

Скрепление деталей сваркой
Заключается в нагревании контактирующих поверхностей деталей до вязкотекучего состояния и соединении их при небольшом давлении. При этом происходит диффузия макромолекул из одной свариваемой поверхности в другую с образованием связи, прочность которой при оптимальных условиях может приближаться к когезионной прочности материала соединяемых деталей. При сварке мягких искусственных кож кроме диффузии в однородной среде происходят также диффузия полимерного материала в смежную среду (в рыхлую волокнистую структуру многих искусственных кож) и образование «заклепок», благодаря чему прочность соединения свариваемых деталей увеличивается в 2 - 3 раза.
Сварку выполняют путем нагревания соединяемых поверхностей следующими методами: контактным, с помощью газового теплоносителя и горячей присадки, высокочастотным, ультразвуковым и др.
Для скрепления деталей верха обуви наиболее часто применяют сварку токами высокой частоты (ТВЧ). При этом термопластичный материал разогревают до вязкотекучего состояния в результате преобразования энергии электрического поля в теплоту внутри самого материала.
Для сварки используют пресс с электродами и генератор ТВЧ. Электроды изготовляют из металла высокой электрической проводимости (латуни, алюминия, стали), чтобы предотвратить их нагревание в результате сопротивления прохождению электрического тока, так как это может вызвать пригорание материала. На рабочей поверхности электродов делают гравировку, имитирующую ниточные швы или декоративный рисунок.
Детали заготовки верха обуви из термопластичных материалов можно скреплять ультразвуковой сваркой, при которой под действием ультразвуковых колебаний происходят эндотермическое разогревание материала и переход его в вязкотекучее состояние.
Оборудование для ультразвуковой сварки в отличие от высокочастотного проще и надежнее в эксплуатации, не требует сложной защиты обслуживающего персонала.
Методом сварки в основном соединяют мягкие искусственные кожи с поливинилхлоридным (ПВХ) покрытием.
При скреплении деталей верха обуви сваркой можно получать сварные швы следующих конструкций: накладной (рис. 3.5.7, а), встык (рис. 3.5.7, б) и типа тачного (рис. 3.5.7, в, г).
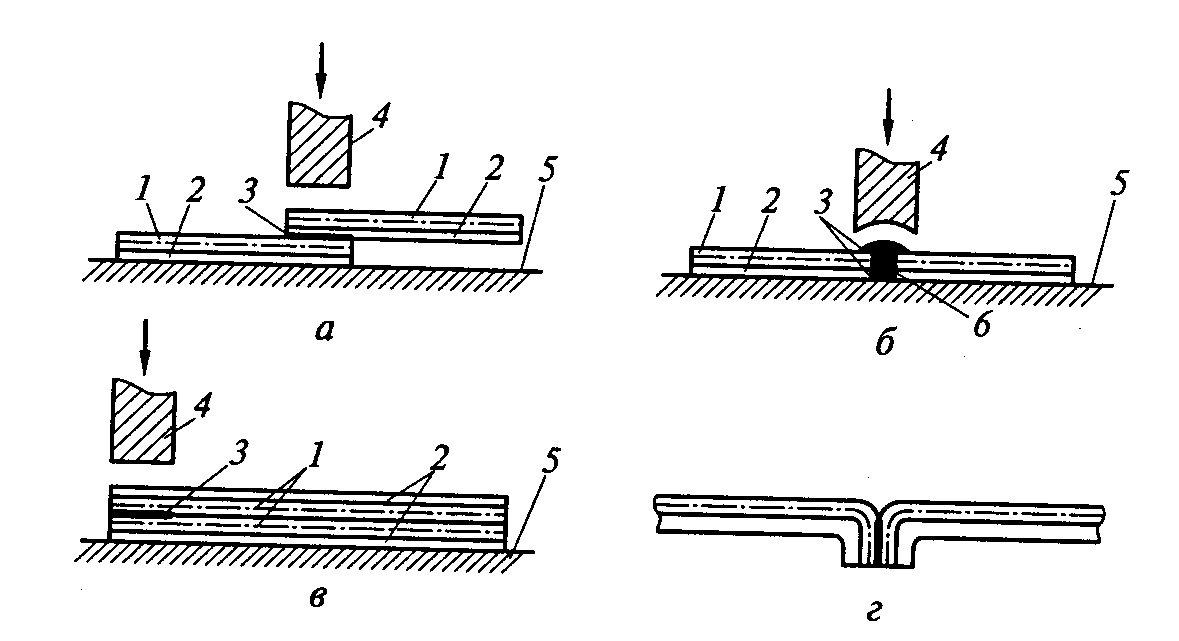
Рис. 3.5.7. Сварные швы:
а – накладной; б – встык; в, г – типа тачного. 1- термопластичное покрытие мягкой искусственной кожи (ИК); 2- основа ИК; 3- свариваемый участок; 4- верхний электрод; 5- нижний электрод; 6- полимерная жилка.
Большой интерес представляют одновременная сварка токами высокой частоты и вырубание деталей из нескольких слоев термопластичного материала. Таким образом можно изготовлять целые заготовки верха обуви (например, ремешкового типа и др.) или отдельные детали (банты, пряжки и др.).