

Компонування потягу
Вибираємо спосіб розливання сифоном, на 4-х місцевих піддонах, на потязі.
Витрата металу на 1 зливок з урахуванням 2% ливників складає:
14,79/0,98=15,1 т
Маса плавки 300 т, число зливків 300/15,1=19,8 шт. У тому числі 19 повних і недоливок.
Готуємо потяг на 5 кущів виливниць, по 4 шт на піддоні. 4 кущі повних, п'ятий тримісний з 1 виливницею для недоливка.
Визначення режимних параметрів розливання
Режимними параметрами є температура і швидкість розливання.
Сталь у ковші в процесі розливання остигає зі швидкістю 1-2 градуса за хвилину. Температуру початку розливання вибирають з урахуванням хімічного складу сталі і часу розливання плавки.
![]() ,
0С
,
0С
Температуру ліквідус визначаємо з виразу:
![]()
Для сталі марки 09Г2:
![]()
Тоді температура початку розливання:
![]() 0С
0С
Приймаємо температуру початку розливання 1615 0С.
Швидкість розливання вибираємо з урахуванням досвіду «АМК», зливок повинний відливатися за 5-10 хв, у середньому 7,5 хвилин.
Час
відливу 5 кущів складе
![]() хв. Прибуток заповнюється з меншою
швидкістю, усього час лиття складе
хв. Прибуток заповнюється з меншою
швидкістю, усього час лиття складе
![]() хв при загальній тривалості розливання
плавки 300 т за 1 годину.
хв при загальній тривалості розливання
плавки 300 т за 1 годину.
Визначаємо внутрішні розміри ковша.
Об’єм
металу в ковші 300/7=43 м3.
Товщина шару ковшового шлаку 200 мм.
Конструктивно, приймаємо Нн=1,4Дср,
ухил бічних стінок 6-8%. Вибираємо
![]() (нагадуємо, що для малих кутів у радіанах
(нагадуємо, що для малих кутів у радіанах
![]() ).
).
![]() ;
;
![]() м
м
![]() м
(висота наливу)
м
(висота наливу)
Швидкість розливання регулюємо вибором діаметра отвору в колекторі ковшового затвору. Час розливання зв'язаний з розмірами ковша виразом:
![]() ,
з
,
з
де Fср – середня площа ковша у світлі, м2;
![]() =0,75
– коефіцієнт витрати;
=0,75
– коефіцієнт витрати;
f – площа поперекового перерізу випускного отвору, м2.
Відкіля
![]() м2
м2
![]() м
м
Приймаємо колектор з діаметром отвору 80 мм.
Висоту шару металу, що витрачається на вилив кожного чергового куща (чи зливка при литті зверху) можна визначити по формулі:
![]() ;
;
![]() м,
м,
де i – номер куща (зливка) при відліку від верха;
N – число кущів (зливків при литті зверху), що може бути як цілим, так і дробовим. У нашому прикладі
![]() шт.
шт.
Перевіримо для нашого приклада час виливу 4-го куща (рисунок 4).
![]() ;
;
![]() м;
м;
![]() ;
;
![]() м.
м.
Р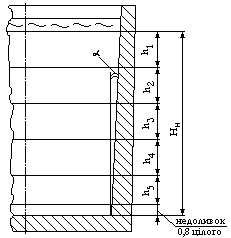 исунок
4 – Схема розливу кущів зливків
исунок
4 – Схема розливу кущів зливків
Додатковий
тиск від шлаку
![]() м.
м.
Об’єм металу на 1 кущ 43/4,95=8,69 м3.
Площа перетину 4-го шару 8,69/1,05=8,26 м2.
Час виливу 4-го зливкового куща (див. малюнок 4):
Швидкість
розливання 2180/6,5![]() мм/хв.
мм/хв.
Масова швидкість лиття 4-го куща:
![]() т/хв.
т/хв.