

Примеры управляющей програмы
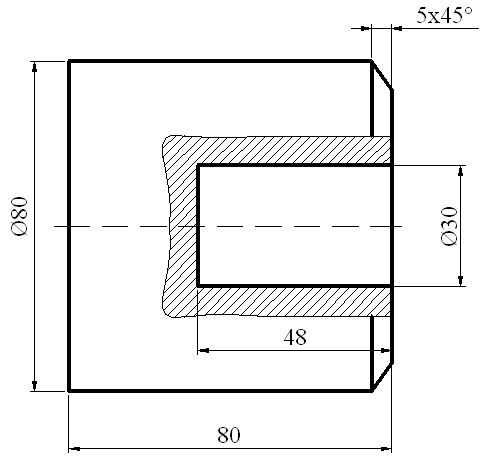
ОБРАБОТКА ФАСКИ И СВЕРЛЕНИЕ
G54 |
Смещение нуля детали по G54 |
G50 S3000 |
Ограничение максимальной частоты вращения 3000 об/мин |
G28 |
Выход в ноль станка, на быстром ходу, сначала по оси +X затем по оси +Z . |
T101 |
Установка инструмента №5, включение корректора №05 |
G96 S180 M4 |
Постоянство скорости резания, 180 м/мин, вращение от оператора. |
G0 X82. Z0 |
Подвод инструмента к заготовке на быстром ходу |
G1 X-1.6 F0.2 |
Подрезка торца с перебегом за ось вращения для срезания бобышки |
G1 Z1. |
Отвод инструмента от торца |
G0 X70. |
Выход по оси X в начальную точку фаски ( 80-2*5=10) |
G1 Z0 |
Подвод инструмента к торцу детали |
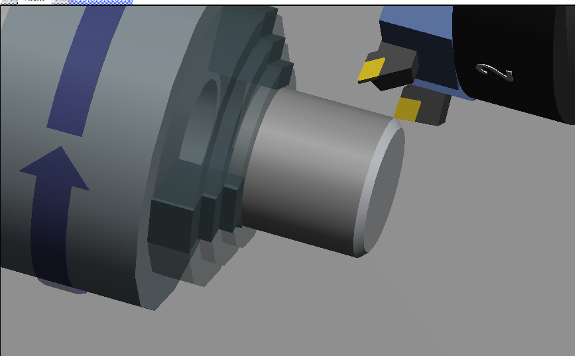
G1 X80. A-45. |
Обработка фаски 5Х45о |
G1 X82. |
Отвод инструмента от детали |
G28 |
Выход в ноль станка на быстром ходу, сначала по оси +X, затем по оси +Z . |
T606 |
Установка в рабочее положение инструмента №6 (сверло 30мм) включение корректора№06 |
G97 S1500 M3 |
Отмена постоянства скорости резания. Программирование частоты вращения в об/мин, частота вращения 1500 об/мин, направление вращения на оператора. |
G0 X0 Z2. |
Подвод сверла в начальную точку обработки на быстром ходу |
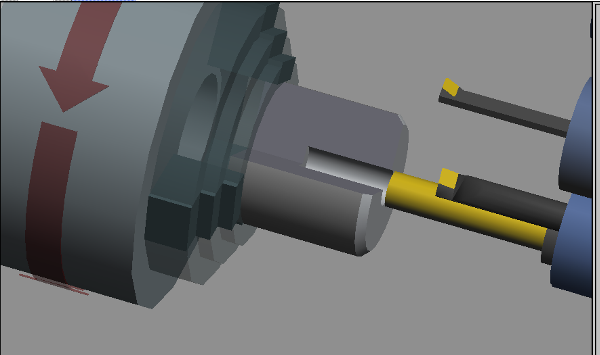
G81 Z-48. F0.1 |
Цикл сверления на глубину 48мм с подачей 0,1мм/об. После цикла инструмент автоматически вернется в исходную точку с координатами X0 Z2. |
G28 |
Выход в ноль станка на быстром ходу, сначала по оси +X, затем по оси +Z . |
M30 |
Конец программы с выключением оборотов и СОЖ, возврат курсора в начало программы. |
Циклы контурной обработки Многопроходный продольный черновой цикл
G71
Цикл предназначен для чернового точения с автоматическим разделением на проходы
G71 Многопроходный продольный черновой цикл.
P Номер начального кадра описания контура.
Q Номер конечного кадра описания контура.
D Глубина резания на проход, положительная, на радиус.
U величина и направление (с учетом знака) припуска под чистовую обработку по оси X, на диаметр.
W величина и направление (с учетом знака) припуска под чистовую обработку по оси Z.
I Величина и направление припуска (с учётом знака) последнего чернового прохода по X, на радиус(припуск под черновую обработку).
K величина и направление припуска последнего чернового прохода по Z.
F Величина подачи черновых проходов в цикле G71.
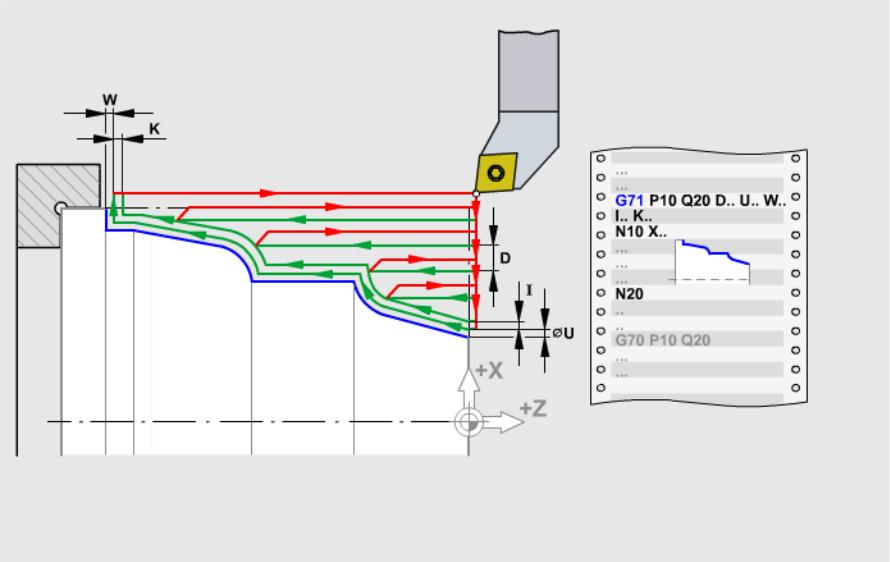
Параметры цикла I, K, U, W, F являются необязательными, их можно пропустить.
Под направлением припуска в I, K, U, W понимается, в каком направление, положительном либо отрицательном, необходимо отступить от конечного контура по осям X и Z.
Цикл обращается к контуру, описанному между P (начальный номер кадра) и Q (конечный номер кадра) и обрабатывает этот контур с автоматическим разделением на проходы. По окончанию выполнения цикла инструмент возвращается в начальную точку (точку заданную в УП до начала работы по циклу).