

Команды коррекции радиуса инструмента
G40 G41 G42


Р ежущая
кромка токарного инструмента всегда
имеет определенный радиус,
ежущая
кромка токарного инструмента всегда
имеет определенный радиус,

При программировании перемещений без коррекции радиуса резца или c отменой коррекции радиуса резца(G40), обработка осепараллельнх прямых ведётся корректно.

При программировании без коррекции радиуса резца конусов или радиусов, запрограммированная траектория перемещения отличается от реальной.
Это может быть причиной появления брака, а именно:

-Искажение размеров конусов.
-Искажение радиусов обрабатываемых дуг.
Устройство ЧПУ HAAS может автоматически скорректировать радиус инструмента при помощи функций:
G41 Вызов коррекции радиуса резца Слева от контура
G42 Вызов коррекции радиуса резца Справа от контура
Положение инструмента справа или слева от контура определяется по направлению движения подачи.
Слева от контура Справа от контура


…
G0 X30.
G41
G1 Z0.
G1 Z-5.
G1 X20. Z-10.
...
G0 X70.
G42
G1 Z0.
G1 Z-5.
G1 X80. Z-10
Программирование с включёнными функциям G41 или G42 осуществляется только на рабочей подаче. Перед перемещением на быстром ходу отключите функции коррекции при помощи команды G40
Многопроходный цикл нарезания резьбы резцом
G 76
Нарезание резьбы
76
Нарезание резьбы
X (U) внутренний диаметр резьбы.
Z (W) конечная точка резьбы по Z.
K Высота профиля (на радиус)
D Глубина резания первого прохода
F шаг резьбы
A Угол при вершине резца (не больше 120°), значение вводится без знака «десятичная точка.
I Конусность резьбы (на радиус)
P Тип резания при нарезании резьбы
Q Начальный угол резьбы (применяется при нарезании многозаходных резьб).
Параметр P указывает на способ резания, которым будет обрабатываться резьба и может принимать значения от 1 до 4.
P2 резание происходит двумя режущими кромками, глубина каждого следующего прохода уменьшается для поддержания постоянного сечения среза.
P4 резание двумя режущими кромками, глубина каждого прохода постоянная.
Наиболее эффективным способом обработки считается P2.
Настройки №95 и №96 станка HAAS устанавливают длину и угол сбега.
Команды M 23 включает, а M24 выключает сбег резьбы в программе.
При нарезании резьбы установите G97(частота вращения в оборотах в минуту) и отключите коррекцию на радиус инструмента.
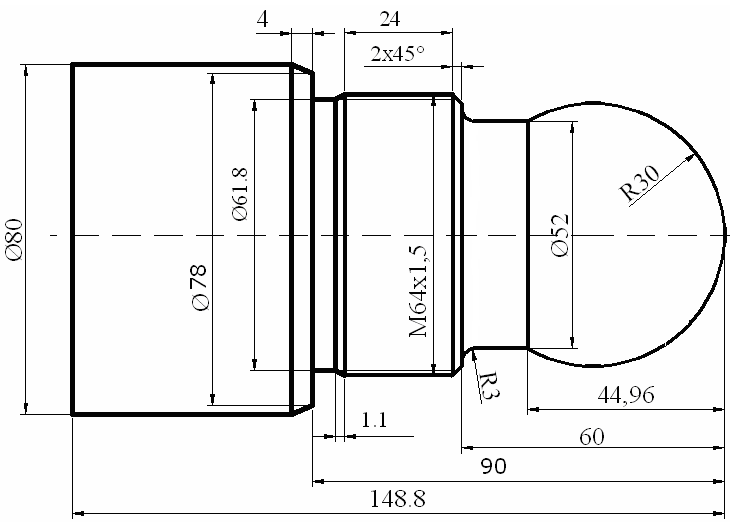
Обработка сферической поверхности и нисходящего контура, коррекция радиус инструмента, нарезание резьбы.
G54 (SFERA I REZBA) |
Информация, заключенная в круглые скобки (SFERA I REZBA), является комментарием. Эта информация, системой ЧПУ игнорируется. |
|
G50 S3300 |
|
|
G28 |
|
|
T303 |
|
|
G96 S200 M04 |
|
|
G00 X82. Z2. M08 |
|
|
G01 Z0. F0.3 |
|
|
G01 X-1.6 |
|
|
G01 Z2. |
Подвод инструмента в начальную точку, по X на черновой диаметр, по Z недобег более 2-х R резца. |
|
G00 X80. |
||
G71 P10 Q15 D2.5 U0.5 W0.2 F0.3 |
Многопроходный продольный цикл |
|
P10 номер начальной записи описания контура Q20 номер конечной записи описания контура D2.5 глубина резания за проход на радиус U0.5 Припуск под чистовую обработку 0,5мм по + X W0.2 Припуск под чистовую обработку и 0,2мм по оси + Z |
||
N10 G00 X0. Z2. |
Выход в начало описания контура по двум координатам, является обязательным условием при обработке нисходящего контура. Z= Z нач. точки. |
|
G01 G42 Z0. F0.12 |
Подход к торцу , коррекция на радиус инструмента справа от контура (относительно направления подачи). F0.12 подача прохода для чистовой обработки |
|
G03 X52. Z-44.96 R30. |
Обработка дуги R30. |
|
G01 Z-57. |
Выход в начало округления |
|
G2 X58. Z-60. R3. |
Обработка округления R3. |
|
G01 X60. |
Выход в начальную точку фаски 2х 45о |
|
G01 X64. W-2. |
Обработка фаски 2х 45о |
|
G01 W-24. |
|
|
G01 X61.8 W-1.1 |
Обточка фаски для выхода резьбы |
|
G01 Z-89.2 |
|
|
G02 U1.6 W-0.8 R0.8 |
Обработка радиуса R0.8 |
|
G01 X78. |
|
|
G01 X80. Z-94. |
Обточка конуса |
|
G01 W-0.4 |
Перемещение для снятия заусенца. |
|
N15 G01 G40 U2. |
Конец описания контура . Отвод инструмента, отключение коррекции на радиус резца. После цикла инструмент автоматически возвратится в начальную точку с координатами X80. Z3. |
|
G96 S220 |
|
|
G70 P10 Q15 |
Цикл чистовой обработки между метками N10 и N20 |
|
G28 |
|
|
T505 |
Резьбовой резец |
|
G97 S600 M03 |
При нарезании резьбы обязательно установите G97 |
|
G00 X80. Z1. M24 |
Отключение сбега резьбы |
|
G00 X65. Z-57. |
Подвод резьбового резца к поверхности |
|
G76 X62.16 Z-88. K0.92 D0.3 F1.5 P2 A60 |
Цикл нарезания резьбы. |
|
X62.16 внутренний диаметр резьбы 64-0,92*2 Z-88. конечная точка резьбы по Z K0.92 высота профиля резьбы(выбрать по справочнику) D0.3 глубина резания первого прохода F1.5 шаг резьбы P2 способ резания при нарезании резьбы(резание двумя режущими кромкам с постоянно уменьшающейся глубиной резания) A60 угол при вершине резца ( угол профиля резьбы) в градусах. ВНИМАНИЕ!!! A60 задаётся без десятичной точки. |
||
G28 |
|
|
M30 |
|
|

Черновая обработка G71 Чистовая обработка G70
G71 P10 Q15 D2.5 U0.5 W0.2 F0.3 G70 P10 Q15

Нарезание резьбы резцом
G76 X62.16 Z-88. K0.92 D0.3 F1.5 P2 A60