

19. Расчёт насадных фрез.
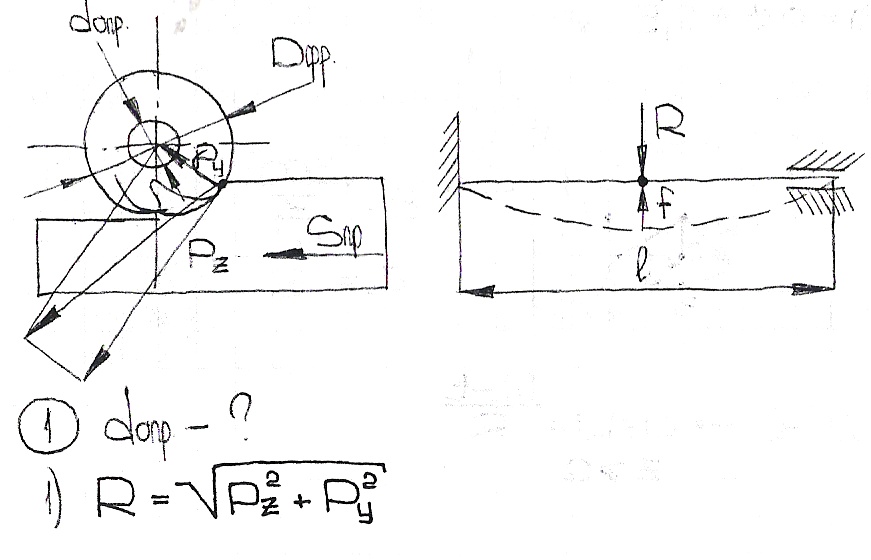
1). Расчет Dопр.:
1.
![]() ;
2.
;
2.
![]() ; 3.
; 3.
![]() ; 4.
; 4.
![]()
5.
![]() ,
где
,
где
![]() (момент
сопротивления); 6.
(момент
сопротивления); 6.
![]()
 ;
;
![]() (из
ряда D).
(из
ряда D).
2). Расчет Dфр:
![]()
3). Число зубьев
фрезы:
![]() ;
m=0,8-2,5
(коэф-т, завис. От типа фрезы)
;
m=0,8-2,5
(коэф-т, завис. От типа фрезы)
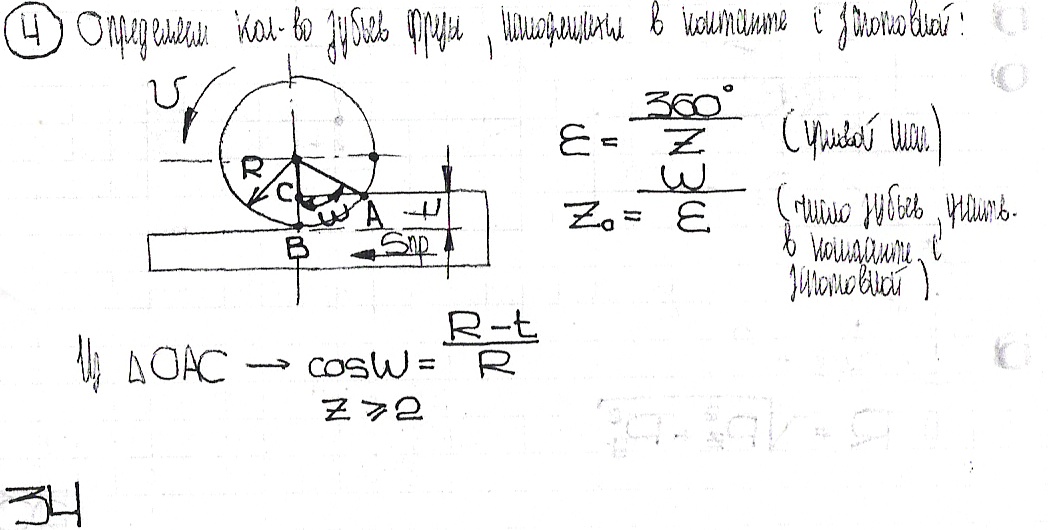
4). Определяем кол-во зубьев фрезы, находящихся в контакте с заготовкой:
Рисунок
Угловой шаг:
![]() ;
;
Число зубьев,
находящихся в контакте с заготовкой:
![]() ,
где из треугольника OAC
находим
,
где из треугольника OAC
находим
![]()
![]()
Расчет конического хвостовика спиральных сверел
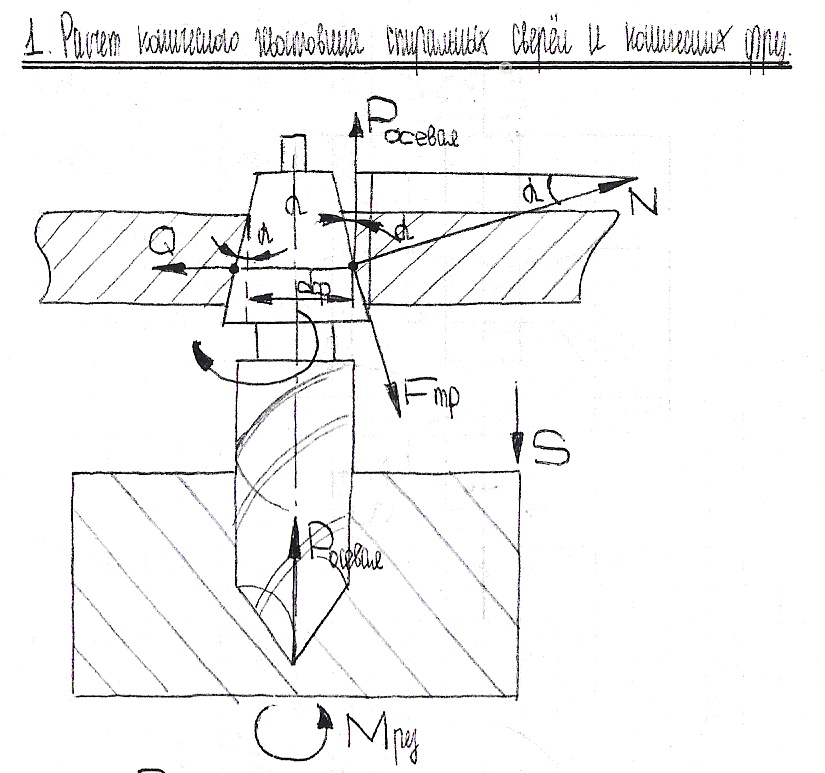
1).
![]() (нормальная сила); 2).
(нормальная сила); 2).
![]() ,(
где
,(
где
![]() -коэф-т
трения на поверхности конуса); 3).
-коэф-т
трения на поверхности конуса); 3).
![]() ;
4).
;
4).
![]() ,
где 0,8-коэф-т, учитывающий неплотность
прилегания хвостовика и отверстия в
шпинделе.
,
где 0,8-коэф-т, учитывающий неплотность
прилегания хвостовика и отверстия в
шпинделе.
1).
![]() 2).
2).
![]() ; 3).
; 3).
![]()
4).
![]() ;
5).
;
5).
![]() ;
6).
;
6).
![]()
7).
![]() (*);
8).
(*);
8).
![]() ;
9).
;
9).
![]()
Конус Морзе: 0; 1; 2;
3; 4 ( 0-самый маленький):
![]() ;
;
![]()
Метрический конус:
![]()
22. Расчет конического хвостовика концевой фрезы.
Расчет конического
хвостовика концевой фрезы произв-ся по
той же самой методике, что и расчет
конического хвостовика спирального
сверла по уравнению 7(*), из которого
определяется не
![]() хвостовика,
а осевая сила
хвостовика,
а осевая сила
![]() :
:
![]()
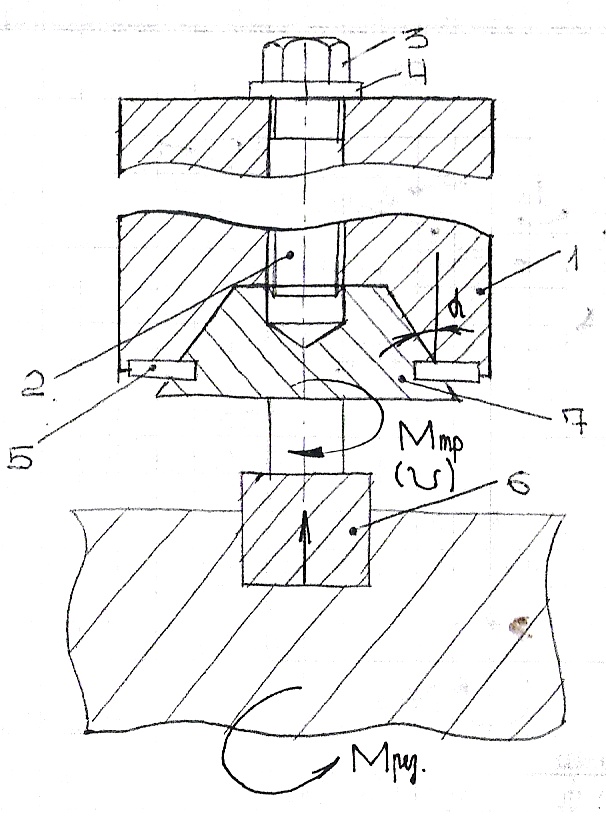
Далее произв-ся проверка возможности создания такой силы засчет затяжки струны 2 с помощью гайки 3 и накидного гаечного ключа.
1-шпиндель; 2-струна (шомпол); 3-гайка; 4-шайба; 5-торцевые шпонки или сухари; 6-концевая фреза; 7-хвостовик конический
Для этого проводят расчет на прочность цилиндрической части струны и резьбовых частей. Далее выбирается размер хвостовика из стандартного ряда с метрическим конусом.
Различие расчета конического хвостовика концевой фрезы и спирального сверла:
1). Спиральное сверло предохраняется от проворота засчет силы трения, возникающей на конической пов-ти хвостовика от действия осевой силы. Чем больше осевая сила, тем больше момент трения, к-ый удерживает сверло от проворота.
2).При фрезеровании
концевой фрезой осевая сила
![]() значительно меньше
значительно меньше
![]() ,
но момент резания при сверлении
,
но момент резания при сверлении
![]() , достаточно большой. При этом осевая
сила фрезы не способна создать в
коническом хвостовике фрезы достаточного
момента и силы трения, предохраняющего
фрезу от проворота. Поэтому возникает
необходимость дополнительного осевого
усилия, к-е создается засчет затяжки
струны 2. Дополнительно для передачи
крутящего момента при фрезеровании
предусматриваются торцевые шпонки 5.
, достаточно большой. При этом осевая
сила фрезы не способна создать в
коническом хвостовике фрезы достаточного
момента и силы трения, предохраняющего
фрезу от проворота. Поэтому возникает
необходимость дополнительного осевого
усилия, к-е создается засчет затяжки
струны 2. Дополнительно для передачи
крутящего момента при фрезеровании
предусматриваются торцевые шпонки 5.
23. Особенности применения СсЧПУ.Стукрура и задачи ЧПУ. Сис-мы ЧПУ.
Основной особенность СсЧПУ явл-ся то, что информация о заданном законе движ-я исполнительного органа станка представлена виде последовательности чисел, нанесенных в закодированном виде на программоноситель. Такая программа (УП) физически не связана с размерами обрабатываемой фасонной пов-ти (в олтличие от копиров и копировальной обр-ки), всвязи с чем ее дешевле и быстрее разработать. Процесс подготовки управляющей программы (УП) сводится к расчету и записи информации на программоноситель, кот-ый может быть полностью автоматизирован при помощи ЭВМ. При исп-ии ПК улучшается культура произв-ва и повышается производительность всего технологического процесса подготовки к запуску и производству новых видов изделий.
Применение СсЧПУ позволяет в 2-4 раза повысить производительность труда, доля машинного времени достигает 70%. СсЧПУ также обеспечивают значительное повышение точности обрабатываемых поверхностей, а также стабильность их кач-ва. Применение СсЧПУ значительно сокращает время освоения выпуска новых изделий, к-ые физически невозможно изготовить на универсальном оборудовании. На СсЧПУ сущ-т возможность сохранения написанных УП и их воспроизведение при изг-ии заданных изделий при необходимости.
Основные отличительные особенности СсЧПУ от универсальных металлорежущих станков это:
1). СсЧПУ практически не имеют зазоров в приводах подач, что достигается заменой трения скольжения в кинематических парах на трение качения, а также сокращение длины кинематических цепей. 2) СсЧПУ имеют быстродействующие приводы. 3). СсЧПУ имеют повышенную степень автоматизации для уменьшения потерь времени на холостом ходу. 4) В СсЧПУ имеются специальные устройства, компенсирующие тепловые деформации сис-мы ( СПИД: станок-приспособление-инструмент-деталь). 5). Наличие регулирующих приводов главного движ-я шпинделя и движ-я подач, а также наличие корректоров, компенсирующих погрешности профиля обрабатываемых заготовок и инструмента.
Задачи ЧПУ:
Основными задачами СсЧПУ явл-ся:
!). Ввод данных вручную, с перфоленты, с магнитной ленты, с дискеты или диска, либо непосредственно по кабелю с ЭВМ.
2). Хранение данных в памяти станка, где находятся программы оперативной сис-мы, программы пользователя, программы-графики, программы индикации ошибок и их поиска, программы коррекции инструмента.
3). Обработка данных и расчет прямолинейной и круговой интерполяции траектории движ-я инструмента и пересчет данных для изменения координат прирегулировании положения привода подачи.
4). Вывод данных ( осущ-ся при помощи сис-мы адаптивного управления, кот-я устанавливает расчетные данные для управления шаговыми двигателями (импульсное управление)), цепью подач, двигателем главного движ-я, а также двигателями, управляющими сменой инструмента и сменой заготовок).
Блоки ЭВМ СсЧПУ работают с импульсами тока или напряжениями, кот-ые имеют 2 состояния: 0 и 1 ( TRUE и FALSE). Еденица информации-бит; 8бит=байт; сис-ма програмирования на СсЧПУ основана на сис-ме ISO-7bit.
25-27. Системы ЧПУ ( режимы работы).
1). NC (numerical control) –числовое управление: ввод данных осущ-ся покадрово с перфоленты или иагнитной ленты в ОЗУ станка.
2). CNC (computerized numerical control) - числовое программное управление: компоненты числовой управляющей программы обр-ки хранятся в памяти микропроцессора станка и могут вызываться из нее сколь угодно кол-во раз.
3). DNC (direct numerical control) – несколько СсЧПУ получют команды от одной ЭВМ.