

3.16. Пайка
Быстрым развитием техники в различных отраслях промышленности обусловлено широкое применение пайки, особенно в машиностроении, электронике и электротехнической промышленности. Это объясняется, во-первых, тем, что пайка как процесс формирования соединений материалов, осуществляется при температурах ниже температуры начала плавления паяемого материала и характеризуется возможностью автоматического ее регулирования. Во-вторых, это объясняется все большим внедрением в производство новых конструкционных материалов и переходом на высоколегированные сплавы, сварка которых вызывает значительные трудности.
Сущность пайки заключается в создании жидкой прослойки из расплавленного припоя между паяемыми твёрдыми поверхностями. Жидкий припой смачивает поверхности и растекается в тонком зазоре между паяемыми деталями, а после кристаллизации образует паяный шов, в котором между поверхностными атомами (ионами) соединяемых заготовок и припоя формируются химические (металлические) связи.
Процесс пайки осложняется из-за наличия на поверхности металлов оксидных и других слоев, препятствующих растеканию припоя по зазору между деталями. Жидкий металл припоя также подвергается окислению с поверхности и не растекается по паяемым металлическим поверхностям: получается непропай - дефект соединения.
Соединяемые поверхности при пайке активируют при помощи флюсов - веществ, растворяющих оксиды металлов или хотя бы нарушающих сплошность их слоя для того, чтобы припой смог проникнуть под них, смачивая чистый металл. Для этой цели применяют нашатырь (NH4C1), буру (Na2O7,) или смеси хлоридов активных металлов, образующих легкоплавкие системы. После пайки следы применявшихся флюсов следует тщательно удалять, так как может возникнуть коррозия, и паяное соединение начнет разрушаться.
Только такие металлы, как золото и отчасти серебро, можно паять без применения флюсов для снятия оксидных слоев. Это свойство золота используют в приборостроительном производстве: поверхности изделия сначала покрывают тонким слоем золота, а потом паяют. Такой метод весьма дорогой, и его применяют, например, в производстве полупроводниковых приборов (микросхем).
Следует отметить, что флюсы не удаляют с паяемых заготовок посторонние вещества органического и неорганического происхождения, например пленки жирового происхождения, загрязнения, остатки лакокрасочных покрытий. В процессе пайки они препятствуют смачиванию основного металла флюсом и припоем, вызывают непропаи, ухудшающие качество паяных соединений. Посторонние вещества с соединяемых поверхностей деталей и припоя перед пайкой удаляют химической или механической обработкой.
Преимущества флюсовой пайки - возможность осуществлять процесс в атмосфере, применять универсальное оборудование и инструмент (газопламенные горелки, паяльники).
Недостатки флюсовой пайки - агрессивность ряда флюсов; невозможность достаточно надежно удалять поверхностные оксиды некоторых металлов (например, оксиды титана); экологические проблемы - загрязнение атмосферы и сточных вод. В этой связи предпочтительной следует считать пайку без флюсов — в контролируемых атмосферах: в вакууме, аргоне, гелии.
В последнее время разрабатывают так называемые самофлюсующиеся припои, которые при высоких температурах пайки могут растворять свои оксиды, отнимая этим самым кислород от оксидов, образовавшихся на поверхности металла. Такие припои содержат в качестве раскислителей бор, алюминий и другие активные элементы. Удалению оксидных пленок с поверхности металла содействует ультразвук (рис. 3.72), нарушающий их сплошность, и его часто используют на производстве (например, при пайке алюминия ультразвуковыми паяльниками). Магнитостриктор 2 паяльника, излучает колебания, передающиеся наконечнику 3. Возбужденные в расплавленном припое колеблющимся наконечником кавитационные пузырьки 5 эффективно разрушают оксидные пленки 6. Обмотка магнитостриктора подключается к высокочастотному генератору /, вырабатывающему импульсы частотой 15-20 кГц. Нагревается наконечник спиралью 4, через которую пропускается электрический ток. При лужении наконечник располагается как можно ближе к детали, не касаясь ее. Облуженные таким образом детали можно паять обычным электрическим паяльником без флюса с применением оловянно-цинковых или оловянно-свинцовых припоев.
При изготовлении паяных изделий особенно важно качество сборки под пайку, при которой обязательно должны быть сделаны зазоры
Рис. 3.72. Схема пайки ультразвуковым паяльником
д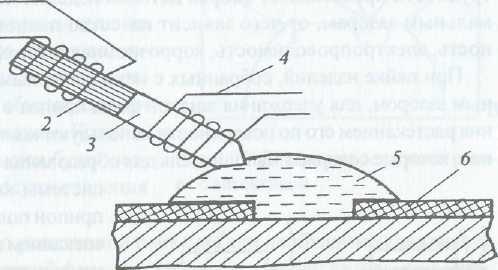 ля
заполнения их жидким припоем. При широко
применяемой так называемой капиллярной
пайке используют способность жидкостей
самопроизвольно подниматься в тонкие
капилляры (трубочки) или плоские щели
силами поверхностного натяжения при
наличии смачивания жидкостью твердой
поверхности. На рис. 3.73 приведена схема
взаимодействия жидкости с твердой
поверхностью щели или капилляра в
зависимости от угла смачивания 8.
ля
заполнения их жидким припоем. При широко
применяемой так называемой капиллярной
пайке используют способность жидкостей
самопроизвольно подниматься в тонкие
капилляры (трубочки) или плоские щели
силами поверхностного натяжения при
наличии смачивания жидкостью твердой
поверхности. На рис. 3.73 приведена схема
взаимодействия жидкости с твердой
поверхностью щели или капилляра в
зависимости от угла смачивания 8.
Если зазоры оставлены большие, то припой в них не затечет и получатся непропаи, т. е. низкого качества паяный шов. Если зазоры очень малы, то скорость проникновения в них жидкого металла также очень мала, и могут получиться непропаи. Таким образом, существуют оптимальные размеры зазоров, обеспечивающие хорошее качество паяных соединений. В производственных условиях особые трудности представляет сборка деталей изделия под пайку по оптимальным зазорам, от чего зависит качество паяного изделия (прочность, электропроводимость, коррозионная стойкость). При пайке изделий, собранных с некапиллярным или неравномерным зазором, для удержания жидкой фазы припоя в зазоре и управления растеканием его по поверхности используют композиционные припои, которые содержат наполнитель для образования в паяльном зазоре
системы капилляров. Такие припои получают, например, спеканием порошка или волокон тугоплавкого материала с последующей пропиткой жидкой легкоплавкой фазой (рис. 3.74).
Для соединения разнородных металлов, например титана со сталью, алюминия с медью, применяется контактно-реактивная пайка, при которой припой образуется в результате контактно-реактивного плавления. Она
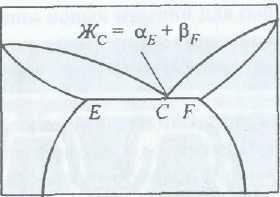
основана на способности некоторых металлов образовывать в месте контакта сплавы (эвтектики или твердые растворы), температура плавления которых ниже температуры плавления любого из соединяемых металлов. Когда соединяемые металлы не образуют между собой подобного типа сплавы или при пайке однородных металлов, используют промежуточную прослойку или наносят покрытие на соединяемые поверхности напылением, гальваническим либо каким-то другим способом. Металл прослойки или покрытия подбирают так, чтобы он взаимодействовал с каждым из соединяемых металлов, образуя более легкоплавкие сплавы. К таким сплавам относятся эвтектики - твердые растворы с минимумом на диаграмме состояния (рис. 3.75).
Процесс контактного плавления начинается с образования физического контакта между соединяемыми поверхностями по активным центрам. В них в твердом состоянии происходит взаимная диффузия
металлов и непрерывное изменение их концентрации в точке контакта. При некоторой температуре происходит расплавление и образуется зона расплава, которая будет увеличиваться и растворять в своем объеме взаимодействующие металлы. Количество таких контактов будет возрастать по мере осуществления процесса пайки.
При контактно-реактивной пайке детали необходимо сдавливать, чтобы создать лучший физический контакт между деталями и выдавить избыток жидкой фазы. Вместе с избытками жидкости удаляются частицы оксидов, присутствие которых в паяном шве может снижать их прочность. Следует отметить, что жидкая прослойка, образующаяся при контактно-реактивной пайке, более активна, чем вносимый в зазор готовый припой: она лучше смачивает основной металл и более интенсивно его растворяет.
При реактивно-флюсовой пайке припой образуется в результате восстановления металлов из компонентов флюса. Например, пайка алюминия с флюсом из хлористого цинка основана на способности алюминия вытеснять цинк из расплавленной соли при 400°С:
Образовавшийся цинк и является припоем, соединяющим детали из алюминия.
В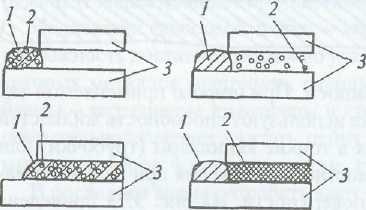 ряде случаев продукт взаимодействия
основного металла с флюсом не является
припоем, однако он покрывает поверхность
в месте пайки и улучшает смачиваемость
дополнительным припоем, который
вводится в зазор. Например, с помощью
флюса AgCl
можно осуществлять реактивно-флюсовое
лужение (покрытие) титана серебром:
ряде случаев продукт взаимодействия
основного металла с флюсом не является
припоем, однако он покрывает поверхность
в месте пайки и улучшает смачиваемость
дополнительным припоем, который
вводится в зазор. Например, с помощью
флюса AgCl
можно осуществлять реактивно-флюсовое
лужение (покрытие) титана серебром:
Ti + 4AgCl = TiCl4 + 4Ag.
При 350-400 °С хлорид титана в виде газа улетучивается с поверхности титана, разрушая при этом оксидную пленку TiO2, а восстановленное серебро покрывает чистую поверхность титана, которую затем можно подвергать пайке другими методами.
Рис. 3.74. Примеры размещения наполнителя 2 и легкоплавкой составляющей 1 композиционного припоя между паяемыми пластинами 3
Рис. 3.75. Диаграмма состояния сплава с эвтектикой
Паяные соединения имеют очень малый уровень остаточных напряжений, так как все изделие подвергается одновременно нагреву и охлаждению. Однако довольно длительный термический цикл пайки (нагрев, выдержка, охлаждение) может разупрочнять основной металл изделия, особенно при высокотемпературной пайке (1000-1200 °С).
Пайку в машиностроении и приборостроении применяют очень широко, начиная от пайки узлов реактивных двигателей (рис. 3.76) и кончая микромодульными схемами современных элементов электроники (рис. 3.77). В последнее время пайку стали применять и в строительстве: при соединении, например, оцинкованных труб и листов, мачт электропередач.
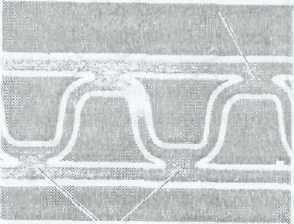
Рис. 3.76. Зона паяного соединения (а) и общий вид блока камер сгорания ЖРД (б)
Р ис.
3.77. Паяные изделия электронной техники
ис.
3.77. Паяные изделия электронной техники