

Характеристики электролиза
Процесс электролиза характеризуется величинами напряжения разложения, обратной ЭДС, рабочего напряжения, выхода по току, выхода по энергии, удельного расхода электроэнергии.
Минимальное значение напряжения, которое необходимо приложить к электродам, чтобы начался процесс электролиза с образованием электродных продуктов, называется напряжением разложения (Ен.р.).
Методика определения напряжения разложения по кривым i- и i-U показана на рис 3.2.

а б
Рис.3.2. Вид поляризационных кривых в координатах
i - (a), i- U (б)
Напряжение разложения может быть также найдено как разность равновесных потенциалов для электродных реакций, реализующихся на аноде и катоде.
Ен.р может быть вычислено и по величинам изменения энергии Гиббса Gр соответствующей электрохимической реакции
Ен.р
= Ен.р.
= -
 . (3.7)
. (3.7)
Величина обратной ЭДС (Еобр.) при определенных ia и iк включает в себя напряжение разложения и величины катодной и анодной поляризаций при рассматриваемых плотностях тока (рис.3.2):
Еобр=Ен.р +а+к. (3.8)
С другой стороны величина обратной ЭДС равняется рабочему напряжению на электролизере за вычетом омического падения напряжения в электролите и электродах: IR= IRэл + IRэд (pиc.3.3).
Еобр=Uр-IR. (3.9)
Обратная ЭДС определяется в момент отключения тока электролиза (рис.3.3). Величина же рабочего напряжения равна
Up = Ен.р+ к + а + IRэл+ IRэд+ IRпр , (3.10)
где IRпр - падение напряжения в подводящих проводах (ошиновке электролизера).

Рис.3.3. Принцип определения обратной ЭДС
Важнейшей характеристикой процесса электролиза является величина выхода по току.
Выходом по току т называется отношение количества вещества, фактически образовавшегося на электроде (mфакт), к количеству вещества, которое должно было бы образоваться в соответствии с законом Фарадея (mтеор).
Выход по току выражается в долях единицы либо в процентах:
т=
 либо
либо
 100%.
(3.11)
100%.
(3.11)
Значение mфакт определяется взвешиванием, mт рассчитывается по уравнению (3.4). Выход по току, как правило, не равен 100%, потому что часть тока расходуется на побочные процессы (iпоб):
т
=
 . (3.12)
. (3.12)
В частности, на разложение более легко восстановимых веществ расходуется остаточный ток io (см.рис.3.2). В том случае, если это единственный побочный процесс, выход по току при определенной плотности тока i может быть найден по уравнению
т
= . (3.13)
. (3.13)
Доля тока, расходуемая на побочные реакции, в принципе не одинакова для катодного и анодного процессов, поэтому различают катодный и анодный выходы по току. Необходимо также помнить, что выход по току, строго говоря, не остается постоянным во времени, а изменяется с изменением условий электролиза, поэтому различают выходы по току интегральный (усредненный за все время электролиза) и парциальный (в определенный момент).
Выход по току характеризует эффективность использования по назначению тока электролиза. Для характеристики эффективности использования электроэнергии применяют показатели удельного расхода электроэнергии (Wф) и выхода по энергии (э).
Под удельным расходом электроэнергии (Wф) понимают ее количество, затраченное на получение единицы массы продукта электролиза:
Wф=
 .
(3.14)
.
(3.14)
Поскольку mф = mт т = qIт, получаем
Wф=
 =
= .
(3.15)
.
(3.15)
Таким образом, величина фактического расхода электроэнергии определяется величиной рабочего напряжения, электрохимического эквивалента и выхода по току.
Выход по энергии (э) равен отношению минимально возможного удельного расхода электроэнергии на получение данного целевого продукта Wт к реальному или фактическому удельному расходу электроэнергии Wф :
э
=
 .
(3.16)
.
(3.16)
По аналогии с уравнением (3.15) для минимально возможного удельного расхода энергии (Up = Ен.р, т = 1) справедливо уравнение
WТ=
 . (3. 17)
. (3. 17)
Подставив уравнения (3.15) и (3.17) в (3.16), имеем
э
=
 .
(3.18)
.
(3.18)
Видно, что эффективность использования электроэнергии определяется в равной степени как эффективностью использования тока (т), так и рациональным использованием рабочего напряжения (Ен.р/Up). Это определяет значимость обоснованной минимизации всех составляющих рабочего напряжения (уравнение (3.10)), исключения либо сведения к минимуму побочных электрохимических процессов (уравнение (3.12)).
Рассмотренные показатели являются методологической основой для исследования и совершенствования реальных электрохимических процессов.
Глинозём
Глинозём А12О3 является основным исходным материалом в производстве алюминия. Рудной базой для производства глинозёма служат преимущественно бокситы, а также нефелины, алуниты и некоторые другие глинозёмсодержащие руды.
Первая модификация - α-глинозём представляет собой безводную форму оксида алюминия с плотностью 4,0 г/см3 эта форма глинозёма практически негигроскопична. Поверхность зёрен имеет повышенную шероховатость. Это придаёт глинозёму меньшую сыпучесть и он с трудом просыпается через отверстия; α-глинозём обладает повышенной абразивностью.
Плотность γ-глинозёма равна 3,77 г/см3. Эта модификация глинозёма гигроскопична, структура зёрен рыхлая. Зёрна γ-глинозёма имеют развитую поверхность и химически весьма активны. Сцепление зёрен γ-глинозёма невелико и такой глинозём отличается повышенной текучестью. По мере повышения температуры и продолжительности кальцинации зёрна γ-глинозёма уплотняются, промежутки между кристаллитами сокращаются и γ-глинозёма переходит в модификацию α- глинозёма.
Как выбрать необходимый для производства глинозём и правильно оценить его качество? Можно назвать несколько определяющих требований к качеству глинозёма:
-
повышенная скорость растворения в электролите и достаточная адсорбционная (поглащающяя) активность поверхности относительно летучих фтористых соединений;
-
хорошая текучесть при возможно меньшем пылении;
-
удовлетворительные теплофизические свойства.
В промышленных условиях следует стремиться к максимальному совмещению этих свойств в используемом глинозёме. В табл. 2.1 приводится общеизвестная классификация глинозёма по видам.
Таблица 2.1 Классификация глинозёма по физическим свойствам
|
Вид глинозёма |
Содержание частиц менее 45 мкм, % |
Средний размер частиц, мкм |
Угол естеств. откоса, град |
Удельная поверхность по БЭТ, м2/г |
Содержание а- А12О3, % |
Плотность насыпная, г/см3 |
|
Мучни стый |
20-35 |
<50 |
35-45 |
100-110 |
5-20 |
>1,0 |
|
Слабопро калённый |
15-20 |
50-70 |
30-40 |
>90 |
5-10 |
>0,95 |
|
Песчаный |
< 10 |
80-100 |
29-35 |
60-80 |
^ 5,0 |
<0,9 |
Согласно этой классификации глинозёмы подразделяются на следующие типы:
-
мучнистый (пылевидный);
-
с пониженной степенью кальцинации (слабопрокалённый);
-
песчаный (крупнозернистый).
Второй тип глинозёма производится для некоторых отечественных предприятий с учетом использования его в установках «сухой» очистки газа.
Скорость растворения являются наиболее значимым показателем качества глинозёма. Промышленный опыт показывает, что узкий диапазон частиц глинозёма +45-100 мкм со сдвигом крупности ближе к 100 мкм и содержание α-А12О3 не более 10% (остальное γ-А12О3) обеспечивают хорошую смачиваемость и удовлетворительную скорость растворения глинозёма в электролите.
Это достигается за счёт большого содержания в глинозёме частиц γ-А12О3 имеющих развитую ультрапористую структуру, достаточно большую удельную поверхность (более 60-80 м2/г), определённую методом гелиевой адсорбции или сокращенно «по БЭТ», и высокую степень насыщения структуры не скомпенсированными химическими связями. Особенно велико их химическое сродство к фтору, что и придаёт им свойства повышенной растворимости в электролите. Химическое сродство глинозёма к фтору проявляется также в эффективном улавливании фтористых соединений в сухой газоочистке.
Не менее важным свойством глинозёма является его способность образовывать устойчивую корку на поверхности электролита. Мягкая, но достаточно плотная корка с хорошим сцеплением частиц образуется при использовании глинозёма с теми же характеристиками по содержанию α-А12О3 и класса менее 45 мм, которые указаны выше для песчаного глинозёма.
Такая корка хорошо пропитывается электролитом и содержит больше глинозёма, легче поддаётся разрушению при обработке электролизёров и при ударе пробойника АПГ, чем корки, образующиеся при использовании мучнистого глинозёма. Следует также отметить, что устойчивая корка образуется при условии, когда глинозём хорошо смачивается электролитом. Мучнистый глинозём, в отличие от песчаного, смачивается значительно хуже, и корка состоит преимущественно из застывшего электролита, поверх которого находится глинозём. Прочность такой корки очень высока.
Теплопроводность и объёмная плотность глинозёма играют большую роль в тепловом балансе электролизёра, в том числе в регулировании тепловых потерь через глинозёмную засыпку или укрытие анодного массива у электролизёров ОА, в поддержании стабильного уровня электролита и защите боковых поверхностей анода от окисления.
Текучесть глинозёма определяется в основном гранулометрическим составом материала, а также содержанием в нём α-А12О3. Материалом с хорошей текучестью можно считать глинозём с пониженной степенью прокалки. Он имеют крупность зерна более 45 мкм, высокую степень однородности гранулометрического состава и угол естественного откоса 30-40°. Однако в наибольшей степени требованию высокой текучести удовлетворяет песчаный глинозём, содержащий фракцию < 45 мкм не более 10% и α-А12О3 в пределах 5%, с углом естественного откоса менее 35°.
Глинозёмы со слабой текучестью и углом естественного откоса >40-45° комкуются при контакте с электролитом. Образовавшиеся комки обволакиваются электролитом и, имея больший удельный вес, оседают через границу металл-электролит, образуя осадок.
Кроме того, на электролизёрах ВТ глинозёмы с плохой текучестью при перемещении анода зависают, образуя пустоты, по которым воздух проникает до боковых граней анода и окисляет их. Однако если текучесть глинозёма будет слишком велика, то надежное укрытие анодов будет затруднено, что особенно важно для электролизёров с обожженными анодами.
Потери глинозема за счет уноса с анодными газами в виде пыли зависят, главным образом, от его гранулометрического состава (от содержания фракции менее 10-20 мкм), от технологии обработки электролизёров, настройки АПГ и частоты анодных эффектов. Суммарные потери мучнистого глинозёма составляют 17-25 кг/т алюминия, что на ~ 10-15 кг/т выше по сравнению с результатами для песчаного глинозёма.
В глинозёме, используемом для производства алюминия, должно содержаться минимальное количество соединений железа, кремния, тяжелых металлов с меньшим потенциалом выделения на катоде, чем алюминий, т.к. они легко восстанавливаются и переходят в катодный алюминий. Нежелательно также присутствие в глинозёме избытка оксидов щелочных металлов, поскольку они вступают во взаимодействие с фтористым алюминием электролита по реакции, разлагают его и тем самым нарушают установленное криолитовое отношение. Для восстановления к.о. требуется корректировка электролита фтористым алюминием, что удорожает стоимость первичного алюминия. В случае содержания Na2О в глинозёме 0,3 % и более при работе на кислых электролитах начинается наработка излишнего количество электролита, который необходимо периодически сливать из ванны.
Для расчёта количества A1F3 {Сфа, кг), требуемого для корректировки электролита, можно пользоваться формулой И.П. Гупало
Сфа = 2т (K1 — К2) / С (2 + K1)K2
где: K1 и К2 - к.о. электролита соответственно до и после корректировки; т - масса корректируемого электролита, кг; С - содержание A1F3 в промышленной соли фтористого алюминия, доли ед.
Эта формула с соответствующими коэффициентами на состав сырья, срок службы электролизёра, температуру электролита и др. служит основой существующих методик расчета корректирующей дозы фтористого алюминия.
Пример. Примем в формуле И.П. Гупало m = 10 000кг, С = 0,9, исходное к.о. 2,4, целевое к.о. 2,35. Для корректировки потребуется 106 кг фтористого алюминия.
На основании изложенного материала можно считать, что
весьма приемлемыми свойствами обладает глинозём следующей спецификации:
Содержание α- А12O3, %, не более 10
Гранулометрический состав по фракциям, %
История 1
Физические свойства 1
Нахождение в природе 2
Химические свойства 2
Производство 3
Применение 6
В качестве восстановителя 7
Сплавы на основе алюминия 7
Алюминий как добавка в другие сплавы 8
Ювелирные изделия 9
Стекловарение 9
Пищевая промышленность 9
Алюминий и его соединения в ракетной технике 9
Алюминий в мировой культуре 9
В произведениях эпохи знакомства человечества с алюминием 9
Токсичность 10
См. также 10
Ссылки 10
Строение криолито-глиноземных расплавов 19
33
Разложение фторидов 33
3A1ОF2- + 6е = 2А1 + 6F- + АlO33- . (22) 34
3A1ОF2- - 6е + 1,5С = 1,5СO2 + 3А13++ 6F- . (23) 34
A1 + 1/2A1F3 = 3/2A1F. (25) 35
Взаимодействие анодных газов с электролитом 36
Механизм катодного процесса 39
Структура угольного анода и закономерности горения углерода 40
Анодное перенапряжение 42
Анодный эффект 43
Факторы, определяющие расход углерода 46
Поведение угольных частиц в электролите 46
Катодный выход по току и потери металла 47
а б 52
Рис.3.2. Вид поляризационных кривых в координатах 52
Глинозём 54
КОНСТРУКЦИЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ, ИХ МОНТАЖ И ДЕМОНТАЖ 60
Общая характеристика и классификация электролизеров 60
64
Анодное устройство 64
Катодное устройство 69
Футеровка катодного кожуха 71
Пропитка угольной футеровки 75
Ошиновка электролизера 75
Газовая гидродинамика 81
Сбор анодных газов и укрытие электролизёра 89
91
Электрическая изоляция 91
ОБЖИГ И ПУСК ЭЛЕКТРОЛИЗЁРОВ 92
92
Обжиг подины 92
94
Пуск ванн на электролиз 94
РАБОТА ЭЛЕКТРОЛИЗЁРА В НОРМАЛЬНОМ ТЕХНОЛОГИЧЕСКОМ РЕЖИМЕ 96
Междуполюсное расстояние (МПР). Рабочее и среднее напряжение т.е. расстояние между подошвой анода и поверхностью жидкого металла, выполняющего роль катода. Поскольку в междуполюсном зазоре реализуется большая часть энергии электролизера (порядка 75-80%), то значение МПР существенно влияет на все стороны его работы. 97
5.5.Форма рабочего пространства 99
5.7.Технологическое обслуживание электролизеров 101
НАРУШЕНИЯ НОРМАЛЬНОГО ХОДА ЭЛЕКТРОЛИЗЁРА И ПУТИ ИХ УСТРАНЕНИЯ 128
9Л. Энергоснабжение электролизных серий 143
9.2.Механизация процессов обслуживания электролизеров. 146
9.3.Автоматическая система управления технологическим процессом (АСУТП) 148
9.4.Централизованная раздача и автоматизированное питание ванн глинозёмом 156
По химическому составу глинозём должен соответствовать требованиям, приведенным в ГОСТ 30558-98 «Глинозём металлургический» (табл. 2.2).
Таблица 2.2 Требования к глинозёму
|
Марка |
Массовая доля примесей, %, не более |
||||||
|
Si02 |
Fe203 |
Тяже лые примеси |
ZnO |
Р205 |
Na20 + к2о |
П.п.п. |
|
|
Г-000 |
0,02 |
0,01 |
0,01 |
0,001 |
0,001 |
0,3 |
0,6 |
|
Г-00 |
0,02 |
0,03 |
0,01 |
0,001 |
0,002 |
0,4 |
1,2 |
|
Г-0 |
0,03 |
0,05 |
0,02 |
0,002 |
0,002 |
0,5 |
1,2 |
|
Г-1 |
0,05 |
0,04 |
0,02 |
0,003 |
0,002 |
0,4 |
1,2 |
|
Г-2 |
0,08 |
0,05 |
0,02 |
0,003 |
0,002 |
0,5 |
1,2 |
Примечания: 1. Тяжелые примеси - сумма оксидов Ti0+V205+Cr205+Mn0.
2. П.п.п. - потери при прокаливании, имеющие физический смысл контроля остаточных летучих веществ после кальцинации.
КОНСТРУКЦИЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ, ИХ МОНТАЖ И ДЕМОНТАЖ
Общая характеристика и классификация электролизеров
На предприятиях алюминиевой промышленности эксплуатируются электролизеры весьма разнообразных конструкций и мощности. Условно их разделяют на три большие группы:
Электролизеры малой мощности иа силу тока до 100 кА. Этот тип ванн оснащен одним самообжигающимся анодом с боковым подводом тока (БТ) и одноэтажным (напольным) размещением в корпусе (рис. 3.1). Это наиболее старые с конструктивной точки зрения электролизеры и доля их в мировом производстве алюминия невелика (по РФ около 15%).
Рис. 3.1.
Поперечный разрез электролизера
с самообжигающимся
анодом и боковым подводом тока: а -
схематическое изображение; б
- поперечный
разрез электролизёра;
1-катодные стержни
(блюмсы); 2-подовые
блоки; 3-набивныс
швы; 4- боковые плиты; 5-штыри; 6-трап;
7-тяга временной
подвески анода; 8- глиноземная течка;
9-механизм перемещения
анода; 10-ручка
открытия глиноземных бункеров; 11-анодные
стояки; 12-катодные спуски; 13- катодные
шины
Электролизеры средней мощности на силу тока 100-165 кА, оснащенные также одним самообжигающимся анодом с верхним подводом тока (ВТ) и преимущественно с размещением на отметке + 4,0 м. Этот тип ванн (рис. 3.2) осваивался в нашей стране в 60-70-е годы и на его долю в РФ приходится большая часть производственных мощностей (около 70%).
Рис.3.2. Электролизер с самообжигающимся
анодом и верхним подводом тока:
а - схематическое изображение; б
- поперечный разрез электролизера
1-огнеупорный
кирпич катодного устройства; 2-подовые
блоки; 3-жидкий
алюминий; 4-боковые
плиты; 5-катодный кожух; 6-электролит
7-корка электролита; 5-глинозем;
9-газосборный
колокол; 10-угольный
анод; 11-конус спекания; 12-жидкая
фаза анода; 13-анодный
кожух; 14- анодные
штыри; 15-анодные шины; 16-рама; 17-механизм
перемещения анода; 18-катодные стержни;
19-катодная
ошиновка

Электролизеры средней и большой мощности на силу тока от 160 до 400 кА и более, оснащенные предварительно обожженными анодами (ОА) (рис. 3.3). Количество анодов на электролизере зависит от его мощности. Размещение ванн преимущественно на отметке + 4,0 м. Это наиболее современный тип электролизеров, хотя именно с такого типа ванн небольших размеров начиналась история развития алюминиевой промышленности.

Рис. 3.3. Алюминиевый электролизер с предварительно обожженными анодами: а-схематическое изображение; б-поперечный разрез электролизера; в- корпус электролиза с поперечным расположением электролизёров на силу тока 180 кА (VAW, Германия)
В чем преимущества или недостатки того или иного типа электролизеров? Первые два из них, оснащенные самообжигающимися анодами, отличаются простотой конструкции и возможностью использовать для формования анода относительно дешевый материал - анодную массу. Использование для обжига тепла выделяющегося в электролизере. Отсутствуют какие-либо отходы от использования анодов в электролизном производстве. Не требуется больших инвестиций в производство анодной массы. Затраты на производство единицы продукции на электролизерах этого типа существенно ниже.
Недостаток электролизеров с самообжигающимися анодами состоит в том, что на них ограничены возможности повышения единичной мощности ванн, а также весьма затруднено использование средств механизации и автоматизации, в том числе систем автоматизированного питания глиноземом (АПГ). В электролитический алюминий поступает значительное количество железа из-за коррозии стальных штырей и газосборных секций, что ограничивает возможность получать алюминий высших сортов (особенно на электролизёрах ВТ). При обжиге анодов в атмосферу попадает значительное количество вредных для здоровья углеводородов - смол и газов. Кроме того система газо и пыле улавливания работает не эффективно из за мене удачной конструкции анодного узла.
Что касается третьего типа электролизеров (ОА), то они лишены этих недостатков. На этом типе электролизера возможно повышение мощности путём увеличения числа анодов и расширения геометрических размеров ванн. Электролизёр ОА более приспособлен для механизации и автоматизации технологических операций, а сбор и очистка анодных газов производятся с большей эффективностью, в газах нет смолистых веществ и углеводородов. На этом типе ванн больше возможностей получить алюминий высших сортов, в том числе марки А8.
В настоящее время все вновь строящиеся алюминиевые заводы оснащаются электролизёрами ОА на силу тока 275-350 кА. На электролизёрах этого типа при анодной плотности тока 0,85-0,88 А/см2 достигнут выход по току ~ 95%, удельный расход электроэнергии -13,3 кВт*ч/т А1, расход анодов 515/415 кг (брутто/нетто).
Фирма Alcan (Канада) планирует строительство опытного завода в Jonquiere с электролизёрами АР50 мощностью 500 кА. В настоящее время нет технических ограничений для создания ещё более мощного электролизёра. Например, моделирование МГД, термоэлектрических и механических параметров показывает, что электролизёры ОА могут работать при силе тока 740 кА и выше (A.Tabertaux).
В то же время себестоимость алюминия на электролизерах этого типа за счет больших инвестиционных затрат и высокой стоимости обожженных анодов на 10-15% выше. Другой проблемой можно считать образование анодных огарков, которые составляют 16-20% от массы анодов и требуют специальной обработки и утилизации в анодном производстве.
Постоянная модернизация и совершенствование конструкции позволяет успешно эксплуатировать все три типа электролизеров с использованием преимуществ каждого из них.
Как видно на рис. 3.1-3.3, на которых показаны основные типы электролизеров, принципиально алюминиевый электролизер любой конструкции состоит из катодного и анодного устройств, ошиновки (анодной и катодной) и вспомогательных конструкций, удерживающих или перемещающих отдельные узлы, а также устройств для сбора и отвода анодных газов (колокол, горелки, укрытия, балка-коллектор). Рассмотрим более детально конструктивные особенности основных типов электролизеров.

Анодное устройство
Электролизеры с самообжигающимися анодами.
Конструкция самообжигающегося анода как с верхним, так и с боковым подводом тока в значительной степени определяется особенностями механизма формования анода из анодной массы. В соответствии с этим анод разделяется на две зоны:
-верхнюю, состоящую из слоя расплавленной жидкой или размягчённой анодной массы;
- нижнюю, состоящую из слоя обожженной и затвердевшей анодной массы и называемую конусом спекания, т.к. форма его напоминает направленный вверх конус.
Одновременно с расходованием анода в процессе электролиза на поверхности конуса спекания идет непрерывное коксование анодной массы и наращивание конуса спекания по высоте. Тем самым обеспечивается непрерывность работы анода. Ток подводится к аноду с помощью стальных штырей, которые устанавливаются сбоку (БТ) или сверху (ВТ).
На рис. 3.4 схематически показано размещение токоподводящих штырей относительно конуса спекания самообжигающегося анода. На анодах с БТ штыри забиваются в жидкую часть анода ближе к конусу спекания под углом 8-15° к горизонту. Наклон штырей задается с целью выровнять электрическое сопротивление в центре и по периферии анода. Длина забитой части должна быть по возможности максимальной, что позволяет снизить потери напряжения в аноде.
Рис. 3.4. Схема
установки токоподводящих штырей в
само- обжигающихся анодах: а-боковой;
б-верхний подвод
тока; а: 1-
рама жесткости; 2-алюминиевая обечайка;
3-ребро; 4
-штырь; б:
1-стальной штырь;
2-алюминиевая штанга; 3-анодная
шина; 4- контактный
зажим; 5-анодная рама

По мере расходования анода штыри нижнего горизонта приближаются к электролиту и требуется их перемещение. С этой целью штыри нижнего ряда БТ извлекаются, а в ряд верхнего горизонта устанавливаются сменные штыри, охлажденные и очищенные от окалины. Во время извлечения штырей анод крепится к анодной раме с помощью временных тяг присоединённых ко второму ряду штырей. После извлечения нижнего ряда штырей, анодная рама подымается вверх, пока не войдет в контакт со вторым рядом штырей и не примет вес анода. После этого временные тяги убирают и второй ряд штырей становится первым. После извлечения нижнего ряда штырей и перетяжки анодной рамы в верхнюю часть анода забивается новый ряд штырей. Штыри располагаются по продольным и торцевым сторонам в 4-6 рядов, из которых два нижних проводят ток, а верхние находятся в зоне спекания массы, т.е. за пределами зоны электрической проводимости анода.
Ток к штырям подводится с помощью гибких алюминиевых или медных шинок, которые соединяют анодную шину со штырями с помощью клинового контактного устройства (рис. 113). Стальная рама, опоясывающая анод по периферии, служит одновременно частью анодного кожуха и устройством для подвеса анода. В нижней ее части имеются вертикальные ребра жесткости, между которыми устанавливаются штыри. К ребрам крепятся удерживающие стальные петли (сережки), на которые опираются два токоподводящих ряда штырей. Рама подвешивается на тросах (винтах или полиспастах) (рис. 111) к опорным колоннам несущей конструкции. Таким образом, анод удерживается и перемещается с помощью штырей, анодной рамы и тросов.

Рис, 113. Схема ошиновки электролизера средней мощности с боковым токоподводом, контакты сварные:
1—анодный стояк: 2—уравнительная шина; 3—анодные шины; 4—анод;
5—катодное устройство; 6—катодные стержни; 7—катодные спуски; 8— катодные шины; 9 — место шунтирования электролизера

Внутри анодной рамы устанавливается обечайка из алюминиевого листа, которая по мере продвижения вместе с анодом вниз наращивается. Обечайка вместе с рамой является формующей емкостью для анода и препятствует вытеканию анодной ассы из анода.
Укрытие электролизера БТ состоит из подъемных гофрированных штор, закрывающих продольные и торцевые стороны анода и ванну, привода подъема штор и колонн, на которые опирается анодная конструкция. Пространство над анодом укрывается металлическими крышками или оставляется свободным. При перетяжке рамы анод подвешивают на опорную конструкцию с помощью временных подвесок, которые крепят к нескольким штырям нижнего ряда.
На самообжигающихся анодах с верхним подводом тока (рис. 3.4, б) стальные штыри устанавливаются в аноде вертикально и соединяются с анодной шиной с помощью зажимов. На электролизерах ВТ используются составные сталеалюминиевые штыри, состоящие из стальных цилиндров с коническим основанием и алюминиевой штанги.
Использование алюминиевой штанги позволяет снизить электрическое сопротивление между шиной и анодом, уменьшить расход энергии.
Анодные штыри соединяются с анодной токоведущей шиной зажимами, принципиальная схема которых показана на рис.3.5. Прижим алюминиевой штанги к шине осуществляется за счет поворотного эксцентрика, который давит на прижимную колодку. Эксцентрик приводится в движение через штангу от гидропривода мостового крана. Анодные штыри являются токоподводящими и грузо- несущими элементами одновременно. За счет прочного сцепления стальной части штырей с обожженной частью анода вся масса анода удерживается в подвешенном состоянии.
Рис. 3.5. Зажим
для сталеалюминиевых штырей: i-штанга
поворотного механизма; 2-эксцентрик;
3-прижимная
колодка; 4-анодная
шина; 5-алюминиевая
штанга штыря
Угольный анод заключен внутри стального кожуха (анодной рубашки), снабженного по боковым сторонам стальными вертикальными ребрами для усиления жесткости и повышения теплоотдачи от анода (см. рис.3.2). Верхняя часть кожуха 13 крепится к раме 16 с помощью домкратов, а снизу по периметру кожуха размещается чугунный газосборный колокол 9, состоящий из отдельных секций. Для отсоса анодных газов из-под колокола к нему присоединены по углам два чугунных патрубка, по которым анодные газы направляются в горелки для дожигания содержащихся в них оксида углерода и смолистых продуктов коксования анода.
Анодный кожух сверху заполнен анодной массой, загружаемой в виде мелких брикетов и образующей в верхней части анода фазу размягченной анодной массы 12 толщиной 35-45 см по центру и 70-80 см по периферии. Для предотвращения выделения газов коксования и смол с поверхности размягченной массы на ней целесообразно поддерживать твердый слой брикетов, выполняющих роль затвора выделению газов. Ниже слоя размягченной массы образуется обожженная твердая фаза (конус спекания).
Кожух с анодной рамой опираются на П-образные стойки или специальные колонны, установленные между торцами соседних электролизеров. С помощью домкратов 17 анод может перемещаться в вертикальном направлении и строго фиксироваться относительно поверхности 3 жидкого алюминия, образуя междуполюсное пространство. При постепенном сгорании анода производится подъем анодной рубашки относительно самого анода и перестановка штырей на более высокий горизонт.
Предварительно обожженные аноды.
В отличие от самообжигающихся анодов этот тип анодов не является неотъемлемой частью конструкции электролизера и при срабатывании угольной части примерно на 2/3 по высоте анод вместе с анододержателем подлежит замене на новый. Как видно на рис. 3.6 а,б, на котором показан анодный блок с анододержателем в сборе, анододержатель состоит из вертикальной алюминиевой штанги и стальной траверсы (кронштейна) с несколькими ниппелями.
Стальной кронштейн и алюминиевая штанга не могут быть сварены напрямую. Для их соединения применяется так называемая сталеалюминиевая вставка, которая представляет собой две металлические пластины - стальную и алюминиевую, соединенные между собой сваркой взрывом. Между пластинами помещается барьерный слой из титановой фольги, который препятствует химическому взаимодействию железа и алюминия с образованием хрупкой прослойки интерметаллидов состава FenAlm. Интерметаллиды вызывают резкий рост электрического сопротивления и снижение механической прочности контакта.
Рис. 3.6. Обожженный
анод в сборе: а- анодное устройство в
сборе; б- установка
биметаллических
пластин и схема заливки ниппелей
Ниппели анододержателя соединяются с угольным анодом с помощью чугунной заливки.
После срабатывания анода угольный остаток (огарок) удаляется, а чугунная заливка раздавливается на специальной машине и также удаляется. После зачистки ниппелей анододержатель вновь используется для монтажа следующего анода.
Число устанавливаемых анодов зависит от мощности электролизера, но размещение их в плане ванны в любом случае производится в два ряда. Крепление штанги анододержателя к анодной шине выполняется с помощью механических зажимов.
С целью защиты анодов от окисления и снижения тепловых потерь анодный массив укрывается специальным укрывным материалом, состоящим из смеси глинозёма и оборотного электролита (более подробно в разделе 7.2.5).
Поскольку аноды размещены плотно друг к другу по продольным сторонам, то в образовавшуюся между ними щель также попадает укрывной материал, хорошо защищающий продольные стороны от окисления. В менее благоприятных условиях находятся торцевые аноды, одна из продольных сторон которых не закрыта глинозёмом и в меньшей степени защищена от окисления.
Катодное устройство
Катодное устройство электролизера любого типа представляет собой ванну, выложенную из углеграфитовых подовых блоков и бортовых угольных или карбидокремниевых плит. Вся конструкция заключена в металлический кожух. Между стенками кожуха и блоками размещается огнеупорная и теплоизоляционная футеровка. Специально изготовленные конструкционные материалы подины устойчивы против агрессивного воздействия расплавленного электролита и являются достаточно хорошими проводниками тока. Последнее обстоятельство особенно важно, т.к. подина служит одновременно и катодом.
В процессе электролиза происходит пропитка угольной и огнеупорной футеровок фтористыми солями, их разбухание и возникновение внутренних напряжений в конструкции катода. Для сохранения формы и функционального назначения катодного устройства металлический кожух ванны должен обладать устойчивостью против деформации, но иметь достаточную возможность компенсации расширения подины в процессе пропитки. С учётом этого требования конструкция катодных кожухов подразделяется на два типа: катоды с рамным кожухом, не имеющим днища, и катоды с кожухом, имеющим металлическое днище (рис. 3.7).
Рис. 3.7. Конструкция
катодных кожухов: а- рамный кожух без
днища: 1-кожух;
2-швеллерные балки; 3-анкерное
крепление;
б-
контрфорсный кожух с днищем: 1-кожух;
2-контрфорсная балка; 3-
стягивающая шпилька; 4-распорная балка;
в- шпангоутный кожух с днищем:
1-кожух; 2-шпангоутное устройство;
5-распорная балка
Катодное устройство с кожухом рамного типа размещается на цоколе из нескольких рядов огнеупорного шамотного и красного кирпича. Назначение цоколя состоит в том, чтобы предохранить фундамент (из огнеупорного бетона) от высоких температур и создать необходимую тепловую изоляцию подины. Кожух крепится к фундаменту с помощью анкерных лап, которые удерживают кожух от смещения под воздействием вертикальных усилий, возникающих из-за расширения футеровки в результате пропитки фтористыми солями. Анкерное крепление - очень важный узел катодного устройства. Отрыв катодного кожуха от анкеров приводит к деформации катодного узла и быстрому выходу электролизёра из строя.
Катодными кожухами рамного типа (без днища) оснащаются преимущественно электролизеры БТ небольшой мощности и электролизеры ВТ на 120 -130 кА. Основным недостатком такой конструкции следует считать сложность капитального ремонта электролизера. При каждом ремонте разборка цоколя может производиться только на месте, занимая продолжительный период времени.
Более удобны с этой точки зрения катодные устройства, оснащенные кожухами с днищем. Применяют несколько конструкций кожухов с днищем: цельносварные контрфорсные, шпангоутные с вертикальными и наклонными стенками, рамно-шпангоутные. На рис.3.7,б,в приведена принципиальная схема кожухов контрфорсного и шпангоутного типа.
Основным элементом конструкции кожуха контрфорсного типа с днищем можно считать наличие вертикальных балок (контрфорсов), размещенных вдоль продольных стенок. Контрфорсы удерживают стенки кожуха от деформации. В своей средней части контрфорсы с помощью шпилек жестко соединены с днищем, а в нижней части между противоположно расположенными балками размещены распорные железобетонные балки. Верхняя часть контрфорсов упирается в борта стального кожуха, осуществляя обжатие их по всей длине продольной стенки.
Продольные и торцевые стенки кожуха сделаны в виде сплошного листа толщиной 8-10 мм и усилены по высоте продольными поясами жесткости. Сам кожух свободно, без жесткого крепления укладывается на опорные П-образные балки. Контрфорсы равномерно распределены между выходными окнами для блюмсов катодного кожуха, т.е. между выступающими концами блюмсов.
Отличие катодного кожуха шпангоутного типа состоит в том, что жесткость его конструкции обеспечивается системой шпангоутов, напоминающих ребра остова морских судов и имеющих большой момент сопротивления распирающим усилиям между противоположными стенками футерованного кожуха.
Бортовые стенки и днище в кожухах шпангоутного типа изготовлены из листовой стали толщиной 14-20 мм и сварены по всему периметру кожуха. Сами шпангоуты установлены с шагом, равным ширине подового блока (как и в контрфорсном кожухе). Верхняя часть шпангоутов по всему периметру кожуха связана с поясом жесткости, сделанным из стального профиля или листа. В некоторых конструкциях шпангоутные кожухи изготовляются с наклонными продольными стенками с углом наклона 15-22°, повторяя конфигурацию ванны с наклонной бортовой стенкой.
Достоинством кожухов шпангоутного типа можно считать повышенную жесткость их конструкции, что позволяет повышать единичную мощность алюминиевого электролизера и увеличивать срок службы до 80-90 мес. против 50-60 мес. с контрфорсными катодными устройствами. Однако чрезмерная жесткость конструкции кожуха может иметь и отрицательные последствия и способствовать разрушению подин. Использование шпангоутного кожуха следует совмещать с применением катодных блоков с высоким содержанием графита, имеющих низкий коэффициент теплового расширении, а также точно рассчитывать компенсационные засыпки.
Свободная установка кожухов на опорные балки позволяет существенно упростить капитальный ремонт с вывозом катодного устройства ремонтируемой ванны в специализированные ремонтные цехи.
Футеровка катодного кожуха
Основу катодной футеровки алюминиевой ванны составляют угольные катодные блоки, подводящие ток стальные стержни (блюмсы), соединенные с блоками с помощью чугунной заливки или специальной склеивающей пасты. Заделка блюмсов может быть однопазовая или двухпазовая (рис. 3.8).
В последнем варианте заделки, применяемом для электролизеров большой мощности, удается заметно снизить перепад напряжения в подине.
Катодные блоки изготавливают из углеродных материалов, в основе которых лежит электрокальцинированный (прокаленный в электрических печах сопротивления) антрацит и связующий материал - каменноугольный пек. Углеродная масса смешивается, прессуется на прошивных прессах или формуется на вибромашинах. Полученные «зеленые» блоки обжигают при температуре 1150-1200°С, после чего они приобретают свойства термической устойчивости, сопротивления агрессивному воздействию расплавленного электролита и алюминия, а также необходимую электрическую проводимость.
Рис.3.8. Однопазовая (а) и двухпазовая
(б) схемы заделки
токоподводящих стержней в угольные
катодные блоки
В последние годы в состав шихты стали вводить добавки искусственного графита, что повышает электропроводность катодных блоков и способствует их устойчивости против пропитки электролитом, «разбухания» материала. На отечественных предприятиях производят блоки с добавкой 25-30% графита, испытываются блоки с 50 и 70% графита.
Некоторые зарубежные предприятия стремятся полностью заменить антрацит на графит и в качестве наполнителя используют 100% графита (графитовые блоки). Другие предприятия производят блоки из нефтяных «игольчатых» коксов, затем обжигают их и графитизируют, доводя содержание графита почти до 100% (графитизированные блоки).
Подобные усовершенствования дают возможность снизить удельное электрическое сопротивление (УЭС) с 30-50 мкОм*м у блоков рядового состава до 18-20 мкОм*м у графитовых блоков и до 12-13 мкОм*м у графитизированных. Относительное расширение («разбухание») в электролите при этом снижается соответственно с 1,0 до 0,3 и 0,03 %. Последний фактор предохраняет подину от деформации и способствует повышению срока службы электролизера.
Препятствием для широкого использования графитовых катодных блоков является их низкая устойчивость к истиранию. Поэтому большая часть специалистов склоняется к тому, что рациональнее использовать блоки с 70- 80% графита (остальное антрацит), что повышает их устойчивость к истиранию.
В качестве бортовой футеровки используют боковые угольные блоки толщиной 200 мм, произведенные на основе антрацита. Однако все шире используются плиты толщиной 65-100 мм на основе термостойкого материала - карбида кремния. Несомненным преимуществом карбидокремниевых плит является то обстоятельство, что они не электропроводны и исключают работу ванны «в борта». Они не окисляются в агрессивной среде, практически не пропитываются электролитом. Толщина карбидокремниевых плит в 2-3 раза меньше толщины угольных блоков, что позволяет уменьшить размеры и массу электролизера.
Цокольная часть катодного устройства выкладывается из огнеупорного и теплоизоляционного кирпича, как показано на рис. 3.9. Для кожухов без днища нижнюю часть цоколя выкладывают тремя-четырьмя рядами красного кирпича, верхнюю - тремя рядами огнеупорного шамотного кирпича, т.к. температура в этой части цоколя составляет 700-900°С. Ниже располагается бетонный фундамент и выравнивающая подсыпка на его поверхности (рис. 3.9,а).
Цокольная часть катодного кожуха с днищем отличается большей сложностью, т.к. требует более тщательной тепловой изоляции днища кожуха (рис. 3.9,6). Для этого используются целый ряд специальных материалов и так называемая дифференцированная система футеровки. На дне металлического кожуха размещается тонкий слой выравнивающей подсыпки из дробленого шамота или крупнозернистого песка. На него укладывают 2-3 ряда (130-200 мм) теплоизоляционного кирпича, например диатомита.
В последние годы всё большее распространение получают легковесные крупногабаритные плиты из силиката кальция или вермикулита, имеющие коэффициент теплопроводности не более 0,15 Вт/(м*К), Следует отметить очевидные преимущества вермикулитовых плит, которые являются не только прекрасным теплоизоляционным материалом, но и термически устойчивы до 900-1000°С, более устойчивы против смачивания и пропитки электролитом. Большие размеры плит (например, 1000x2000 мм) позволяют ускоренно вести футеровочные работы.
Рис.3.9 Огнеупорная и теплоизоляционная
футеровка катодного кожуха алюминиевого
электролизера: а - футеровка кожуха
без днища: 1-стальной
кожух; 2- цоколь; 3-бетонный
фундамент; 4-анкерные
лапы; 5- электроизоляционная втулка;
6-анкерный колодец; 7-подсыпка; 8 -
красный кирпич; 9- огнеупорный
шамотный кирпич;
б - дифференцированная
футеровка катодного кожуха с днищем:
1-выравнивающая
подсыпка; 2-теплоизоляционный
кирпич; 3-шамот;
4-СБС; 5-угольные
блоки; 6-чугунная заливка; 7- катодный
стержень; 8-набойка
из подовой массы; 9-бортовая засыпка;
10-бровка;
11-бортовые плиты;
12-выравнивающий слой засыпки бортовых
плит; 13-фланцевый
лист
Поверх слоя теплоизоляции укладывается ряд легковесного шамотного кирпича и далее 2-3 слоя шамота. Если для теплоизоляции используются вермикулитовые плиты, то поверх их можно устанавливать 3 слоя шамота.
В последние годы находит применение специальный сорт шамотного кирпича, называемого «барьерный». Этот кирпич отличается низкой пористостью (особенно сквозной или проходной), которая составляет менее 14%, и низкой проницаемостью для расплава электролита и металла. За счет высокого содержания муллита ЗА12O3 *SiO2 (более 30%) «барьерный» кирпич химически более устойчив к воздействию фтористых соединений.
На поверхности огнеупорной кладки накатывается слой подовой массы (угольная подушка) или помещается слой так называемой сухой барьерной смеси (СБС), состоящей из смеси глинозема, силикатов, оксида кальция и магния. Иногда применяют дроблёное стекло. Этот слой также выполняет барьерные функции для расплава и одновременно служит выравнивающим слоем под катодные блоки.
На большинстве предприятий используют упомянутую выше дифференцированную теплоизоляционную футеровку цоколя. Задача такой футеровки состоит в том, чтобы не допустить мощные горизонтальные потоки тепла вдоль катодных блоков и блюмсов, имеющих высокую теплопроводность. С этой целью теплоизоляционный кирпич выкладывается по всей периферии катодной части, включая цоколь и торцевую часть катодных блоков. Тем самым удается избежать охлаждения угольной подины, образования длинных, уходящих под анод настылей.
В самом цоколе теплоизоляционный кирпич выкладывается ступенькой, как это показано на рис 3.9,б. Что касается центральной части подины, то её тепловая изоляция обеспечивает сохранение достаточной температуры рабочей поверхности (950-960°С).
Катодные блоки размещаются на угольной подушке или на слое СБС таким образом, что концы блюмсов выступают наружу через окна в катодном кожухе. Блоки по длине имеют два размера, например 2200 и 1600 мм. В один ряд укладываются два блока разной длины, чтобы в сумме получить 3800 мм. Укладка ведется в перевязку, т.е. два соседних блока имеют разную длину. Это позволяет иметь центральный шов по длинной оси ванны не сплошной, а в перевязку, что обеспечивает дополнительную прочность подины.
На электролизерах большой мощности используют длинные сплошные катодные блоки и соответственно сплошные блюмсы. Такой блок укладывается от борта до борта, а набивного шва по центру подины в них удается избежать. Преимущество сплошных блоков очевидно как с точки зрения прочности подины, так и более равномерного распределения тока в ней. В последние годы сплошные блоки находят все большее применение также на электролизерах средней и малой мощности. Трудность заключается в процедуре установки сплошных блоков. Они не умещаются в кожух по длине и кожухи приходится делать разъёмными с одной из продольных сторон.
После установки катодных блоков по периферии цоколя выкладывают пояс из шамотного кирпича (бровку), тщательно подгоняя кирпич к выступающим над цоколем блюмсам. Назначение бровки - создание плотной среды вокруг катодных стержней, препятствующей проникновению воздуха к угольной футеровке и просачиванию расплава к катодным стержням. Бровка служит также основанием для установки боковых плит. В ряде случаев бровка делается составной: наружная стенка выкладывается из теплоизоляционного кирпича, внутренняя со стороны блока - из шамота. Эго усиливает тепловую изоляцию в направлении наибольших тепловых потоков.
На бровку устанавливаются бортовые плиты. Если это угольные боковые блоки, то между ними и стенкой кожуха помещается заливка огнеупорным бетоном или засыпается молотый шамотный порошок. Карбидокремниевые плиты наклеиваются к стенке кожуха с помощью пасты, содержащей аналогичные плитам компоненты. Пространство между бровкой и подовыми блоками заполняется набоечной массой в виде периферийного шва.
Ширина шва между подовыми блоками составляет, как правило, 30-40 мм. Швы набиваются углеродной подовой массой и обжигаются перед пуском ванны или в процессе её обжига в серии, что превращает подину в монолит. Подовая масса изготовляется смешением прокаленного антрацита (наполнитель) и каменноугольного пека (связующий материал). Для снижения температуры размягчения набиваемой массы и проведения набойки при низких температурах применяют добавку легкоплавких масел. Последний фактор очень важен, т.к. позволяет производить набойку швов без предварительного подогрева. Такая масса носит название холоднонабивной. Если используют блоки с высоким содержанием графита, то применяют другой сорт набоечной массы, содержащей графитовый компонент.
В верхней части кожуха, над бортовыми плитами устанавливается толстая стальная пластина - фланцевый лист, предохраняющий бортовой блок от механического воздействия инструментом или обрабатывающей техникой. Фланец крепится к кронштейнам, приваренным к кожуху.
Когда подина полностью смонтирована, для снижения перепада напряжения в контакте алюминий-угольный блок поверхность подины можно обработать веществами, способствующими смачиванию угля алюминием. Это позволяет уменьшить перепад напряжения в контакте жидкий алюминий-подина на 30-50 мВ. Для этого готовятся пасты на основе боридов и карбидов титана и циркония, которые тонким слоем наносятся на подину. В отечественной промышленности это направление еще не получило должного развития, но достаточно успешно развивается рядом американских и австралийских фирм.
Пропитка угольной футеровки
Пропитка подины расплавленными солями является серьёзной проблемой промышленного электролизера. Жидкий алюминий, имеющий большое поверхностное натяжение на границе с углем, не смачивает катодные блоки. В отличие от алюминия электролит, поверхностное натяжение которого значительно меньше, хорошо смачивает футеровку и пропитывает её.
Находящийся на подине металл не может защищать футеровку от пропитки, т.к. электролит проникает под металл. Подина впитывает к концу службы электролизера до 40% от её массы. Пропитка идет избирательно: свыше 70% пропитывающего расплава состоит из NaF.
Большое влияние на скорость пропитки оказывают растворенные в электролите А12O3 и алюминий. Этот эффект можно объяснить тем обстоятельством, что растворённый алюминий и его оксид снижают поверхностное натяжение на границе с углем и повышают смачивание, т.е. являются поверхностно-активными веществами. Пропитка идет по крупным порам и снижается по мере уменьшения диаметра пор. В меньшей степени проникают кислые электролиты, смачивание которыми значительно ниже.
По современным воззрениям одной из важнейших причин выхода из строя угольных подин можно считать проникновение парообразного натрия в кристаллическую структуру углерода. В результате проникновения натрия происходит усиленное разбухание подин, их деформация и разрушение. Проникновение натрия замедляется при использовании кислых электролитов.
В большей степени смачиванию солями и проникновению натрия противостоят графиты. Все это говорит о целесообразности применения катодных материалов с высоким содержанием графита.
Ошиновка электролизера
Важнейшей составной частью электролизера является ошиновка, обеспечивающая не только подвод тока к ванне, но и определяющая магнитное поле в расплаве.
Еще в середине 60-70 гг. прошлого века наиболее широкое применение находили шины сечением 250x29 мм. Однако с вводом в работу электролизеров ВТ для анодной ошиновки начали применять шины сечением 310x35 мм, а затем и 430x50 мм. Для катодной ошиновки практически на всех вновь вводимых корпусах катодная ошиновка изготавливалась из шин сечением 430x60 мм. В настоящее время, в связи с увеличением силы тока, находят применение шины значительно большего сечения, вплоть до 800x150 мм. Очевидно, что применение шин большого сечения экономически выгоднее, как с точки зрения их изготовления, так и их монтажа.
При выборе ошиновки электролизеров следует иметь в виду следующее:
-
в настоящее время материалом для шин служит алюминий, температурный коэффициент электрического сопротивления которого равен 0,004. Это означает, что при изменении температуры шин на 10 °С, его сопротивление изменяется на 4%;
-
при конструировании катодной ошиновки желательно подключать равное количество блюмсов. Это позволит улучшить распределение тока по шинам и снизить потери энергии в них;
-
гибкую часть ошиновки следует располагать так, чтобы она была доступна для обозрения. Так, например, на электролизерах ВТ типа С8Б и С8БМ гибкая часть ошиновки расположена между электролизерами и ниже уровня днища катодного кожуха. Ее недостаточная гибкость в сочетании с увеличенным подъемом анодной рамы приводит к тому, что ошиновка имеет возможность касаться катодного кожуха, шунтируя часть тока. Кроме того, установлено, что чрезмерный подъем анодной рамы приводит к надрывам в отдельных лентах гибкой части;
-
ошиновка должна быть надежно изолирована от "земли" с целью уменьшения величины утечек тока.
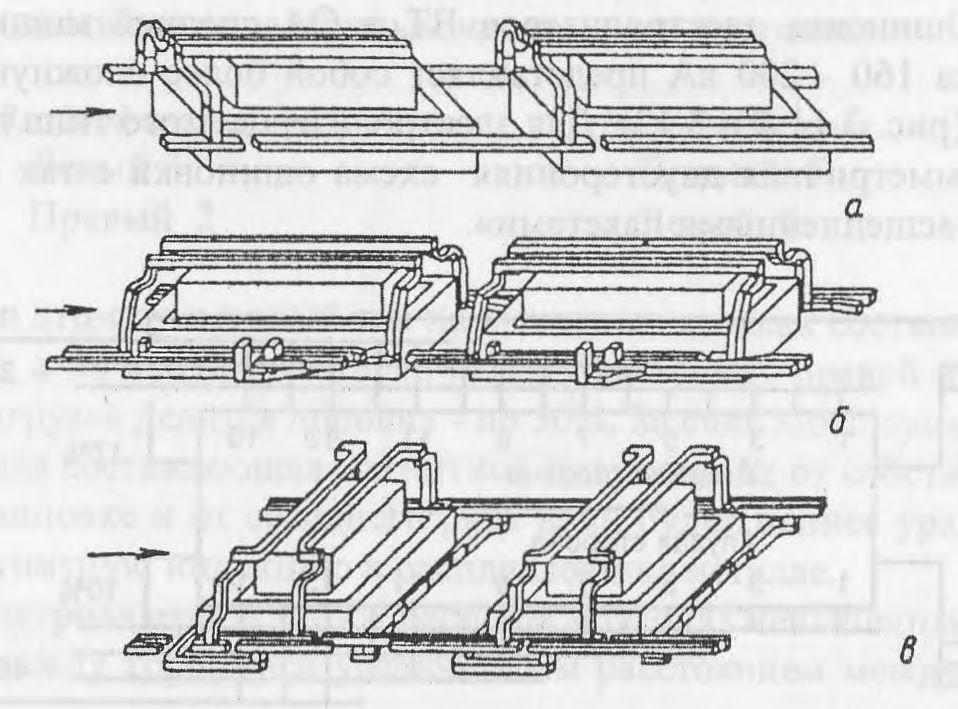
Рис. 3.11. Схемы ошиновки электролизеров: а - односторонний подвод тока к аноду (продольное расположение в корпусе);
б - двусторонний подвод тока к аноду (продольное расположение);
в - двусторонний подвод тока к аноду (поперечное расположение)
На рис 3.11 приведены наиболее распространенные схемы ошиновки в зависимости от типа электролизера, его мощности и расположения в корпусе. Влияние магнитного поля существенно возрастает по мере повышения мощности ванн и токовой нагрузки на серию электролиза. Электролизеры малой мощности (рис. 3.11,а) в силу относительно низкой напряженности магнитного поля, небольшой плотности горизонтальных токов и ограниченного объема жидкого металла не требуют чрезмерного усложнения ошиновки. Хорошие результаты при электролизе достигаются даже при одностороннем отводе тока от катода и одностороннем подводе тока к анодной ошиновке. Располагаться в корпусе такие электролизеры могут продольно по два или четыре ряда, что существенно не отражается на взаимном воздействии магнитных полей.
Ошиновка электролизеров ВТ и ОА средней мощности на силу тока 160 - 200 кА представляет собой более сложную конструкцию (рис. 3.11, б). Для электролизеров этого типа применяется асимметричная двусторонняя схема ошиновки с так называемыми «расщепленными пакетами».
При этом с каждой продольной стороны ванны ток отводится от группы блюмсов самостоятельным пакетом. Пакеты, отводящие ток от первой (по направлению движения тока) половины электролизера, направляются к ближайшим стоякам следующего электролизера, а от второй половины - к дальним стоякам. Соединение дальних стояков со второй половиной пакетов предыдущей ванны производится за счет шин, которые носят название обводных.
Таким образом, катодные шины с каждой стороны ванны оказываются разделенными («расщепленными») на два участка. «Расщепление» катодной ошиновки дает возможность более равномерно отводить ток с отдельных участков катодного устройства. Электролизеры в серии располагаются с уменьшенным расстоянием между торцами и увеличенным расстоянием между рядами.
Для электролизеров большей мощности (более 200 кА) перечисленные конструктивные усовершенствования оказываются недостаточными, и приходится использовать более сложный набор технических решений. Наиболее эффективное из них - поперечное размещение электролизеров в корпусе. Это позволяет резко снизить вклад напряженности магнитного поля от катодной ошиновки. Изменяя число стояков, число блюмсов, соединенных с каждым стояком, пропуская шины под катодом, а также меняя их уровень и приближая к кожуху, можно достичь сбалансированного и устойчивого магнитного поля.
Следует отметить, что при поперечном расположении электролизеров наибольшее влияние на магнитное поле оказывают токи, направленные вдоль бортов по длинной стороне электролизеров. Снижение вредного воздействия этих токов достигается более тщательным секционированием катодной ошиновки, применением двухпазовых катодных блоков, а также переходом от контрфорсного к шпангоутному катодному кожуху.
Катодная ассимитричная ошиновка электролизера С-8БМ
На рисунке 7.8 приведена развернутая схема участка серии, состоящего из двух рядом расположенных электролизеров.
Ток к электролизеру подводится 14-ю шинами размерами 430 х 60 мм, общее сечение которых 361200 мм2. При токе 170 кА, средняя плотность тока в ошиновке составляет 170000/361200 = 0,47 А/мм2. По имеющимся сведениям, в зарубежной практике плотность тока в ошиновке, как правило, не превышает 0,4 А/мм2.
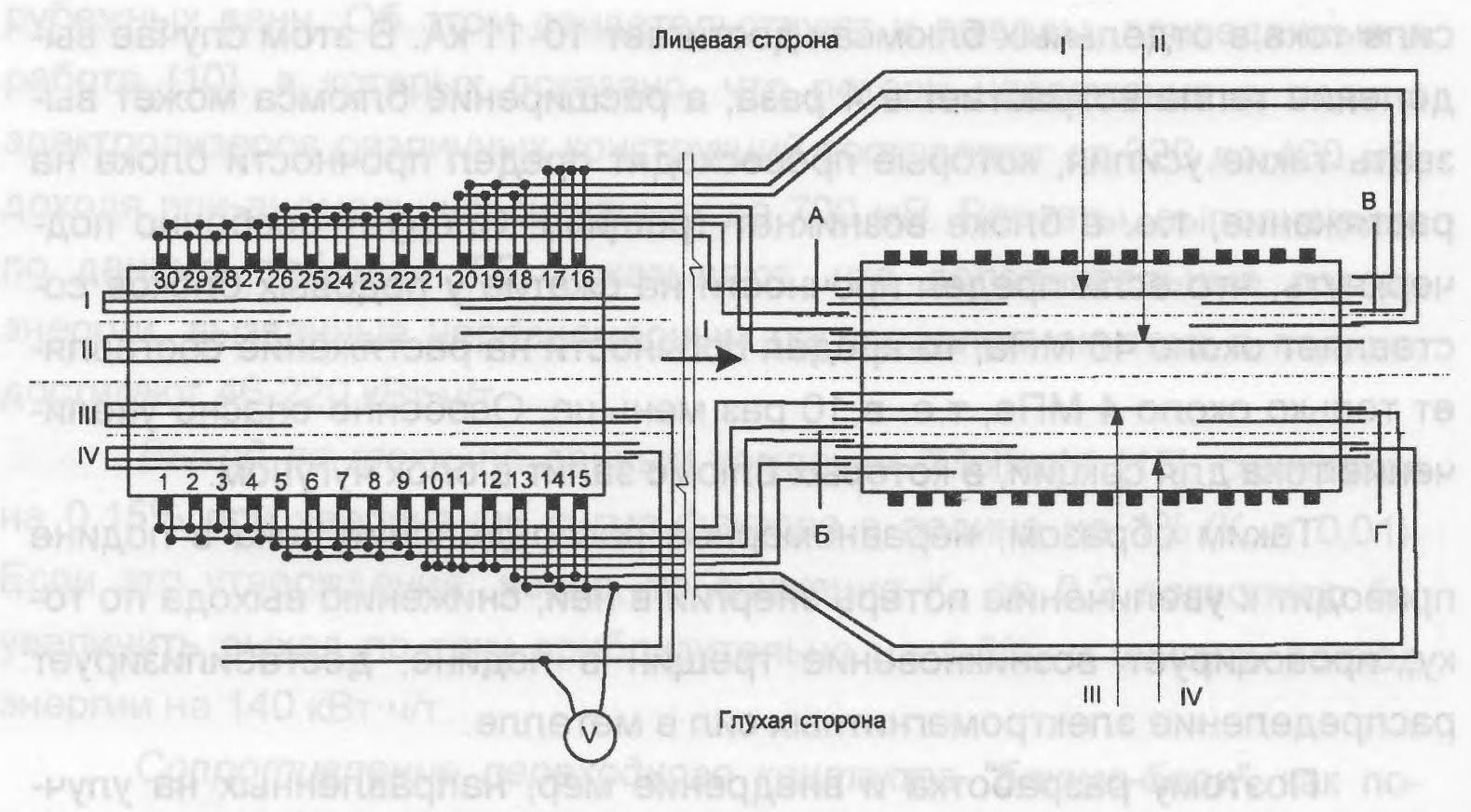
Рисунок 7.8 - Развернутая схема ошиновки электролизеров С-8БМ
Катодные шины делятся на 4 пакета (стояка), каждый из которых через узлы А, Б, В и Г подсоединен к анодной ошиновке. Стояки состоит из разного числа шин, и к ним подключено разное количество блюмсов, т.е. ошиновка асимметрична. Это вызвано необходимостью оптимизации магнитного поля в расплаве, что подробно рассматривается в следующем разделе. Распределение тока по стоякам, рекомендованное "ВАМИ" ("Всероссийский алюминиево-магниевого институт"), и рассчитанное по данным рисунка 7.8 при равномерном распределении тока по блюмсам, приведены в таблице 7.7.
Таблица 7.7 - Распределение шин и тока по стоякам
|
Показатели |
Стояки, подключенные к узлу |
|||
|
А |
Б |
В |
Г |
|
|
Количество шин в стояке |
4 |
5 |
3 |
2 |
|
Сила тока в стояке, расчетная,% |
28,6 |
35,7 |
21,4 |
14,3 |
|
Сила тока в стояке, (ВАМИ),% |
33 |
40 |
17 |
10 |
Если распределение тока по блюмсам равномерно, то ошиновка, приведенная на рисунке 7.8, обеспечивает заданное распределение тока по стоякам, но плотность тока в отдельных шинах недопустимо высока (до 0,66 А/мм2), из-за чего потери мощности возрастают на 6,5%.
Анодная ошиновка электролизеров С-8БМ
Анодная ошиновка электролизеров С-8БМ выполнена из 16 шин размерами 430 х 50 мм. (рисунок 7.9), общее сечение которых составляет 344000 мм2, и при токе 170 кА, плотность тока в ней составляет 0,494 А/мм2, что выше, чем в катодной ошиновке. В настоящее время эти электролизеры на некоторых заводах работают на силе тока 173 кА, а плотность тока возросла до 0,502 А/мм2, что превышает все мыслимые нормы.
К узлам анодной ошиновки (А, Б, В и Г) подключены стояки, идущие от катодной ошиновки предыдущего по ходу тока электролизера, к каждой шине которых подсоединено разное количество блюмсов. Это приводит к тому, что плотность тока в шинах, подходящих к узлам анодной ошиновке различна (таблица 7.8).
Анодная ошиновка состоит из четырех параллельных ветвей (I, II, III, IV), к каждой из которых подсоединяются по 18 анодных штырей. Как видно на рисунках 7.8 и 7.9, а также в таблице 7.9, к ветвям анодной ошиновки подключено разное количество блюмсов. Но если узлы А, Б, В и Г хорошо сварены и имеют надежный электрический контакт, то количество блюмсов, подключенных к левой (ветви I и II) и правой (ветви III и IV) половинам анода, будет одинаково и равно 15.

Рисунок 7.9 - Анодная ошиновка электролизера С-8БМ
Таблица 7.9
Количество блюмсов, подключенных к анодным ветвям
|
Узел |
Кол-во шин в стояке, шт. |
Кол-во блюмсов, подключенных к стояку, шт. |
Кол-во блюмсов, подключенных к анодной ветви, шт. |
|||
|
I |
II |
III |
IV |
|||
|
А |
4 |
10 |
4 |
6 |
- |
- |
|
Б |
5 |
12 |
- |
- |
4 |
8 |
|
В |
3 |
5 |
3 |
2 |
- |
- |
|
Г |
2 |
3 |
- |
- |
1,5 |
1,5 |
|
Итого |
14 |
30 |
7/23,3 |
8/26,7 |
5,5/18,3 |
9,5/31,7 |
Примечание: В знаменателе указан ток в ветви (%), при условии его равномерного распределения по блюмсам
Конфигурация анодной ошиновки (рисунок 7.9), с точки зрения распределения тока в ней, крайне неудачна. Плотность тока в ошиновке перед первым токоведущим штырем каждой ветви I-IV, соответственно, составляет 0,65; 0,79; 0,67 и 0,39 А/мм2. Такое неравномерное распределение тока приводит к повышенным потерям энергии и дополнительные потери мощности составляют 5,3%.
Пути оптимизации ошиновки
Таким образом, неравномерное распределение тока в подине и ошиновке автоматически передается на анод следующего электролизера. Но прежде чем рассматривать возможные пути оптимизации ошиновки, еще раз следует обратить внимание на недопустимо высокую плотность тока и, особенно, в анодной ошиновке. Положение усугубляется еще и тем обстоятельством, что в последние годы, в связи с переводом технологии на "кислые" электролиты, резко возросла сила тока практически на всех заводах. Это привело к тому, что средняя плотность тока уже достигает 0,5 А/мм2, что крайне неэкономично.
К настоящему времени ошиновка электролизеров на большинстве электролизеров давно превысила нормативный срок службы и приносит дополнительную прибыль, и поэтому логично было бы использовать эту прибыль для увеличения сечения ошиновки. В условиях же безудержного роста цен на электроэнергию необходимо пересчитать экономически выгодную плотность тока в ошиновке, которая, по-видимому, не должна превышать 0,4 А/мм2.
Конструкция катодной ошиновки на электролизерах С-8БМ на подавляющем большинстве электролизеров выполнена шинами сечением 430x60 мм. Такая конструкция ошиновки требует больших расходов на обслуживание, занимает много места и пр. Однако, по мнению [18], более рациональна алюминиевая ошиновка в виде полос большого сечения, свариваемых с торца, преимуществами которой являются дешевизна, компактность, легкость монтажа, простота обслуживания и доступность для наблюдения. По этим же данным, для токо- провода длиной 400 м применение полос большого сечения (1500x300 мм) вместо шин 325x70 мм позволяет снизить капитальные затраты на монтаж в 1,5 раза.
Конструкция анодной ошиновки, как показано выше, не оптимальна и, безусловно, требует замены. В анодной ошиновке сила тока изменяется по длине, и поэтому изменяются потери энергии в каждом участке шины. Поэтому удобно ввести понятие об эквивалентном (с точки зрения потерь мощности) сечении шины, которая обеспечит такие же потери, которые были бы при равномерном токе в шине.
Наиболее удобно ошиновку ветви изготавливать из одной шины, и ее сечение SB можно принять равным 1/3 сечения шины на входе от стояка к анодной ошиновке Sc [20]. Если принять, что ток на 5- шинном стояке равен 40% от общего тока, то на каждую ветвь придется 20% общего тока. При токе 160 кА это составит 32 кА, а при плотности тока 0,35 А/мм2 Sc = 32000/0,35 = 91430 мм2, и в этом случае SB = 91430/3 = 30500 мм2. Если принять ширину шины равную, например, 600 мм, то ее толщина составит чуть больше 50 мм. Такая ошиновка будет технологична в изготовлении и заметно упростит конструкцию узла "стояк-анодная шина".
Контакт "стояк-анодная шина" на большинстве электролизеров выполняют сваркой. Практика показывает, что после проведения капитального ремонта электролизера, сварку этого узла приходиться вести в условиях мощных магнитных полей, которые воздействуют на дугу и резко ухудшают ее качество.
На подавляющем большинстве зарубежных заводов этот узел выполняется сборным на болтах, что обеспечивает невысокий перепад напряжения, надежность в работе и простоту сборки и разборки при проведении капитальных ремонтов.
Опытные конструкции ошиновки на "КрАЗе", выполненные с применением болтовых контактов, производят приятное впечатление, так как просты в изготовлении и удобны в работе. Для снижения потерь мощности в узлах тяжелой ошиновки рекомендуется возвратиться к сборным болтовым контактам и применению сварки в среде аргона.
Распределение тока по анодному узлу неравномерно и не стабильно во времени, основной причиной этого является отсутствие металлической связи между I-II и III-IV ветвями анодной ошиновки. Необходимость установки перемычек между ветвями ошиновки была обоснована еще в 80-е годы [4], а в работах [11, 21] показано, что зарубежные электролизеры, расположенные в корпусе продольно, оснащены такими перемычками.
Перемычки между рядами анодных шин необходимы и на электролизерах с обожженными анодами, так как при замене анодных блоков резко нарушается распределение тока. Удачная конструкция таких перемычек применена на электролизерах "СаАЗа", а на электролизерах с обожженными анодами на "КрАЗе" используется другая, но не менее удачная конструкция.
Электромагнитные и газо-гидродинамические явления в электролизере
На технологический режим и технико-экономические показатели работы электролизеров значительное влияние оказывают процессы тепло- и массопереноса, определяемые гидродинамикой расплава [1], которая влияет на растворение и транспорт глинозема, потери металла, усреднение состава электролита, формирование температурного поля и рабочего пространства ванны, теплообмен в ней и потери тепла в окружающую среду. Причем роль гидродинамических процессов резко возрастает с увеличением размеров и мощностей электролизера.
Гидродинамические потоки расплава в электролизере формируются в результате совместного воздействия трех сил: газогидродинамической, электромагнитной (пондеромоторной) силы и конвекции, обусловленной наличием температурных и концентрационных градиентов. Электромагнитные силы в расплаве возникают в результате взаимодействия магнитного поля, создаваемого током, протекающим по конструктивным элементам электролизера, с токами, проходящими через электролит и металл. Выделяющийся на аноде диоксид углерода в виде пузырьков, их рост и движение по подошве анода и в пространстве "борт-анод", являются причиной возникновения газогидродинамических сил. Рассмотрим особенности возникновения этих процессов в промышленных электролизерах.
Газовая гидродинамика
В современных мощных электролизерах на силу тока 200- 300 кА с подошвы анода выделяется 3,3-5 м3/мин. газа. Даже при отсутствии электромагнитных сил и свободной конвекции, под воздействием таких объемов выходящих из-под анода газов, образуется мощное движение двухфазного газожидкостного течения в междуполюсном зазоре и пространстве "борт-анод", которые практически не поддаются расчету.
Центрами образования газовых пузырьков являются неровности на аноде. Газовая фаза под анодом в зависимости от ряда факторов, находится в виде пузырьков или протяженных пленок, но может иметь место и комбинация этих структур. Толщина пленок мало зависит от плотности тока и составляет около 5 мм для анодов Содерберга, и 3-4 мм для обожженных анодов. Скорости перемещения по подошве анода пузырьков и пленок зависит от их размеров - чем они крупнее, тем выше их скорость, которая составляет от 6-8 см/с для маленьких пузырьков, и до 20-25 см/с для больших пузырей [2].
Количество газа, находящегося в расплаве (газонаполнение), зависит от многих причин. Для электролизеров Содерберга на 150-160 кА составляет около 45%. С увеличение глубины погружения анода газонаполнение заметно возрастает, а с повышением температуры, наоборот, газонаполнение уменьшается.
Электромагнитные силы в электролизере
Изучение магнитных полей в алюминиевых электролизерах и применение полученных результатов в практической деятельности было одним из главных факторов улучшения выхода по току и сокращения потребления энергии при производстве алюминия, достигнутые за последних два десятилетия [3, 4]. В этом разделе рассмотрены основы электромагнетизма в приложении к производству алюминия электролизом. Более подробные сведения можно найти в многочисленных публикациях, в журналах и научно-технических сборниках.
Прежде чем приступить к изучению влияния магнитного поля на работу алюминиевого электролизера, рассмотрим определение параметров и понятий, которые специфичны при изучении электромагнетизма.
Магнитные свойства материалов. Известно [5], что все вещества в отношении их магнитных свойств делятся на три группы: диамагнитные, парамагнитные и ферромагнитные. У диамагнитных веществ относительная магнитная проницаемость μr немного меньше единицы (Сu, Bi), а у парамагнитных веществ μr - немного больше единицы (Al, Si, С, Mg, Na, Li). У ферромагнитных веществ (Fe, Ni, Со) μr много больше единицы и доходит до 104, а у некоторых материалов даже до 106. Согласно существующей классификации все вещества делятся на: ферромагнитные, у которых μr много больше единицы, и неферромагнитные, у которых μr практически равно единице [5].
Магнитное поле - особое состояние материи. На проводник с током, помещенный в магнитное поле, действует сила, прямо пропорциональная вектору тока.
Связь магнитного поля с током. Магнитное поле создается током, который не обязательно должен протекать в непосредственной близости от пространства, где присутствует поле.
Основные величины, характеризующие магнитное поле – это магнитная индукция В и намагниченность J . Магнитная индукция - векторная величина, определяемая по силовому воздействию магнитного поля на ток. Намагниченность - магнитный момент единицы объема вещества. Кроме этих двух величин, магнитное поле характеризуется также напряженностью магнитного поля I . Эти три величины В , J , I связаны друг с другом следующей зависимостью [2]:
B=μ0*(H+I)= μ0* μr*H (8.2)
где μ0- постоянная, характеризующая магнитные свойства вещества в вакууме;
μг-относительная магнитная проницаемость (безразмерная величина). Для алюминия, который является парамагнитным веществом, μr = 1 и поэтому ее можно не учитывать.
Так как магнитная индукция, в нашем случае, рассматривается не в вакууме, а в электролизере, а для алюминия μr = 1, можно утверждать, что
В = H (8.3)
Единицей измерения магнитной индукции В является тесла (Тл - в системе СИ). Применяются и другие единицы измерения, соотношения между которыми приведено ниже:
1 Тл = 1 Вб/м2 = 1В*с/м2 = 1 Н/А*м2 = 104 Гс = 108 Мкс/м2, (8.4)
где Вб - вебер;
В - вольт;
с - секунда;
Н - ньютон;
Гс - гаусс;
Мкс - максвелл.
В зарубежной практике магнитную индукцию в алюминиевом электролизере обычно измеряют в гауссах.
Одним из основных проявлений магнитного поля является его воздействие на проводник с током, помещенным в это поле. Опыт показывает, что сила F , с которой магнитное поле воздействует на элемент проводника длиной dl с током I, определяется следующим выражением:
F =I*(dl*B)=I*(dl*H) (8.4)
Для расчетов удобнее рассматривать силу f, действующую на 1 см3 расплава:
f=0.1*(i*H), (8.5)
где f - электромагнитная сила, Н/см3;
i - плотность тока в расплаве, А/см2;
Н- напряженность магнитного поля, А/см.
Следует обратить внимание на то, что электромагнитная сила - векторная величина, которая пропорциональна произведению плотности тока на напряженность магнитного поля. Протекающий по алюминиевым электролизерам ток, создает магнитное поле, напряженность которого пропорциональна этому току. А так как электромагнитная сила f равна произведению значений силы тока и напряженности магнитного поля, то возникающие электромагнитные усилия (при прочих равных условиях) пропорциональны квадрату силы тока. Поэтому по мере увеличения силы тока на электролизерах, электромагнитные силы возрастают в квадрате, что вызывает необходимость более тщательного подхода к расчету электромагнитных сил, возникающих в расплаве.
Определение и анализ электромагнитных сил удобнее производить по их проекциям на координатные оси, которые в общем случае выражаются уравнениями:
fx = 0,1-(iyHz-izHy),
fy=0,1(izHx-ixHz), (8.7)
fz = 0,1(ixHy-iyHx),
где ix, iy, iz, Hx, Hy, Hz - продольная, поперечная и вертикальная составляющие плотности тока (А/см2) и напряженности магнитного поля (А/см), соответственно.
Направление силы, с которой магнитное поле действует на проводник с током, всегда перпендикулярно к направлению тока и к направлению магнитного поля. При определении направления электромагнитной силы обычно рекомендуется пользоваться правилом правой или левой руки. Такая неопределенность зависит от принятого направления тока. Если условно за направление тока принято направление движения положительных зарядов, то, в этом случае, следует пользоваться правилом правой руки. Если же за направление тока принято направление движения электронов, то следует пользоваться правилом левой руки. Связь между направлением тока (положительных зарядов) и направлением созданного им магнитного поля определяется правилом буравчика.
Электромагнитная сила возникает в любой точке электролизера, но ее воздействие проявляется только в расплаве, в котором изменяется форма поверхности металла, деформируется междуполюсное расстояние (МПР), возникает циркуляция и т.д. Электромагнитные силы возникают и в других частях электролизера, но они не приводят к каким-либо последствиям, и поэтому их не следует учитывать.
В жидком металле имеет место взаимодействие двух физических полей - электрического и магнитного. Взаимодействие магнитного поля проводника и протекающего через него тока генерируют так называемую силу Лапласа (электромагнитную индукцию), действующую на единицу объема расплавленной среды перпендикулярно движению тока (правило правой руки). Именно силы Лапласа вызывают перемещение расплавленного металла.
Схематически характер возникновения и воздействия электромагнитных сил на расплавленный металл и электролит в электролизере ВТ изображен на рисунке 8.5.

Рисунок 8.5 - Схема действия сил Лапласа в расплаве электролизера
На рисунке 8.5 показано взаимодействие магнитного поля, создаваемого током, протекающим по анодным шинам, с вертикальным током в металле. Хорошо видно (используя правило буравчика), что вектор напряженности магнитного поля от тока анодных шин направлен параллельно поперечной оси ванны справа налево (Н1), а от тока катодной шины (Н2) - вертикально
вниз. Применив правило левой руки, получим, что от взаимодействия магнитного поля, создаваемого током в анодных шинах, с вертикальным током в металле (i1) возникают электромагнитные силы, перпендикулярные к плоскости рисунка в сторону от читателя (f1). От взаимодействия же магнитного поля катодной шины (Н2) с поперечным током в металле (i2) возникают силы противоположенного направления (f2).
Воздействие сил Лапласа весьма многообразно. В значительной мере это связано с тем, что ток в расплавленном металле протекает не строго вертикально, а под некоторым углом, в направлении меньшего электрического сопротивления, например к тем участкам подины, которые свободны от настылей и осадков. Поэтому вектор плотности тока в металле можно разложить на три составляющие: Iz - вертикальная и Iу и Iх - две горизонтальные (поперечная - Iу и продольная - Iх).
Наиболее сильное влияние оказывает взаимодействие вертикальной составляющей магнитной индукции Bz с горизонтальными токами в металле Iх и Iу. В результате взаимодействия с поперечным током Iу (от центра к борту), значение которого зависит преимущественно от состояния бортовых настылей, возникают продольные электромагнитные силы, сдвигающие металл к центру ванны (к поперечной оси) и увеличивающие продольный перекос алюминия. Если направление поперечного тока от борта к центру, то его взаимодействие с Bz вызывает силы обратного направления. В обоих случаях имеют место значительные колебания поверхности расплавленного алюминия.
Взаимодействие Bz с горизонтальным током, протекающим в том же направлении, что и ток серии, вызывает поперечные электромагнитные силы, которые на входной половине ванны направлены к продольной оси, а на выходной - к бортам ванны. При обратном направлении тока электромагнитные силы будут действовать в противоположном направлении.
Профиль скорости циркуляции металла формируется под действием вихревой силы. Эпюра циркуляции металла носит многоконтурный характер, т.е. в пределах одного электролизёра имеет место несколько контуров циркуляции.

Рисунок 8.6 - Схемы циркуляции электролита (а) и катодного металла (б) в электролизерах ВТ на силу тока 150 кА
Максимальная скорость циркуляции может достигать 15-20 см/с и более. На рис. 8.6, б приведен пример многоконтурного поля циркуляции металла в ванне.
Горизонтальные составляющие магнитной индукции By и Bх, взаимодействуя с вертикальным током Iz, вызывают электромагнитные силы, направленные к поперечной и продольной осям, т.е. к середине ванны. При этом поверхность металла приобретает куполообразную форму или форму выпуклой арки, как вдоль продольной, так и поперечной осей ванны. Однако возникающие в расплавленном металле горизонтальные токи Iу и Iх при взаимодействии с вертикальной составляющей магнитной индукции Bz вызывают силы других направлений и меняют конфигурацию перекоса. На промышленных электролизерах перекос металла составляет 2-5 см и более. На рис. 1.4 показан пример реальной конфигурации зеркала металла и перекоса границы раздела «металл-электролит».

Рис. 1.4. Конфигурация зеркала металла на промышленном электролизере
Для обеспечения устойчивой работы ванн необходимо применить следующие мероприятия: увеличить МПР, повысить уровень металла, снизить анодную плотность тока, улучшить параметры ошиновки (Bz); сблизить площадь катодного металла с проекцией анода или анодного массива; увеличить разность плотностей металла и электролита (повысить к.о., увеличить температуру электролита). Необходимо учесть, что выполнение всех перечисленных требований одновременно мало вероятно, а часть из них не может быть выполнена по ряду известных условий (к.о., анодная плотность тока и т.д.)
На нормально работающей ванне высота волн в пространстве между анодом и бортом составляет 4 см и более, а под анодом примерно в два раза меньше. При усилении МГД-нестабильности электролизёра высота волн соответственно возрастает. Однако на электролизёрах малой мощности возможность короткого замыкания металла с анодом мало вероятна. Это говорит о том, что при относительно небольшой силе тока отсутствуют значительные электромагнитные силы, способные привести к развитию МГД-возмущений, как по перекосу металла, так и устойчивости поверхности раздела металл/электролит. Однако на электролизёрах повышенной мощности такая вероятность всегда существует.
Роль ошиновки в оптимизации магнитного поля
Кроме основного своего назначения - подвода тока к электролизеру, система ошиновки должна обеспечить хорошо сбалансированное магнитное поле. С увеличением силы тока масса ошиновки достигает 50 т, и поэтому она должна быть, по возможности, простой, поскольку ее стоимость составляет около 10% общих затрат на сооружение серии. Малое сечение ошиновки приведет к большим потерям напряжения в серии, а низкая плотность тока в ней увеличит расходы на ее сооружение, но уменьшит потери энергии.
Обычно ванны Эру-Холла силой тока до 150-160 кА располагают в корпусе продольно в два ряда. Расстояние между рядами составляет около 10 м, для обеспечения проезда транспорта и обрабатывающей техники. Однако и такое значительное расстояние приводит к влиянию магнитного поля соседнего ряда ванн. Так, при расстоянии 10 м и токе 125 кА соседний ряд ванн будет образовывать в расплаве напряженность, равную 25 Гс, что не может не сказаться на технологическом состоянии ванн.
Поэтому при повышении тока выше 150 кА в зарубежной практике нередко используют поперечное расположение ванн с размещением стояков по длинным сторонам электролизера. Это позволяет за счет рационального расположения катодной ошиновки частично компенсировать негативное влияние магнитных полей. Однако при таком расположении ванн необходимо использовать комплексные мостовые краны, так как стояки, расположенные на длинных сторонах ванны, затрудняют обработку. Влияние конструкции токоподвода на топографию поверхности расплавленного металла показано на рисунке 8.7.
На электролизерах с односторонним токоподводом (рисунок 8.7 а), преимущественно на электролизерах БТ, перекос металла имеет место в выходном торце. Для этого типа ванн значение Ну на входном торце достигает 170 Гс и значительно меньше (до 90 Гс) - на выходном. Это объясняется тем, что Ну на входном торце является суммой напряженностей от тока по стоякам и по аноду, которые одинаково направлены, а в выходном торце они противоположны, и поэтому Ну - есть разность напряженностей этих полей. На рисунке 8.7 б представлена типичная картина для электролизеров при продольном размещении их в корпусе и двухстороннем подводом тока к аноду. Здесь межфазная граница искривлена за счет бугра в центре.

а - односторонний подвод тока к аноду; б-двухсторонний подвод тока к аноду; в - подвод тока к аноду с продольных сторон; г- комбинированный подвод тока к аноду с торцов и продольных сторон
Рисунок 8.7 - Влияние расположения стояков на топографию металла
На рисунке 8.7 в и г показаны ошиновки для ванны с ОА на силу тока более 150 кА. Основная идея - расположить ошиновку таким образом, чтобы зеркало металла было как можно более плоским.
Поперечное расположение ванн позволяет весь ток или его часть с входного торца пропустить под низом катода, чтобы избежать пропуска всего тока вокруг углов ванны, где значения напряженности магнитного поля самые большие.
При одностороннем токоподводе к аноду, который широко применяется в России на всех типах электролизеров БТ, предложить какие либо усовершенствования не представляется возможным, и поэтому этот вид ошиновки используется на электролизерах малой мощности, где влияние магнитного поля ощущается слабо.
При двустороннем токоподводе к аноду и при двухрядном расположении ванн в корпусе (независимо от вида токоподвода) очень важно скомпенсировать влияние соседнего ряда ванн. Наиболее просто эта задача решается путем более высокого расположения катодных и обводных шин, по отношению к уровню металла, и увеличением силы тока на обводных шинах, расположенных на ближней к соседнему ряду стороне электролизера. Вследствие этого вертикальная составляющая Hz напряженности магнитного поля от собственных токов в анодных, катодных и обводных шинах, а также в гибких анодных пакетах будет распределена асимметрично по отношению к продольной оси электролизера. Схема такой ошиновки приведена на рисунке 8.8.

Рисунок 8.8 - Схема двухсторонней асимметричной ошиновки
Как видно из этого рисунка, распределение тока на входном торце составляет 33 и 40%, а на выходном, соответственно, - 17 и 10%. Именно по такой схеме и выполнены все ошиновки на электролизерах типов С8Б и С8БМ.
На рисунке 8.9 показано три вида ошиновки при продольном расположении ванн. Схема "б" весьма удобна для двустороннего подвода тока, а схема "а", широко применяемая в России, наиболее благоприятно влияет на величину Ву. Схема "в" с его асимметричным входом характеризуется компенсирующим эффектом на величину Bz, поскольку она складывается с составляющей Bz, которая создается соседним рядом ванн, в этом случае расположенным слева.

Рисунок 8.9 - Схемы ошиновок электролизеров при продольном их расположении в корпусе
Вертикальную составляющую Hz магнитного поля можно скомпенсировать с помощью дополнительной ошиновки. Для этого рядом с основной ошиновкой (с внешней или внутренней стороны, или с обеих сторон одновременно) монтируется петля (рисунок 8.10), по которой течет ток (около 10 кА) от собственного источника. При этом направление тока во внутренней петле должно совпадать с направлением тока серии, а во внешней петле - оно должно быть противоположным. Для этого петли могут быть соединены последовательно. Такой метод сбалансирования вертикальной составляющей дорог, но иногда применяется, например, на заводе "ALUAR" (г. Пуэрто Мадрин, Аргентина) и на "САЗе".

Рисунок 8.10 - Схема компенсирующих петель в ошиновке
На рисунке 8.11 показаны две схемы ошиновки для поперечного расположения ванн, который иллюстрирует один из вариантов расположения шин. Изменяя размер ошиновки, число стояков, число блюмсов, соединенных с каждым стояком, пропуская шины под катодом и т.д., можно изменить систему ошиновки, для создания более благоприятного магнитного поля. Однако, следует подчеркнуть, что система ошиновки должна быть простой, чтобы уменьшить затраты и, что магнитные поля должны быть измерены на реальной ванне, чтобы оценить влияние отдельных стальных частей.
Легко видеть, что вывод тока с концов катода имел бы положительный эффект на величину вертикального магнитного поля в углах (хотя, по-прежнему, безо всякой пользы). Компоненты горизонтального магнитного поля будут быстро возрастать при расположении ошиновки ниже уровня металла, так как они зависят от синуса угла между металлом и шиной. Такое расположение шин вызовет несколько меньшую вертикальную составляющую магнитного поля в металле, которая изменяется как косинус угла между металлом и шиной.

а - подвод тока к аноду с торцов и продольной стороны; б - подвод тока к аноду с торцов и продольной стороны, но шины проходят под катодным кожухом
Рисунок 8.11 - Конфигурации ошиновки при поперечном расположении ванн в
корпусе
При прохождении тока под катодом возрастает, главным образом, горизонтальная компонента поля. Возрастают несколько вертикальная компонента и компонента, связанная с разницей в уровнях между металлом и ошиновкой. Если необходимо увеличить вертикальную составляющую, например, для компенсации больших величин магнитного поля в углах, ошиновка должна быть расположена таким образом, чтобы угол между анодным ребром и шиной был равен 45 0 по отношению к горизонтальной плоскости. Следует подчеркнуть, что до сих пор при рассмотрении влияния магнитного поля на технологию ванны, не учитывалось влияние ее стальных элементов ванны на электромагнитные силы, что может вносить определенные ошибки в результаты расчетов. Поэтому, наиболее убедительным способом оценить качество ошиновки, является эксперимент, т.е. исследования ошиновки на модели. Однако такой путь дорог и долог и поэтому к настоящему времени разработаны программы, позволяющие с помощью расчетов на ЭВМ, учесть влияние стальных масс (катодный кожух, анодная балка, чугунные плиты перекрытия шинных каналов и пр.) на значения составляющих магнитного поля. И, тем не менее, до сих пор конструкция электролизера принимается к широкому внедрению только после тщательной проверки ее на опытных участках.
Сбор анодных газов и укрытие электролизёра
Анодные газы, образующиеся в процессе электролиза, содержат вредные для здоровья компоненты: фтористый водород, пары солей фтора, угарный газ и смолистые вещества. Для сохранения окружающей среды и поддержания нормальной атмосферы в рабочей зоне корпусов электролиза предусмотрена система сбора и очистки анодных газов.
Рис. 3.15. Укрытие электролизера и
средства сбора газов: а - шторное
укрытие с индивидуальным приводом
электролизера БТ,
б - чугунные
секции колокольного газосборника
электролизера ВТ, в - анодное укрытие
электролизера ОА
Для электролизеров БТ все четыре боковые стороны ванн закрываются с помощью навивных шторных укрытий 1 (рис. 3.15,а), набираемых из стальных звеньев и обладающих необходимой гибкостью. Шторы поднимаются путем накручивания на стальной барабан 2 с помощью механического привода 3. Размеры штор должны быть достаточными для полного укрытия каждой из сторон. Отсос и эвакуация анодных газов осуществляется через патрубки, установленные в верхней части анодного пространства.
У электролизеров ВТ по всему нижнему периметру анодного кожуха на стальном поясе навешивается колокольный газосборник, состоящий из отдельных чугунных секций 1 (рис. 3.15,5). Секции соединяются между собой через боковые приливы с помощью болтов и клиньев. Стыки между соседними секциями уплотняются огнеупорными прокладками или специальной пастой. В результате все пространство над электролитом перекрывается сплошным поясом газосборника.
Нижняя кромка секций газосборника во время работы электролизера должна находиться выше уровня электролита на 12-15 мм. Для герметизации системы укрытия нижняя часть газосборных секций присыпается глиноземом, что предупреждает подсосы воздуха и выбивание газа из-под колокола.
Уловленные анодные газы направляются в горелки на дожигание смол и газов. На каждом электролизере в двух угловых секциях установлено по горелке. В горелки кроме газа поступает некоторое количество воздуха, необходимого для сжигания горючих составляющих и смол коксования, а также оксида углерода. За счет разрежения в горелке анодные газы после дожигания горючих веществ удаляются в центральную систему газоотсоса и поступают на газоочистку.
На некоторых предприятиях непосредственно за горелками устанавливаются двойные патрубки, выполняющие функции улавливания из анодных газов пыли и сажи. Принцип их действия прост: поток газа направляется в низ входного патрубка и частицы пыли высаживаются на выдвижной поддон, который чистится по мере накопления пыли. Обеспыленный анодный газ через выходной патрубок разворачивается вверх и удаляется в систему газоотсоса. Такое устройство позволяет снизить нагрузку на центральную систему очистки газов.
Укрытие электролизера ОА производится с помощью легких алюминиевых крышек 1 (рис. 3.15, в). Крышки опираются на продольные анодные балки и борта ванны, обеспечивая герметизацию рабочего пространства. Подъем и опускание крышек производится с помощью механического привода 2 или вручную. Анодные газы направляются через сборный короб в систему газоочистки. На электролизерах ОА анодные газы не содержат смолистых веществ и горючих газов коксования и сжигание их не требуется, что является их существенным преимуществом перед электролизерами с само- обжигающимися анодами.
Электрическая изоляция
Электрическая изоляция необходима для предотвращения коротких замыканий и утечек тока между следующими токоведущими частями:
-анодным и катодным устройствами;
-катодным устройством и землей;
-соседними электролизёрами.
Замыкание между катодом (серией) и землей наиболее опасно, т.к. разность потенциалов между ними может достигать 850-1500 В. Утечки тока между катодом и анодом напрямую, минуя междуполюсное пространство, также крайне нежелательны, т.к. приводят к непродуктивному расходованию электроэнергии. Во избежание этого между металлическими конструкциями анодного и катодного узлов помещается изоляционный разрыв. Он выполнен в виде прокладок и втулок из миканита, текстолита, диабаза, паранита или других изоляционных материалов.
Утечки тока и короткие замыкания электролизера с землей могут происходить через катодную ошиновку и через катодный кожух. Поэтому кожух и ошиновка должны быть тщательно изолированы соответственно от фундамента и опор. На электролизерах с днищем кожух изолируется от железобетонных стоек с помощью изоляционных плит.
На электролизерах без днища кожух изолирован от фундамента в соединении верхней и нижней частей анкерных лап. Изоляция состоит из текстолитовой втулки и шайбы из того же материала.
Сопротивление изоляции по отношению к земле всех постоянно находящихся или потенциально возможных оказаться под напряжением частей электролизера должно составлять не менее 0.5 мкОм.
Подключение электродвигателей, установленных на конструкциях электролизера, включая механизмы подъема анода, анодных рам и штор, производят через два последовательно установленных разделительных трансформатора, у которых не заземлена вторичная обмотка. Это исключает попадание постоянного тока в сеть переменного тока, что могло бы вызвать нарушение работы питающих трансформаторов.
В корпусах электролиза предусмотрены также и другие мероприятия по предотвращению замыкания серии на землю. Строительные конструкции в современных корпусах электролиза изготовляют из железобетона и на высоту 3,5 м от пола рабочей площадки покрывают изолирующим слоем бетона толщиной не менее 30 мм. Железобетонные перекрытия полов покрывают асфальтом, а в отдельных точках - плитками из каменного литья. Металлические рифленые плиты, опирающиеся одним концом на катодный кожух и имеющие потенциал электролизера, изолируются в другой точке опоры от строительных конструкций.
Грузоподъемные механизмы мостовых кранов должны иметь изоляцию от моста крана. Механизмы, установленные на тележке, изолируются от её корпуса, а крюк изолируется от обоймы. Каждая ступень изоляции должна иметь сопротивление не менее 1,5 мкОм. Подкрановые пути не изолируются и имеют потенциал земли.
В процессе эксплуатации изоляцию обдувают, очищают от пыли и грязи, периодически замеряют электрическое сопротивление.
Алюминиевый электролизер - это сложный и дорогой агрегат. Продолжительность работы его от пуска до отключения на капитальный ремонт называется сроком службы.
По опубликованным в печати данным, срок службы отдельных алюминиевых электролизеров на предприятиях передовых алюминиевых фирм достигает 10 лет и более. Однако разброс продолжительности срока службы весьма существенный. На многих предприятиях даже 60 мес. непрерывной эксплуатации считается вполне удовлетворительным результатом.
Что же определяет срок службы электролизера в наибольшей степени? Прежде всего, это устойчивость против разрушения футеровки катодной части и катодного кожуха. Условия обжига и пуска электролизёров могут либо усилить, либо ослабить эти тенденции. Другие причины, в том числе поломки механического обо-
рудования, разрушение анодов и др., оказывают несравнимо меньшее влияние на срок службы электролизёров.
ОБЖИГ И ПУСК ЭЛЕКТРОЛИЗЁРОВ
Пуск новых корпусов и серий - сложная и ответственная задача. От качества пуска во многом зависит не только срок службы электролизера, но и сортность выпускаемого металла, а также общее технологическое состояние электролизера.
Пуск электролизеров (как отдельных, так и в составе серии) можно разделить на три этапа: обжиг подины, собственно пуск и послепусковой период до приведения электролизеров к нормальному технологическому режиму.
Обжиг подины
Обжиг подины - первый этап пусковой процедуры электролизёра. Он заключается в сушке и прогреве всего массива катодной футеровки, в обжиге центральных и периферийных швов. При этом углеродная часть катода становится монолитной, способной удерживать расплав (электролит и металл) и отвечать принятому назначению - «электролизная ванна». Обжиг подины производится двумя способами: путём подключения в серию с использованием тепла электрической энергии или с применением внешних источников тепла (газовые или жидкотопливные горелки). Последний способ получает всё большее распространение, как при капитальном ремонте электролизёров, так и при пуске новых серий.
Перед обжигом газопламенным способом анодный массив поднимается над подиной, по продольным сторонам и в торцах устанавливаются топливные горелки. В местах установки горелок по направлению факела подину желательно защитить стальными листами или другим способом. Очень важно расположить горелки параллельно к поверхности катода, чтобы избежать фронтального попадания пламени горелок на катодные блоки, избежать местных перегревов и окисления поверхности.
Анодный массив и пространство борт-анод электролизёра утепляется специальным укрытием с использованием теплоизоляционного материала, а также пускового сырья. На подину устанавливаются термопары контроля и управления.
Обжиг пламенным способом с использованием современных автоматизированных топливных систем обеспечивает более равномерное температурное поле в подине и хорошую управляемость процесса. Хорошие результаты получены при использовании автоматизированной топливной системы обжига английской фирмы Hotwork, оснащенной топливными горелками, работающими на дизельном топливе или керосине. Контрольно-управляющее устройство этой системы, смонтированное на транспортной тележке, включает регулятор температуры, панель электрического управления, топливный насосный узел, топливные фильтры, клапанные механизмы для топлива и сжатого воздуха.
Перед розжигом горелок в программу исполнения контроль- но-управляющего устройства вводится график обжига, и система обжига включается в автоматический режим. Эффективность этой системы позволяет сократить время обжига до 62-64 часов.
При заданном темпе подъёма температуры и продолжительности обжига температура подины достигает 900°С и выше. При этом следует учитывать некоторые особенности температурного режима огневого обжига. До 270-300°С температура подины может быть поднята с высоким темпом (до 50°С и более в час), т.к. в этом интервале в связующем материале набивной массы не происходит глубоких структурных изменений, а в самом катоде не возникает серьезных температурных напряжений.
Интервал от 300 до 600°С наиболее ответственный при обжиге. При этих температурах формируется коксовая структура в набивных швах с удалением в качестве газов коксования преимущественно метана и смол. Чем меньше будет темп подъема температуры (например, 7-8°С в час), тем более плотная структура набивного шва будет образована. Этот период обжига заканчивается образованием полукокса. Выше 600°С происходит уплотнение уже образованной структуры с удалением в качестве продукта коксования водорода. Темп подъема температуры может быть ускорен (до 12-14°С в час).
Обжиг подины считается законченным при достижении заданной температуры нагрева и завершения коксования всех швов - центральных и периферийных. Если этого не удаётся достичь, то окончание коксования швов происходит при пуске ванны в резуль-
тате заливки большого количества расплава и мгновенного повышения температуры. Естественно, что такой вариант завершения обжига ванны будет иметь негативные последствия.
Пуск ванн на электролиз
На этом этапе предусматривается вывод ванн в режим электролиза. Пуск ванн включает операции наплавления электролита и металла, формирования междуполюсного пространства анод-катод и начало технологического процесса производства электролитического алюминия.
В качестве подготовки к пуску к электролизерам доставляют пусковое сырье и необходимый технологический инструмент. Загрузка сырья производится в следующей последовательности: на подину вокруг анодного массива ровным слоем засыпают фтористый кальций, поверх него загружают фтористый натрий. Далее засыпают свежий криолит и кусковой оборотный электролит, либо смесь свежего криолита и фтористого натрия с расчетным криоли- товым отношением 2,5-3,0. Допускается добавка до 10% оксида магния. Возможна частичная замена свежего криолита смесью флотационного и регенерированного.
После загрузки пусковых материалов напротив леток устанавливают желоба для заливки в ванну жидкого пускового материала. Лётки устанавливаются с таким расчётом, чтобы стекающая с них струя попадала под анод, не задевая периферийных швов, т.к. степень термообработки их к концу обжига все ещё ниже, чем в центре подины. При прямом попадании струи расплава возможно механическое разрушение периферийных швов.
Непосредственно пуск электролизера начинают с минимальным разрывом после завершения обжига подины, не допуская остывания подины и анодного массива. На практике известно два вида пуска ванн на электролиз - пуск на металле и пуск на электролите. Пуск ванн на металле производится в следующем порядке. Непосредственно после подготовки электролизера к пуску и загрузки в него пускового материала заливают один-два ковша жидкого алюминия. Далее в ванну заливается жидкий электролит и производится пуск её на электролиз.
Заливка металла в шахту предварительно прогретой ванны позволяет усреднить и повысить в среднем на 40-50°С температуру подины, завершить коксование периферийных швов и участков с недостаточным прогревом, т.е. завершить обжиг подины. Кроме того, слой алюминия защищает угольную подину от внедрения натрия при пуске на электролиз.
Отрицательным фактором пуска на металле следует считать опасность проникновения жидкого алюминия в трещины и поры в футеровке, т.к. жидкий алюминий обладает высокой текучестью. По этой причине пуск на металле применяется достаточно редко и технологи отдают предпочтение пуску на электролите.
При пуске ванны на электролите пусковая операция начинается с заливки в шахту от 6 до 20 т (в зависимости от мощности ванны) жидкого электролита. При этом скорость подачи ковшей должна быть достаточно быстрой, чтобы не допустить замерзания электролита в шахте ванны. Одновременно с заливкой электролита поднимают анод и повышают рабочее напряжение по следующему графику: после заливки первого ковша до 4-6 В, второго ковша - 6-8 В, третьего - до 9-10 В, после последующих ковшей напряжение удерживается в тех же пределах, но не выше 15 В. Этот график может уточняться по требованиям технологии.
К пуску ванны готовят несколько так называемых «ванн- маток», в которых производят наплавку пускового электролита. Дальнейшее наплавление электролита ведут путем переплавки оборотного электролита. После достижения температуры электролита 980-990°С, но не ранее, чем через 12 ч после пуска, начинается заливка жидкого металла. Критерием окончания наплавления электролита и металла может служить заполнение шахты расплавом до уровня не ниже 3-5 см от края борта, что предотвращает окисление бортовых плит.
Если количество заливаемого при пуске электролита недостаточно для нормальной работы электролизера, то анод поднимают до возникновения искусственной вспышки, т.е. повышают напряжение до 25-35 В, которое удерживается вплоть до стабилизации температуры электролита на нужном уровне. Это приводит к дополнительному выделению тепла и расплавлению загруженного пускового материала, в том числе оборотного электролита, смешанного регенерированного и свежего криолита, т.е. электролит искусственно наплавляется.
Пуск на вспышке требует больших энергетических затрат. Кроме того, при вспышке неизбежны большие потери сырья за счет уноса его в виде пыли и парогазовой смеси. Поэтому предпочтительнее заливать в пусковую ванну максимальное количество электролита. При пуске одиночных ванн после капитального ремонта такие возможности всегда имеются.
Пуск на электролите целесообразней производить при высокой температуре подины. При относительно низких температурах на подине образуются зоны застывшего электролита и подовые настыли, затрудняющие равномерное распределение тока. Это вызывает местные перегревы катодных блоков, сколы и разрушения.
При пуске на электролите в его состав должны входить соли кальция и магния. Катионы этих металлов, концентрируясь у поверхности угольной подины, служат электрохимической защитой от выделения свободного натрия и разрушающего проникновения его в угольную футеровку. Окончательный выбор того или иного способа пуска на электролиз определяется конкретными условиями обжига, наличием пускового сырья, жидкого металла и электролита.
С повышением единичной мощности электролизёров до 300- 400 кА возникают серьёзные трудности с наплавкой большого количества пускового электролита. Использование для этих целей «ванн- маток» связано с выводом из нормального технологического состояния группы электролизёров, со снижением их производительности и ухудшением сортности металла. Поэтому весьма актуальна проблема создания специальной печи для наплавления электролита из исходного сырья. Наличие на крупном заводе такой печи обеспечит пуск ванн на электролиз без указанных выше проблем.
Признаки нормального пуска: наличие полной шахты расплава с температурой 970-980°С, равномерное распределение тока по штырям (анодам) и активное бурление электролита вокруг анодного массива, отсутствие признаков расслоения или «шелушения» катодных блоков, протеков расплава в катодную футеровку.
Тем не менее, во время пуска или в ближайшие 5-10 ч нередко имеют место протеки металла в окна для катодных стержней, покраснение бортов катодного кожуха и т.д. Восстановить нормальный режим в таких случаях удается только пропиковкой мест протёков оборотным электролитом с фтористым кальцием или магнезитом. Однако проникший к катодным стержням, под подовые блоки и в цоколь расплав в последующем может проявлять свое разрушающее действие при каждом выходе электролизера на «горячий ход».
РАБОТА ЭЛЕКТРОЛИЗЁРА В НОРМАЛЬНОМ ТЕХНОЛОГИЧЕСКОМ РЕЖИМЕ
После завершения пускового периода электролизёры работают в режиме текущей эксплуатации. К этому моменту достигается тепловое равновесие, т.е. приход и потери тепла при установившемся режиме электролиза уравниваются. Заканчивается формирование рабочего пространства, устанавливается нормальное рабочее напряжение, стабилизируется состав электролита. Приводятся в соответствие с технологической инструкцией уровни металла и электролита, междуполюсное расстояние, частота анодных эффектов.
Показателем нормальной работы электролизера может служить ряд определяющих признаков состояния ванны: корка электролита должна быть прочной и равномерной по всей площади, гарнисажи и настыли должны соответствовать оптимальной форме рабочего пространства, осадок глинозема может располагаться только по периферии ванны и быть незначительным. Электролит должен быть «холодным», не запененным и равномерно работать по периметру анодного массива.
О нормальном ходе электролизера свидетельствует интенсивное горение анодных газов в горелках или на выходе из корки электролита, оттенок огней должен быть фиолетовым. Угольная пена должна хорошо выделяться как на вспышке, так и без вспышки. На электролизерах с предварительно обожженными анодами и на небольших ваннах с боковым подводом тока пена, как правило, не образуется в значительных количествах, полностью сгорает и не снимается. Проба застывшего электролита в изломе имеет белый цвет, без заметных включений угля.
Рабочее напряжение на ванне задаётся технологической инструкцией и составляет, как правило, 4,1-4,3 В. Значения рабочего напряжения определяются электрическим сопротивлением по всей цепи электролизёра: ошиновки, подины, электролита, штырей (ВТ и БТ) или анододержателей (ОА) и самих анодов.
Сопротивление в указанных частях ванны в процессе работы меняется несущественно, за исключением сопротивления электролита в междуполюсном пространстве. Достаточно поднять или опустить анод, чтобы изменить перепад напряжения в МПР. Однако если положение анода стабильно, то и в этом случае рабочее напряжение будет медленно подниматься за счет сгорания анода, изменения состава электролита, постепенного ухудшения смачивания анода электролитом между обработками ванны и перед анодным эффектом.
Чтобы поддерживать рабочее напряжение в заданных пределах, необходимо периодически регулировать положение анода. Это производится с помощью автоматизированной системы управления технологическим процессом АСУТП или в ручном режиме.
Междуполюсное расстояние (МПР). Рабочее и среднее напряжение т.е. расстояние между подошвой анода и поверхностью жидкого металла, выполняющего роль катода. Поскольку в междуполюсном зазоре реализуется большая часть энергии электролизера (порядка 75-80%), то значение МПР существенно влияет на все стороны его работы.
Междуполюсное расстояние, при котором достигается максимальная производительность ванны, носит название оптимального МПР. При оптимальном МПР достигается наибольший выход по току и низкий расход фтористых солей на тонну алюминия. Для каждого типа и мощности электролизеров подбирается свое оптимальное значение МПР, которое может составлять от 4,5 до 6,0 см.
Расход электроэнергии на тонну алюминия пропорционален уменьшению МПР и общему электрическому сопротивлению ванны . Например, при уменьшении междуполюсного расстояния с 5,5 до 5,0 см рабочее напряжение на ванне снизится примерно на 0,15 В, а расход электроэнергии на 1т металла уменьшится на 500 кВт ч. Отрицательное воздействие сближения анода с катодом в этом случае будет компенсироваться снижением греющей мощности в междуполюсном зазоре и уменьшением за счет этого температуры электролита.
Напротив, с увеличением междуполюсного расстояния выше оптимального значительно повышается рабочее напряжение и перегрев электролита. Проведенные измерения показали, что при рабочем напряжении 4,2 В перегрев электролита под центром анода относительно периферии (электролизер ВТ на 160 кА) составляет 6- 8°С, при 4,4 В он равен 9-12°С, а при 4,6 В - 15°С. Выход по току будет соответственно ниже приблизительно на 0,7 и 1,5%. Положительный эффект удаления анода от поверхности расплавленного алюминия в этих примерах теряется из-за существенного роста греющей мощности и увеличения перегрева электролита.
Значительные перекосы, усиленная циркуляция и волнение металла на электролизерах большой мощности, как правило, не позволяют уменьшить МПР ниже 5,0-5,5 см. Однако для современных электролизёров ОА с минимальным уровнем МГД-нестабильности (как за счёт технологических, так и конструкционных факторов) целевым значением МПР является 4,5 см.
В то же время на электролизерах малой и средней мощности междуполюсное расстояние в пределах 4,5-5,0 см можно считать вполне реальным. При снижении междуполюсного зазора ниже критического происходит «зажатие» МПР и выход ванны на «горячий» режим, о чем будет сказано в следующей главе.
Оптимальные значения междуполюсного зазора находятся в прямой зависимости от целого ряда факторов, включая тепловую изоляция катода, силу тока, частоту обработок, число анодных эффектов и др. Все процессы, связанные с увеличением приходной части теплового баланса или уменьшением расходной части, должны сопровождаться корректировкой МПР. В противном случае превышение прихода тепла над расходом приведет к разогреву электролизера. Если какой-либо тип ванн работает на нижнем допустимом (критическом) пределе МПР, то повышение силы тока в серии должно компенсироваться повышением частоты и качества обработки, снижением числа анодных эффектов и интенсификацией теплоотдачи от ванны.
Рабочее напряжение на ванне складывается из перепада напряжения на отдельных её участках. Падение напряжения в электролите происходит за счет его активного омического сопротивления и составляет 1,6-1,8 В, падение напряжения в катоде равно 0,30-0,35 В, а перепад напряжения в аноде зависит от его типа и составляет 0,50-0,65 В на самообжи- гающихся анодах и 0,30-0,40 В - на обожженных. Падение напряжения в ошиновке зависит от её конструкции и способа подключения измерительного прибора.
Технолог должен стремиться к максимальному снижению всех составляющих рабочего напряжения, что обеспечивает минимальный расход энергии на электролиз. Для выполнения этого условия необходимо обратить наибольшее внимание на надлежащее исполнение следующих операций.
-
На электролизерах ВТ для уменьшения перепада напряжения в аноде необходимо обеспечить заданную установку штырей на горизонты, не допуская число отклонений по установке более 3% от общего числа штырей. Очень важен хороший контакт между штырем и угольным анодом, поэтому поверхность штыря должна быть тщательно зачищена от окалины.
Для уменьшения перепада напряжения в самом теле анода необходимо производить своевременную перестановку штырей, не допуская завышения расстояния штырь-анод, которое должно соответствовать требованиям технологической инструкции. Кроме того, необходимо выполнять все требования, направленные на соблюдение необходимых условий формирования анодов.
На электролизерах БТ должны быть выполнены аналогичные условия с учётом специфики бокового подвода тока. На электролизерах ОА специфика иная, связанная с условиями чугунной заливки ниппелей и состоянием анододержателей. Более подробно технология ведения анодного хозяйства изложена в главе 7.
-
Для уменьшения перепада напряжения в электролите следует строго выдерживать оптимальное значение МПР, своевременно снимать угольную пену и не допускать науглероживания электролита, подбирать состав электролита с максимальной электрической проводимостью, поддерживать уровень электролита в пределах, заданных технологической инструкцией.
-
Для уменьшения перепада напряжения в подине следует своевременно подтягивать осадки к борту, не допускать образования подовых настылей и «коржей», следить за состоянием контактов блюмс-гибкая шинка и шинка-катодная шина.
Оптимальное значение рабочего напряжения для всех типов электролизеров находится в пределах 4,1-4,3 В. Для расчёта среднего напряжения на электролизёре необходимо учесть перепады напряжения в соединительной ошиновке и за счёт анодных эффектов.
Повышение среднего напряжения за счет анодных эффектов зависит от их длительности и частоты, а также от среднего напряжения во время вспышки. Если число анодных эффектов в сутки 2, длительность 3 минуты, рабочее напряжение 4,3 В, напряжение на ванне во время анодного эффекта 30 В, то увеличение среднего напряжения за счет вспышек составит на 1 ванну.
U = 2(30 ~4,3)3 = 0,107В 1440
Уменьшить эту величину можно за счет сокращения длительности и частоты анодных эффектов. Это достигается путем использования современных систем управления технологическим процессом, основанных на предупреждении анодных эффектов в автоматическом режиме.