

Программирование перемещений
Движение на быстром ходу программируются кодом G0 с указанием конечной точки перемещения в абсолютной или относительной системе координат (после значения целого числа миллиметров обязательно должен стоять знак десятичной точки).
Абсолютная система координат:
G0 X25. переместится на быстром ходу на диаметр 25мм
G0 Z0 переместится на быстром ходу по оси Z в точку 0.
Относительная система координат:
G0 U-30. W15. переместить инструмент на быстром ходу по оси X (U-30.)в направлении минус на 30мм (на диаметр), одновременно переместить ось Z (W15.)в направлении «плюс» на 15мм.
При перемещении по G0 каждая ось перемещается с одинаковой скоростью, но завершение перемещения осей происходит не одновременно, по этому путь перемещения инструмента одновременно по двум координатам, как правило, представляет собой ломаную прямую линию.
Линейное перемещение на рабочей подаче G1:
Перемещение может происходить по одной либо нескольким осям. Движение всех осей начинается и заканчивается одновременно.
G1 X65. переместится на рабочей подаче на диаметр 65мм
G1 Z-35. переместится на рабочей подаче по оси Z в точку с координатой -35мм
G1 X85. W-30. переместится на рабочей подаче на диаметр 65мм, одновременно переместится по оси Z на 30мм в направлении «минус»
Перемещения одновременно по двум координатам можно задать посредством конечной точки перемещения по одной из координат и угла, под которым происходит перемещение.
G1 X85. A135. При задании А с положительным знаком, отсчёт угла идет от положения стрелки на циферблате часов на 3(три) часа, в направлении против часовой стрелки.
G1 X85. A-45. При задании А с отрицательным знаком, отсчёт угла идет от положения стрелки на циферблате часов, на 9 (девять) часов, в направлении по часовой стрелке.
Кадры программы G1 X85. A135. и G1 X85. A-45. являются идентичными.
Функции G1и G0 являются модальными (действующими на протяжении всей программы, пока не поступит функция отмены). По этому записи в левом и правом столбцах таблицы будут идентичными.
Формы записи кадров с G1 и G0
Рекомендуемая Возможная
G0 X20. |
Перемещение на быстром ходу |
G0 X20. |
G0 Z0 |
Перемещение на быстром ходу |
Z0 |
G1 X-1.6 |
Перемещение на рабочей подаче |
G1 X-1.6 |
G1 Z2. |
Перемещения на рабочей подаче |
Z2. |
G0 X10. |
Перемещение на быстром ходу |
G0 X10. |
G1Z-20. |
Перемещение на рабочей подаче |
G1Z-20. |
G1 X15. |
Перемещение на рабочей подаче |
X15. |
В целях предотвращения возникновения аварийных ситуаций общепринятой нормой является запись функций G1 и G0 в каждый кадр управляющей программы, содержащий данные перемещения.
Обратите внимание на знак десятичной точки после целого числа миллиметров X15.. В случае его отсутствия инструмент будет перемещен не на диаметр 15мм, а на диаметр 0.015 мм.
X15. = 15мм X15 (без десятичной точки) = 0,015мм
Программирование перемещений по контуру
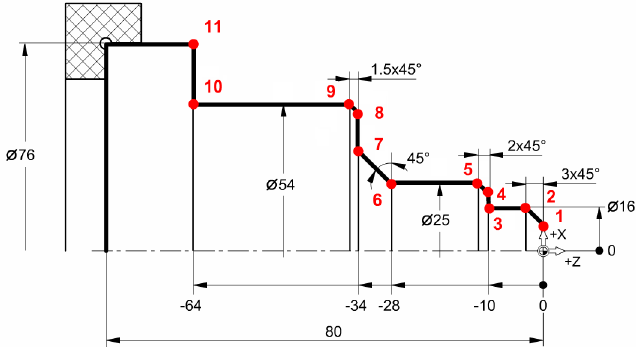
Далее представлен фрагмент управляющей программы по обработке контура изображенного на рисунке за один проход, что соответствует чистовой проточке предварительно обработанной детали.
G54 |
Смещение нуля детали по G54 |
G50 S3500 |
Ограничение максимальной частоты вращения 3500 об/мин |
T303 |
Установка инструмента №3, включение корректора №03 |
G96 S200 |
Постоянство скорости резания, скорость резания S= 200 м/мин |
M3 |
Направление вращение на оператора |
F0.3 |
Подача 0.3 мм/об |
M8 |
Включение подачи СОЖ |
G0 X20. Z0 |
Подвод инструмента к заготовке |
G1 X-1.6 |
Подрезка торца с перебегом за ось вращения для срезания бобышки |
G1 Z1. |
Отвод инструмента от торца |
G0 X10. |
Выход по оси X в начальную точку фаски |
G1 Z0 |
Подход к торцу детали (точка 1) |
G1 X16. Z-3. |
Обработка фаски 3х450 (точка 2) |
G1 Z-10. |
Проточка диаметра 16мм на длину 10мм(точка 3)
|
G1 X21. |
Выход в начальную точку обработки фаски 2х450 (точка 4)
|
G1 X25. A135. |
Обработка фаски 2х450 (точка 5). А135 угол фаски (конуса). Угол отсчитывается от положения стрелки на циферблате часов на 3 часа. Положительное направление против часовой стрелки. |
G1 Z-28. |
Проточка диаметра 25мм (точка 6) |
G1 U12. Z-34. |
Обработка конуса с перемещением по оси X в относительной системе (точка 7) |
G1 X51. |
Выход в начальную точку фаски (точка 8) |
G1 X54. A-45. |
Обработка фаски 1.5х450 (точка 9). A-45.. При задании угла с отрицательным знаком, угол отсчитывается от положения стрелки на циферблате часов на 9 часов. Знак минус говорит об отсчёте угла по часовой стрелке. |
G1 Z-64. |
Проточка диаметра 54мм на длину 64мм(точка 10) |
G1 X76. |
Подчистка торца до диаметра 76мм (точка 11) |
ВНИМАНИЕ!!! Не используйте программирование конусов и фасок при помощи G1 A в многопроходных циклах. Это может привести к появлению подрезов контура во время черновых проходов.