

Перемещение с использованием круговой иентерполяции
G2 обработка дуги окружности по часовой стрелке
G3 обработка дуги окружности против часовой стрелки
Для программирования дуги окружности необходимо:
- вывести инструмент в начальную точку обработки при помощи команд линейного перемещения
-задать движение по дуге при помощи G2 или G3
-указать координаты конечной точки дуги по осям X и Z
- указать
радиус R
либо, координаты центра радиуса
относительно начальной точки обработки
I
и
K.
указать
радиус R
либо, координаты центра радиуса
относительно начальной точки обработки
I
и
K.
I относится к X
K относится к Z
I расстояние от начала дуги до её центра по оси X
K расстояние от начала дуги до её центра по оси Z
Фрагмент управляющей программы для детали изображённой на рисунке будет иметь следующий вид:
G2 X60. Z-28. I10. K-9.
G2 дуга окружности по часовой стрелке
X60. конечная точка по оси X
Z-28. конечная точка по оси Z
I10. расстояние от начальной точки дуги, до центра дуги по оси X в направлении плюс равно 10мм.
K-9. расстояние от начальной точки дуги, до центра дуги по оси Z в направлении минус равно 9мм.
Ещё одной формой задания цикла обработки дуги является запись, в которой указываются конечные точки обрабатываемой дуги и радиус:
G2 X60. Z-28. R 13.454
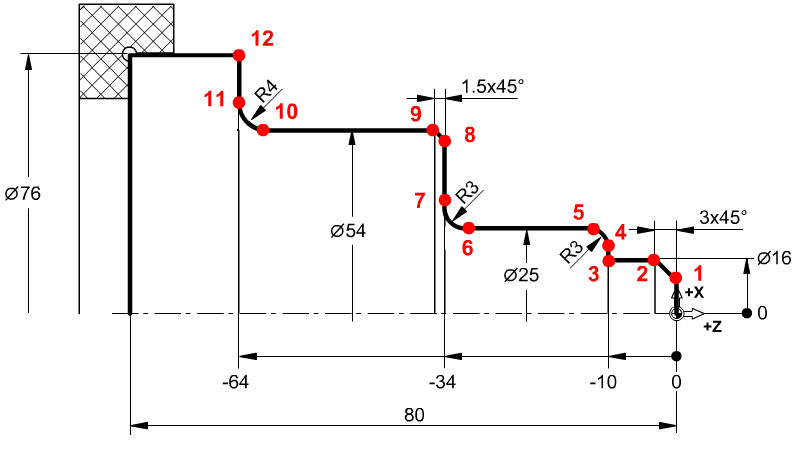
Программирование контура с круговой интерполяцией
G54 |
Смещение нуля детали по G54 |
G50 S2500 |
Ограничение максимальной частоты вращения 2500 об/мин |
T505 |
Установка инструмента №5, включение корректора №05 |
G96 S220 |
Постоянство скорости резания, 220 м/мин |
M3 |
Направление вращение на оператора |
F0.35 |
Подача 0.35 мм/об |
M8 |
Включение подачи СОЖ |
G0 X20. Z0 |
Подвод инструмента к заготовке |
G1 X-1.6 |
Подрезка торца с перебегом за ось вращения |
G1 Z1. |
Отвод инструмента от торца |
G0 X10. |
Выход по оси X в начальную точку фаски( 16-2*3=10) |
G1 Z0 |
Подход к торцу детали (точка 1) |
G1 X16. Z-3. |
Обработка фаски 3х450 (точка 2) |
G1 Z-10. |
Проточка диаметра 16мм на длину 10мм(точка 3) |
G1 X19. |
Вход в нач. точку обработки дуги R3 (25-2R=19) (точка 4) |
G3 X25. Z-13.I 0 K-3. |
Обработка дуги против часовой стрелки с R3мм (точка 5) |
G1 Z-31. |
Проточка диаметра 25мм, выход в начальную точку обработки дуги (34-3=31 точка 6) |
G2 X31. Z-34. I 3. K0 |
Обработка дуги по часовой стрелке с R3мм (точка 7) |
G1 X51. |
Выход в начальную точку фаски (54-2*1,5=51 точка 8) |
G1 X54. W-1.5 |
Обработка фаски 1.5х45о (точка 9) |
G1 Z-60. |
Проточка диаметра 54мм до начала радиуса R4(точка 10) |
G2 X62. Z-64. R4. |
Обработка дуги по часовой стрелке с R4мм (точка 11) |
G1 X76. |
Подчистка торца до диаметра 76мм (точка 12) |