

8 Билет
Литьё по выплавляемым моделям
 способ
получения фасонных отливок из металлических
сплавов в неразъёмной, горячей и
негазотворной оболочковой форме (См.
Оболочковая форма), рабочая полость
которой образована удалением литейной
модели выжиганием, выплавлением или
растворением.
способ
получения фасонных отливок из металлических
сплавов в неразъёмной, горячей и
негазотворной оболочковой форме (См.
Оболочковая форма), рабочая полость
которой образована удалением литейной
модели выжиганием, выплавлением или
растворением.
При этом способе литья в пресс-формы (обычно металлические) запрессовывают модельный состав, который после затвердевания образует модели деталей и литниковой системы (См. Литниковая система). Модельный состав удаляют, чаще всего выплавляя его в горячей воде (отсюда и название способа — литьё по выплавляемым моделям (См. Выплавляемая модель)). Полученные оболочки прокаливают при температуре 800—1000°С и заливают металлом.
Способ обеспечивает получение сложных по форме отливок массой от нескольких г до десятков кг, со стенками толщиной от 0,5 мм и более, с поверхностью, соответствующей 4—6-му классам чистоты, и с высокой точностью размеров по сравнению с др. способами литья. Указанные особенности послужили причиной прежних названий способа — точное, или прецизионное литьё. Размеры отливок, полученных Л. по в. м., максимально приближены к размерам готовой детали, вследствие чего за счёт сокращения механической обработки снижается стоимость готового изделия.
Методом Л. по в. м. изготовляют художественные отливки, ювелирные изделия, зубные протезы и др. изделия. Этот способ литья, являясь одним из древних, получил широкое промышленное применение в результате совершенствования технологии литейного производства и изучения свойств кремнийорганических соединений.
В СССР Л. по в. м. сосредоточено в больших высокомеханизированных цехах, которые производят до 2,5 тыс. т готовых отливок в год. Достижением советской промышленности является создание комплексно-автоматизированного производства Л. по в. м.
9 Билет
Литье в кокиль - это процесс изготовления фасонных отливок в формах, изготовляемых из чугуна, стали или других сплавов. Метод литья в кокиль имеет ряд преимуществ перед литьем в песчаные формы: металлическая форма выдерживает большое количество заливок (от нескольких сот до десятков тысяч) в зависимости от сплава, заливаемого в форму.
Отливки, залитые в кокиль, имеют большую точность размеров и лучшую чистоту поверхности, чем при литье в песчаные формы, и требуют меньшего припуска на механическую обработку. Структура металла получается более мелкозернистой, вследствие чего повышаются его механические свойства; кроме того, устраняется необходимость в формовочной смеси, улучшаются технико-экономические показатели производства и санитарно-гигиенические условия труда. Литье в кокиль имеет и свои недостатки. К ним относятся большая стоимость изготовления формы, повышенная теплопроводность формы, что может привести к пониженной заполняемости форм металлом вследствие быстрой потери жидкотекучести, частое получение поверхностного отбела (образование ледебуритного цементита) у чугунных отливок, что затрудняет их механическую обработку.
Фасонные отливки при литье в кокиль изготовляют из стали, чугуна, медных, алюминиевых, магниевых и других сплавов.
Конструкции кокилей чрезвычайно разнообразны. Кокиль для простых отливок изготовляют из двух частей, соответствующих верхней и нижней опокам при литье в песчаные формы. Для сложных отливок форму изготовляют из нескольких разъемных частей; каждая из них образует часть отливки; поверхность разъема форм определяется конструкцией отливки.
Д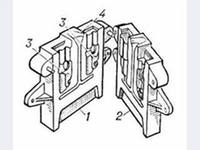 ля
получения внутренней полости отливки
применяют песчаные и металлические
стержни. Для отливок из легкоплавких
сплавов преимущественно применяют
металлические стержни, а для чугунных
и стальных отливок — песчаные.
ля
получения внутренней полости отливки
применяют песчаные и металлические
стержни. Для отливок из легкоплавких
сплавов преимущественно применяют
металлические стержни, а для чугунных
и стальных отливок — песчаные.
Корпус кокиля состоит из двух частей (1 и 4), в которых симметрично размещены две рабочие полости 10 для двух отливок. Литниковая система 7 расположена в середине. Кокиль выполнен с ребрами жесткости 11 (рис. 93, б) для предупреждения коробления. При смыкании двух половин центрирование осуществляется штырями 3 (рис. 93, а). Для крепления формы на станке имеются приливы 6 с просверленными отверстиями для крепежных болтов. Песчаный стержень 8 устанавливается знаковой частью 5 в соответствующих углублениях формы. Газ, находящийся в форме, отводится через выпор 2 и газовые каналы, расположенные вдоль разъема формы и в специальных пробках. Газовые каналы обычно изготовляют глубиной 0,2 — 0,5 мм. Для выталкивания отливок из формы служат толкатели. Толкатели обычно изготовляют из цилиндрического прутка. Эти прутки проходят через отверстия 9 в стенке формы. Когда форма закрыта, концы толкателей не выступают в рабочую часть формы; при открывании формы они выступают из нее и выталкивают отливку.