

3 Расчет линейных цепей
Для данного
соединения (рисунок 3) определить допуски
для всех размеров детали (А1
= 1,5 мм,
А2 =
31 мм, А3 =
1,5 мм, А4 =
34 мм,
 = 0,1
= 0,1 мм).
мм).
а) выделить цепь размеров;
б) составить схему размерной цепи;
в) составить уравнение размерной цепи;
г) рассчитать допуски составляющих узел деталей по способу одной степени точности;
д) проверить правильность определения предельных отклонений.

Рисунок 3 - Соединение
В данной задаче
исходным звеном является зазор АΣ.
Принимаем номинальный размер этого
зазора АΣ
= 0.
Тогда, согласно заданию [АΣmax]
= 0,3
мм, [АΣmin
] = 0,1 мм,
[ ]
= + 0,2 мм, [
]
= + 0,2 мм, [ ]
= + 0,1 мм, [
]
= + 0,1 мм, [ ]
= + 0,1 мм, [
]
= + 0,1 мм, [ ]
= 0,1 мм.
]
= 0,1 мм.
3.1 Выделение цепи размеров и составление схемы размерной цепи
По рисунку 3 выделяем цепь размеров, влияющих на изменение замыкающего звена (в данном случае зазора АΣ): А1, А2, А3, А4. Данную цепь можно считать состоящей из минимального числа составляющих звеньев (принцип кратчайшей цепи), так как оно равно числу деталей, участвующих своими размерами в размерной цепи.
Составляем схему размерной цепи (рисунок 4). Увеличивающим является звено А4, остальные звенья цепи – уменьшающие.
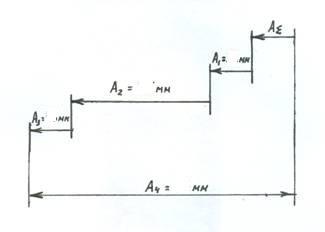
Рисунок 4
3.2 Составление уравнения размерной цепи
Составляем уравнение размерной цепи по формуле (20) (линейная размерная цепь):
АΣ = А4 - (А3 + А2 + А1). (20)
С учетом этого уравнения и принятого значения АΣ = 0 назначаем номинальные размеры всех составляющих звеньев по конструктивным соображениям и расчетам на прочность: А1 = 1,5 мм, А2 = 31 мм, А3 = 1,5 мм, А4 = 34 мм.
Номинальные размеры звеньев отмечаем на схеме размерной цепи и производим проверку размеров по уравнению: 34- (1,5 + 31 + 1,5) = 0 = [АΣ]. Следовательно, номинальные размеры составляющих звеньев назначены правильно.
3.3 Расчет допуска составляющих звеньев по способу одной степени точности и назначение допусков составляющих звеньев
Рассчитаем допуски составляющих звеньев по способу одной степени точности. Определяем среднее число единиц допуска составляющих размеров по формуле (21):
 (21)
(21)
Таким образом, допуски составляющих размеров с учетом сложности изготовления принимаем: Т1 = 0,014 мм, Т2 = 0,033 мм, Т3 = 0,014 мм, Т4 = 0,033 мм. Проверяем правильность назначения допусков составляющих звеньев по уравнению: ТΣ = Т1 + Т2 + Т3 + Т4 = 0,094 мм < 0,1 мм.
3.4 Назначение допускаемых отклонений на все составляющие размеры
Для
ступенчатых размеров звеньев А1,
А2,
А3
назначаем симметричные отклонения,
т.е.
 =
=
 .
Тогда
среднее отклонение
поля допуска А4
=
Ах.
Значит
.
Тогда
среднее отклонение
поля допуска А4
=
Ах.
Значит
 =
=
 = 0 – 0 – 0 + [ 0,1 ] =
0,15
мм.
= 0 – 0 – 0 + [ 0,1 ] =
0,15
мм.
Предельные отклонения А4 = Ах.
 =
=
 = 0,15 + 0,5
= 0,15 + 0,5
 0,033 = 0,165;
0,033 = 0,165;
 =
=
 = 0,15 - 0,5
= 0,15 - 0,5
 0,033 = 0,1335.
0,033 = 0,1335.
Полученные
отклонения близки к
 ;
;
 =
0,15 мм. Принятые размеры отклонения
заносим в таблицу 1.
=
0,15 мм. Принятые размеры отклонения
заносим в таблицу 1.
Таблица 1
|
Обозначения звеньев |
Возможная технологическая операция |
Размеры и отклонения, мм |
Примечание |
|
АΣ |
Сборка |
|
По условию задачи |
|
А1 |
Токарная обработка |
2,5 |
2,5js8 |
|
А2 |
Токарная обработка |
47 |
47js8 |
|
А3 |
Токарная обработка |
2,5 |
2,5js8 |
|
А4 |
Токарная обработка |
|
52z8 |

 0,07
0,07 0,0165
0,0165 0,07
0,07
Правильность назначения предельных отклонений проверяем по формулам (22) и (23):
 =
=
 - (
- ( +
+
 +
+
 ,
(22)
,
(22)
 =
=
 - (
- ( +
+
 -
-
 .
(23)
.
(23)
Тогда получим

 0,3 мм,
0,3 мм,

 0,1 мм, т.е. предельные отклонения
составляющих величин звеньев назначены
правильно.
0,1 мм, т.е. предельные отклонения
составляющих величин звеньев назначены
правильно.