винтовой колпачок;
укупорку аэрозольным клапаном.
Парфюмерная продукция обычно укладывается в футляры, которые бывают:
клеевые, изготовленные из отдельных бумажных и картонных деталей;
складные из картона;
сборные (пластмассовые и комбинированные).
Клеевые футляры применяют в основном для духов высших сортов и парфюмерных наборов. В футляре должен быть фиксатор размещения флакона, изготовленный из плотного гофрированного картона или в виде пластмассового ложе с углублением для флакона. Духи, туалетные воды в мелкой фасовке (флаконах, пробирках) могут выпускаться прикрепленными к художественным открыткам или книжечкам с рекламной информацией.
Неотъемлемой частью флакона являются этикетки. Они предназначены для дополнительного украшения изделия. В зависимости от вида материала, из которого они изготовлены, этикетки бывают:
литографические — изготавливают из бумаги и картона и печатают офсетным способом;
облаточные — изготавливают из металлизированной бумаги и кэшированной фольги.
На этикетках, наклеиваемых на флаконы, указывают:
наименование изделия;
наименование изготовителя, его местонахождение, товарный знак;
группа изделия;
обозначение стандарта;
дата изготовления продукции.
На футляре может быть размешена дополнительная информация: штрихкод страны-производителя, объем, крепость, состав и др.
Задание 2. Провести оценку качества упаковки и маркировки парфюмерных товаров.
У нескольких образцов различных видов парфюмерных жидкостей провести оценку качества упаковки и маркировки и результаты работы оформить в виде таблицы 32.
Таблица 32 - Характеристика и оценка качества маркировки и упаковки парфюмерных товаров
Наименование товара (марка) |
Фирма производитель |
Консистенция |
Вид упаковки |
Тип упаковки |
Способ нанесения |
Способ укупорки |
Реквизиты маркировки |
Оценка качества (балл) |
|
у упаковки |
маркировки мар-ки. |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Задание 3. Изучить номенклатуру показателей качества парфюмерных товаров и методику их определения.
Парфюмерные жидкости необходимы для ароматизации кожи, одежды, белья, окружающего воздуха, некоторые из них применяют как гигиенические средства.
Согласно ГОСТ Р 51578-2000 «Изделия парфюмерные жидкие. ОТУ» по органолептическим и физико-химическим показателям парфюмерные жидкости должны соответствовать требованиям, представленным в таблице 33.
Таблица 33 - Показатели качества парфюмерных жидкостей
Наименование показателя |
Характеристика и норма |
||||||
Духи Экстра |
Духи |
Туалетные воды |
Оде- коло- ны Экст ра |
Одеко-лоны |
Душистые воды |
||
Внешний вид |
Прозрачная жидкость, допускается наличие единичных волокон |
||||||
Цвет и запах |
Свойственный цвету и запаху продукции данного наименования |
||||||
Стойкость запаха, ч, не менее |
60 |
50 |
40 |
30 |
24 |
- |
|
Прозрачность |
Отсутствие помутнения |
||||||
Крепость, %, не менее |
80 |
85 |
83 |
80 & |
60 |
20 |
|
Сумма массовых долей душистых веществ, %, не менее |
15,0 |
10,0 |
6,0 |
4,0 |
1,5 |
1,0 |
|
Особенности определения показателей качества парфюмерных жидкостей:
Внешний вид и цвет парфюмерных жидкостей, упакованных в прозрачные флаконы, определяют просмотром флаконов с жидкостью в проходящем или отраженном дневном свете' или свете электрической лампы после перевертывания флакона пробкой вниз 2-3 раза.
Внешний вид и цвет парфюмерных жидкостей, упакованных в непрозрачные флаконы, определяют просмотром пробы в количестве около 20-30 см? в химическом стакане на фоне белого листа бумаги в проходящем или отраженном дневном свете или свете электрической лампы.
Запах парфюмерных жидкостей определяют органолептическим методом, используя полоску плотной белой бумаги размером 10*160 мм, которую смачивают на 30 мм в анализируемой жидкости.
Стойкость запаха парфюмерных жидкостей.
В выпаривательную чашку наливают 0.5* 1.0 см парфюмерной жидкости. В ней смачивают кусочек сухой, предварительно простиранной в горячей воде без мыла, отбеленной марли размером 5*10 см, вынимают пинцетом и. не отжимая, просушивают в помещении с температурой воздуха 15-20 °С. Стойкость запаха парфюмерных жидкостей определяют органолептически через каждые 10 часов.
Определение суммы массовых долей душистых веществ.
10 см ’ парфюмерной жидкости вносят пипеткой в сухой цилиндр, закрепленный в штативе, добавляют пипеткой 5 см3 толуола или ксилола и 20 см3 раствора хлористого натрия 10-15 % концентрации и температурой 70-75°С. Цилиндр вращают между ладонями 30-40 с, выдерживают при комнатной температуре 30-40 мин. Измерение объема толуольного или ксилольного экстракта проводят по нижнему мениску. Если линия расслоения нечеткая, добавляют 2-3 капли метилового оранжевого.
Сумму массовых долей душистых веществ вычисляют по формуле:
X= (V-V1)*100 *d
V2*dt
где X - сумма массовых долей душистых веществ %;
V - объем толуольного или ксилольного экстракта, см3;
V1 - объем толуола или ксилола, см3;
V2- объем парфюмерной жидкости, см3;
d 1 /d 2 -отношение плотности композиции к плотности парфюмерной
жидкости принимают за 1.
Задание 4. Изучить требования к упаковке и маркировке косметических кремов.
Упаковка косметического крема должна защищать содержимое, обеспечивать удобство транспортирования, пользования, рекламировать содержимое, содержать информацию для потребителя.
Косметические кремы фасуются в полимерные и алюминиевые тубы, стеклянные, полимерные, металлические и комбинированные баночки, стеклянные и полимерные флаконы.
Тубы укупоривают бушонами. Современные полимерные упаковки снабжены дозаторами. Баночки должны быть заполнены без пустот до краев или плечиков, или в соответствии с установленной массой. Тубы, баночки и флаконы могут быть упакованы в картонные пачки.
Тара должна быть герметичной, без дефектов материала, иметь плотную укупорку. На каждой единице потребительской тары указывают:
Наименование изделия;
Товарный знак и наименование предприятия - изготовителя, его местонахождение:
Дату выработки:
Срок хранения:
Обозначение стандарта.
У импортной продукции обязательно должна быть аннотация на русском языке.
Задание 5. Провести оценку качества упаковки и маркировки косметических товаров.
У нескольких образцов различных видов косметических кремов провести оценку качества упаковки и маркировки и результаты работы оформить в виде таблицы 34.
Таблица 34 - Результаты оценки качества упаковки и маркировки парфюмерных товаров
Наименование товара , фирма производитель |
Целевое назначение крема |
Функциональное действие |
Тип и консистенция крема |
Вид упаковки |
Тип упаковки |
Способ укупорки |
Реквизиты маркировки |
Оценка качества (балл) |
|
у упаковки |
маркировки мар-ки. |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Задание 6. Изучить номенклатуру показателей качества косметических кремов и особенности их определения.
Согласно ГОСТ 52343 -2005 «Кремы косметические. ОТУ» по органолептическим и физико-химическим показателям косметические кремы должны соответствовать требованиям, представленным в таблице 35.
Таблица 35 - Физико-химические показатели качества косметических кремов
Наименование показателя |
Норма кремов |
|||
ДухиГ Густые типа |
Жидкие |
|||
Масло/вода |
Вода/масло |
Смешанного |
Любого типа |
|
Массовая доля глицерина, в %, не более |
- - |
30,0 |
8,0 |
15,0 |
Массовая доля воды и летучих веществ, % |
8,0-75,0 |
20,0-95,0
|
40,0-75,0
|
53,0-97,5
|
Массовая доля общей щелочи, %, не более |
- |
1,0 |
1,0 |
1,0 |
Водородный показатель,рН |
5,0-9,0 |
5,0-9,0 |
5,0-9,0 |
5,0-9,0 |
Термостабильность |
с стабилен |
|||
Коллоидная стабильность |
стабилен |
|||
Органолептические показатели косметических кремов включают в себя:
внешний вид - однородная масса, не содержащая посторонних примесей;
цвет — свойственный цвету данного наименования крема;
запах - свойственный запаху данного наименования крема.
Особенности определения показателей качества косметических кремов:
1. Внешний вид и цвет косметических кремов определяют просмотром пробы, помешенной тонким ровным слоем на предметное стекло или лист белой бумаги. Однородность крема определяют на ощупь легким растиранием пробы. Запах крема оценивают органолептически в пробе после определения внешнего вида.
Определение водородного показателя pH осуществляется с помощью рН-метра с набором электродов. Навеску крема 10 г растворяют в 90 мл воды. Полученный раствор помещают в стакан емкостью 50 см1, концы электродов погружают в исследуемую жидкость. Значение pH измеряют по шкале прибора.
Определение термостабильности.
Стеклянные пробирки на 60 %объема заполняют исследуемым кремом, закрывают и помещают в термостат с температурой 60-70 "С. Пробирки выдерживают в термостате 40 минут. Эмульсия считается термостабильной, если после термостатирования в пробирках не наблюдается выделения водной фазы, допускается выделение слоя масляной фазы не более 0,5 см.
Контрольные вопросы:
Какие показатели качества парфюмерных товаров Вы знаете?
Расскажите методику определения некоторых показателей качества парфюмерных товаров.
Какие показатели качества косметических кремов Вы знаете?
Расскажите методику определения некоторых показателей качества косметических кремов.
Какая информация должна содержаться на упаковке парфюмерно-косметических товаров?
Российская Федерация. Закон. О техническом регулировании [Текст]: офиц. текст.- Собрание законодательства РФ.-2002,- №52.- с. 12527-12560.
Российская Федерация. Закон (25.11.2006 г. №193-Ф3). О защите прав потребителей [Текст]: офиц. текст // Торговая газета.-2006.-13 декабря.- с.4.
Российская Федерация. Федеральный закон. О внесении изменений в Закон Российской Федерации «О защите прав потребителей» [Текст]: офиц. текст.- Собрание законодательства РФ.-2006.-№ 48 (ноябрь).* ст.4943.
Вилкова, С. А. Товароведение и экспертиза парфюмерно - косметических товаров [Текст]: учеб. для вузов / С.А. Вилкова. - М.: Издательский Дом «Деловая литература», 2000.- 286 с.- ISBN 5*93211005-8.
Гусейнова, Т.С. Товароведение швейных и трикотажных товаров [Текст]: учебник для вузов/ Т.С. Гусейнова. - М.: Экономика, 1991. - 287 с. - ISBN 5-282-00717-7
Димов, Ю.В. Метрология, стандартизация и сертификация [Текст]: учебник для вузов/ Ю.В. Димов. - 2-е изд. - Спб.: Питер, 2004. - 432 с. - ISBN 5-318-00428-8.
Кутянин, Г.И. Пластмассы и бытовые химические товары [Текст]: учеб.для вузов/ Г.И. Кутании. - М.: Экономика, 1988.-206 C.-ISBN5-282-00003-2
Лифиц, И.М. Теория и практика оценки конкурентоспособности товаров и услуг [Текст]: учебное пособие / И.М. Лифиц.- М.: ЮРАЙТ, 2001.- 224 с.- ISBN 5-94227-028-7
Лифиц, И.М. Стандартизация, метрология, сертификация [Текст]: учебг ник для вузов/ И.М. Лифиц. - М.: Юрайт, 2002. - 269 с.- ISBN 5-94227-028-7
Лифиц, И.М. Исследование непродовольственных товаров [Текст]: учеб. пособие / И.М. Лифиц. - М.: Экономика, 1988. - 343 с.
Магомедов, Ш.Ш. Конкурентоспособность товаров [Текст]:учеб. пособие / Ш.Ш. Магомедов.- М.: Дашков и К, 2003.- 294 с.
Магомедов Ш.Ш. Товароведение и экспертиза обуви [Текст]: учебник/ Ш.Ш. Магомедов. - М.: Дашков и К, 2004. - 381 с.
Николаева, М.А. Товароведение потребительских товаров [Текст]: учеб.для вузов / М.А. Николаева.- М.: Норма, 2003.- 283 C.-1SBN 5-84123-169-7.
Николаева, М.А. Товарная экспертиза [Текст]: учебник / М.А. Николаева. - М.: Деловая литература, 1998.- 288 с.- 1SBN5-93211-001-5.
Практикум по товароведению и экспертизе промышленных товаров [Текст]: учеб.пособие /О.Б. Горюнова, Ю.В. Додонкин, Г.И. Злобина и др.; под ред. А.Н. Неверова. - М.: ИЦ Академия, 2005.- 368 с.- 1SBN5-7695-1722-0.
Петрище, Ф.А. Теоретические основы товароведения и экспертизы непродовольственных товаров [Текст]: учебник /Ф.А. Петрище. - М.: Дашков и К, ^005,- 510с.- ISBN5-94798-647-7.
Паршикова, В.Н. Товароведение и экспертиза бытовых химических товаров [Текст]: учеб.пособие / В.Н. Паршикова.- М.: Академия, 2005.- 224 с.- 1SBN 5-7695-1975-4.
Товароведение, экспертиза, стандартизация ^Щ^сст]: учеб. для вузов/ под ред. В Л. Горфинкеля, В. А. Швандера.- М.: ЮНИТИ-ДАНА, 2006.-239 с.- 1SBN5-238-01063-Х.
Товароведение хозяйственных товаров: общий курс [Текст]: учебное пособие / под ред. Н.М. Ильина - Минск: БГЭУ, 2004.-401 с.- ISBN 985-484-105-7
Товароведение и экспертиза промышленных товаров [Текст]: учебник /под ред. А.Н. Неверова. - М.: МУФЭР,2006.- 848 с.- ISBN5-7709-0365-1.
Ходыкин, АЛ. Товароведение и экспертиза электронных бытовых то- варов[Текст]: учебник / А.П. Ходы кин, А. А. Ляшко. - ИЦ «Академия»,2004,- 320 с.
Чечеткина, Н.М. Экспертиза товаров [Текст]: учеб.пособие / Н.М. Че- четкина. Т.И. Путилина. - М.: Издательство «ПРИОР», 2000.-272 с.- ISBN05- 7990-0175-3.
Шепелев, А.Ф. Товароведение и экспертиза электротоваров [Текст]: учебное пособие/ А.Ф. Шепелев, И.А. Печенежская. - Ростов-на-Дону: Феникс, 2002. - с.192.
Шепелев, А.Ф. Товароведение и экспертиза непродовольственных товаров [Текст]: учебное пособие / А.Ф. Шепелев, И.А. Печенежская.- М.: ИКЦ «МарТ», 2003. - 672с.- ISBN 5-241-00154-9.
Шепелев ,А.Ф. Товароведение и экспертиза химических товаров и горючесмазочных материалов [Текст]: учеб.пособие /А.Ф. Шепелев, И.А. Печенежская, А.С. Туров - Ростов-на-Дону: Феникс, 2002.- 224 с.- ISBN5-222-01897-0.
Шепелев, А.Ф., Товароведение и экспертиза силикатных и строительных товаров [Текст]: учеб.пособие / А.Ф. Шепелев, В.А.Галаджан, А.С. Туров.- Р.-иа-Д.: МарТ, 2002.- 176 с.- ISBN 5-241-00067-4.
Шепелев, А. Ф. Товароведение и экспертиза парфюмерно - косметических товаров [Текст]: учебное пособие / А.Ф. Шепелев, И.А. Печенежская. - Ростов - на - Дону: Феникс, 2001.- 144 с.- ISBN 5-241-00050-7.
Шепелев, А.Ф. Товароведение и экспертиза древесно-мебельных и силикатно-строительных товаров [Текст]: учеб.пособие/ А.Ф.Шепелев, И.А.Печенежская, В.А.Галаджян, А.С.Туров.- Ростов н/Д.: Феникс, 2002.- 352 с.- ISBN 5-222-02010-7.
Яковлева, Л. А. Товароведение парфюмерно - косметических товаров [Текст]: учеб. для вузов/ Л.А Яковлева. Г.С. Кутакова. - СПб.: Лань, 2001.- 256 ISBN 5-81144)342-9.
Действующие нормативные документы на группы непродовольственных товаров.
Периодические издания: журналы: Пластические массы, Лакокрасочные материалы и их применение, Коммерческий вестник, Спрос, Эксперт, Мас- ложировая промышленность, Парфюмерия и косметика, Косметический рынок сегодня. Потребитель, Стандарты и качество, Маркетинг, Маркетинг в России и за рубежом и др