

3.7. Нагрузочные кривые процесса вырубания
К вырубочным плитам малой жесткости относятся пластмассовые и деревянные плиты, а также колоды из спецкартона. В этом случае под вырубочную плиту или под плиту ударника (траверсы) упругие амортизаторы обычно не устанавливают. Нагрузочная кривая Р = f(х) при вырубании на плитах малой жесткости приведена на рис. 3.7, а. В соответствии с графиком Р = f (x) имеем
![]()
где Δх1 —сумма зазоров в кинематических парах механизма вырубания (до 1,5 мм); Ххх — холостой ход вниз; h — -толщина вырубаемой детали; х3 = х3’ + x3’’ + х3’’’ — ход на заглубление режущей кромки резака в вырубочную плиту (здесь х'3 — заглубление в вырубочную плиту для полученя чистого среза (от 0,5 до 0,8 мм); х"3 — заглубление из-за непараллельности рабочих плоскостей ударника и вырубочной плиты (до 1,5 мм); х3’’’ — заглубление из-за разной высоты резака; Δх2 —упругая деформация звеньев механизма вырубания.
При правильной настройке пресса Pd1 < Pb1.
При вырубании на плитах большой жесткости (металлические - чугунные, чугунные со стальными накладками или алюминиевые с изолирующей пленкой) под вырубочную плиту или под плиту ударника (траверсы) устанавливают упругие амортизаторы, обычно резиновые прокладки. Нагрузочная кривая Р = f(х) в этом случае показана на рис. 3.7, б, для которой Н2 = Δx1 + Ххх’ + ΔXз’ + h + ΔXз + ΔX2’’, где ΔX3’ + ΔЗ’’ — деформация амортизатора.
Вырубание на плитах большой жесткости рекомендуется при повышенных требованиях к точности деталей и чистоте среза. Процесс такого вырубания характеризуется увеличенным ходом ударника (траверсы), так как H2 > H1 и большими нагрузками на пресс. При любой настройке пресса Рd2 > Рb2- Увеличение жесткости амортизатора приводит к возрастанию максимального усилия вырубания.
Обеспечение безопасности работы на прессах.
Схема зашиты рук рабочего представлена на рис.3.8.
Р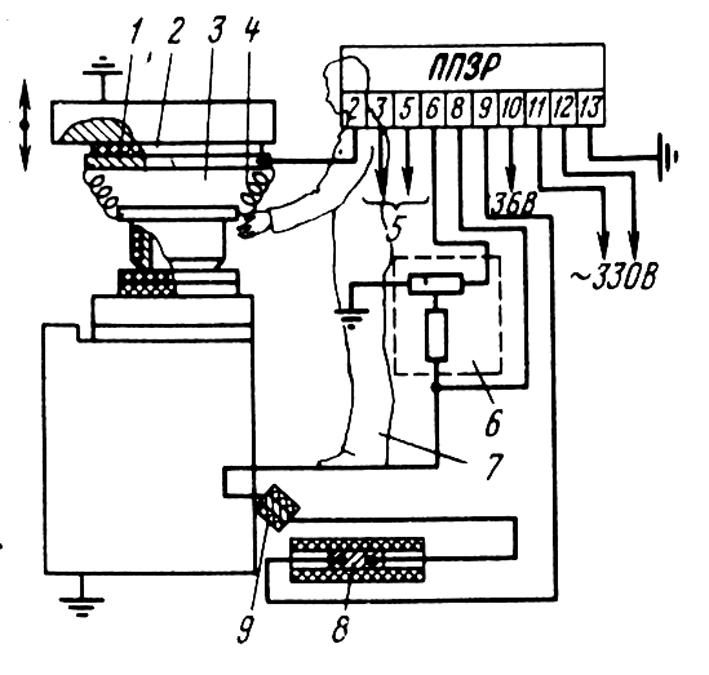 ис.
3.8. Электрическая схема защиты рук
рабочего на прессе ПВГ-8-2-О
ис.
3.8. Электрическая схема защиты рук
рабочего на прессе ПВГ-8-2-О
При работе рабочий 7 стоит на подставке 8 (внешнем электроде; и держит резак 3 за изолированную часть 2. Резак 3 снабжен гибкими контактами 4 (пружинками), которые касаются верхней плиты 1. На внешний электрод 8 через ограничительное сопротивление 6 подается напряжение с регулятора чувствительности 5, расположенного на прессе. Ограничительное сопротивление 5,1 мОм обеспечивает безопасную работу при случайном повреждении изоляции подставки. Внешний электрод последовательно связан с педалью 9 для увеличения надежности работы схемы защиты. Когда рабочий касается опасных (оголенных) частей резака, возникает небольшой безопасный емкостный ток по цепи: внешний электрод - ограничительное сопротивление руки человека-резак-гибкий контакт-верхняя плита-вход прибора. При этом контактами реле прибора ППЗР разрывается электрическая цепь в схеме управления прессом. Пресс отключается, верхняя траверса поднимается.
Правильность работы системы защиты рук проверяется следующим образом:
включить пресс - горит сигнальная лампочка ПС;
повернуть ручку регулятора чувствительности 5 (см. рис. 3.8), расположенного в блоке настройки пресса, против часовой стрелки до упора;
стоя на подставке, левой рукой прикоснуться к плите верхней траверсы, а правой плавно повернуть ручку регулятора чувствительности до отключения сигнальной лампочки. После этого, касаясь несколько раз плиты, следует убедиться в четкости срабатывания системы защиты рук.
Современные конструктивные модификации производственных машин и агрегатов для раскроя материалов.
Автоматизированная установка «Джет-100»для раскроя материалов струей воды. Выпускается совместным предприятием фирм «Балкан» (США) и «Сераль» (Франция).
Принцип раскроя заключается в образовании высокоскоростной струи воды, которая производит эрозионное отделение частей материала. Вода подается под давлением до 400 МПа через небольшое отверстие, при этом образуется тонкая (с диаметром до 0,1 мм) режущая струя воды. Ее скорость до 1000 м/с.
Основными преимуществами установки перед установками для традиционных методов раскроя являются сокращение потерь материала, ликвидация дорогостоящего инструмента и отходов, увеличение скорости резания, совершенствование организации труда и контроля качества.
Установка предназначена для раскроя текстильных, искусственных, синтетических и пенистых материалов, поливинилхлорида (ПВХ), синтетического каучука и др. С помощью дополнительной системы FOCOM можно раскраивать и натуральные кожи.
Установка состоит из стола для водоструйного раскроя размером 1,5x1,5 м, системы подачи струи воды, управляющего компьютера и программного обеспечения.
Стол для раскроя представляет собой ленточный конвейер с пролетным краном. На кране смонтирован рабочий блок для раскроя струей воды. Управление его движением в трех плоскостях осуществляется компьютером.
Пролетный кран перемещается по оси X (в горизонтальной плоскости) по двум рельсам, жестко прикрепленным к верхней части суппорта. Режущий блок перемещается по направляющим пролетного крана по оси Y (в той же плоскости) с помощью сервоприводов. При перемещении по оси Z (ровно 100 мм) устанавливают по высоте режущий блок, если необходимо обеспечить одновременный раскрой нескольких слоев материала. Стол оборудован конвейером для загрузки материала и разгрузки деталей. Разгрузка деталей производится одновременно с раскроем следующего листа материала, сводя к минимуму время простоя.
Система подачи струи воды имеет следующие основные компоненты: усилитель для создания предельно высокого давления, сопло для формирования тонкой высокоскоростной струи, приемный резервуар для воды.
Усилитель представляет собой плунжерный насос с возвратно-поступательным ходом поршня и гидравлическим приводом. Масло поочередно подается с каждой стороны большого поршня 2 (рис.3.9), обеспечивая его возвратно-поступательное движение. Масло подается насосом 8 переменного объема с компенсацией давления. Возвратно-поступательное движение поршня обеспечивается системой золотников 7. Перемещение большого поршня приводит в действие высоконапорные плунжеры 1 небольшого диаметра, которые, в свою очередь, воздействуют на воду в малых напорных цилиндрах. Путем изменения давления масла в большом поршне имеется возможность регулировать высоконапорный выход воды от минимального значения до максимального, на которое рассчитана вся система. Через фильтр 6 подается вода на усилитель с входным давлением 0,8—1,2 МПа. Фильтр препятствует прониканию небольших примесей и инородных частиц, которые могут повредить или сократить срок действия сальников насоса, обратных клапанов 5 и других элементов усилителя. Второй фильтр 4 в технологической линии находится после накопителя 3 и предназначен для защиты от засорения сопла. Этот фильтр улавливает любые частицы, прошедшие через усилитель или образовавшиеся в самом усилителе в результате повреждения или износа сальников.
Сопло, как правило, изготовляют из сапфира. Оно имеет отверстие диаметром от 0,1 до 0,35 мм. Сапфир запрессован в мягкую латунь, которая удерживается во вкладыше из нержавеющей стали. Срок работы клапана сопла составляет до 200 ч, а замену ее производят менее чем за 1 мин.
С помощью программного обеспечения производится оптимизация скорости раскроя по отношению к заданным параметрам.
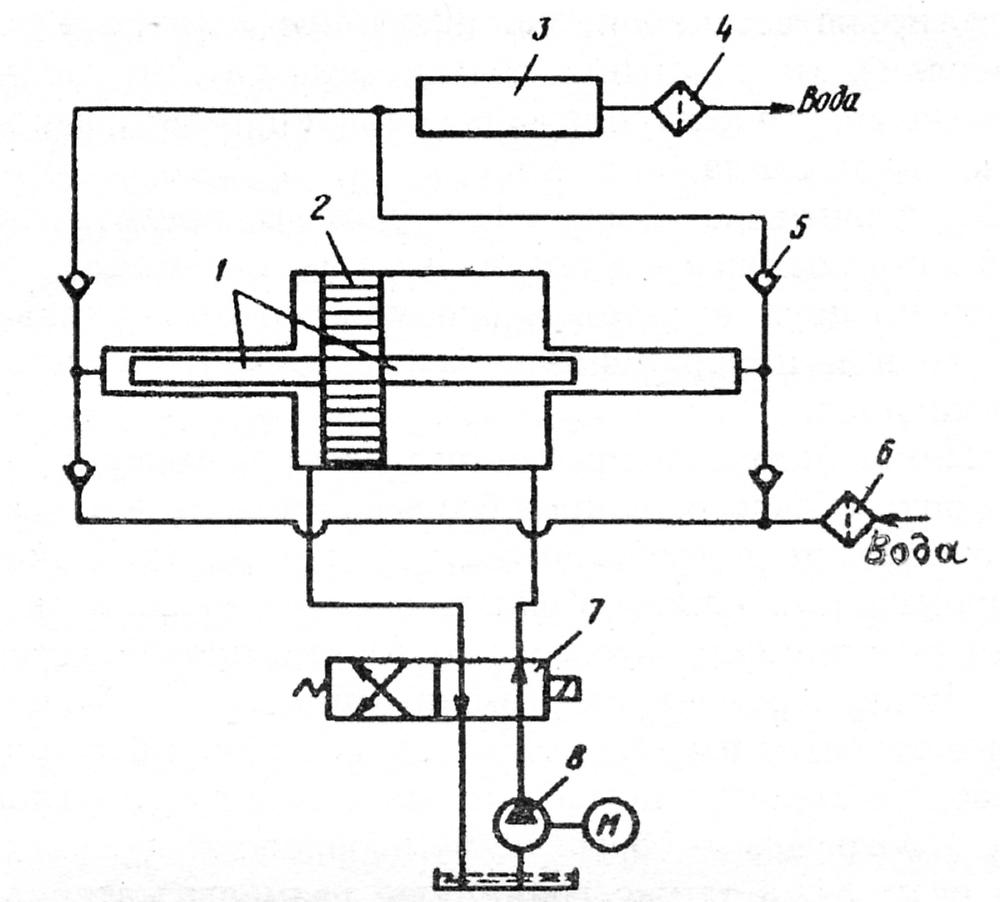
Рис. 3.9. Принципиальная схема установки "Джет-100"
Установка ЛУРМ-1600 для раскроя материалов. Предназначена для раскроя лучом лазера искусственных кож и пленочных материалов, подаваемых из рулонов, на детали обуви. Раскрой программируется на перфоленте.
Установка состоит из лазера непрерывного действия, раскройной машины, устройства числового программного управления (ЧПУ), пневмо- и электрооборудования.