

Технологические процессы и применяемое оборудование при влажно-тепловой обработке
В швейной промышленности удельная трудоемкость процессов влажно-тепловой обработки составляет более 20%.
Задачей влажно-тепловой обработки является придание деталям, полуфабрикату или изделиям надлежащей формы и внешнего вида. Операции влажно-тепловой обработки выполняются как при обработке отдельных деталей или узлов, так и при окончательной обработке готовых изделий.
В каждом процессе влажно-тепловой обработки, выполняемой на оборудовании разнообразных видов (утюгах, прессах, паровоздушных манекенах, каландрах и т. п.), можно выделить три стадии:
-
подготовка материала к формованию;
-
деформация материала;
-
фиксация полученной формы.
Текстильные волокна при наличии влаги растягиваются на большую величину, чем сухие, а усилия для этого требуются меньшие. Высушенные в растянутом состоянии волокна на длительный период сохраняют полученные размеры.
Основными параметрами, характеризующими влажно-тепловую обработку, являются температура рабочих поверхностей, от которых тепло передается обрабатываемому объекту; влажность материала, давление на материал, время обработки. Все эти параметры в какой-то степени связаны между собой. Например, за счет повышения давления можно несколько снизить необходимую температуру и, наоборот, с повышением температуры можно уменьшить давление.
Выбор оптимальных режимов работы оборудования для влажно-тепловой обработки прежде всего связан с определением таких параметров процесса, которые обеспечивают наиболее высокую производительность машины и надлежащее качество обработки.
Например, при удельном давлении 1,5-104 Н/м2, влажности 20—30 % и выдержке 30 с допускаемая температура гладильных поверхностей при обработке льняных тканей 225 °С, хлопчатобумажных тканей — 180 °С, ацетатного шелка — 140 "С.
Раздел 3. Обувное производство
3.1. Структура производства обуви.
Классификация обуви по назначению и ее конструкции.
-
По назначению:
-
Бытовая:
-
Повседневная
-
Выходная
-
Домашняя
-
-
Специальная:
-
Спортивная
-
Производственная
-
Армейская
-
-
-
По виду:
-
Сапоги
-
Ботинки
-
П/ботинки
-
Туфли
-
Сандалии
-
Деление обуви по видам осуществляется по степени закрывания стопы верхом обуви и способу удержания обуви на ноге.
-
Группы обуви:
-
Мужская
-
Женская
-
Девичья
-
Мальчиковая
-
Школьная для мальчиков
-
Школьная для девочек
-
Детская
-
Малодетская
-
Гусариковая
-
Пинетки
-
-
Внутренние размеры обуви
-
Размеры
-
Полноты
-
Нумерация имеет две системы:
Штрих-массовая (специальная обувь) (1 штрих = 2/3 см)
Метрическая
(размер стопы в см х 1,5 , например, 26 см х 1,5 = 39 размер)
Полнота определяется по окружности стопы.
Детали верха обуви.
Закрывают стопу сверху. Выкраиваются из тонких тягучих материалов. По названиям, см. рис.3.1., 3.2., 3.3.
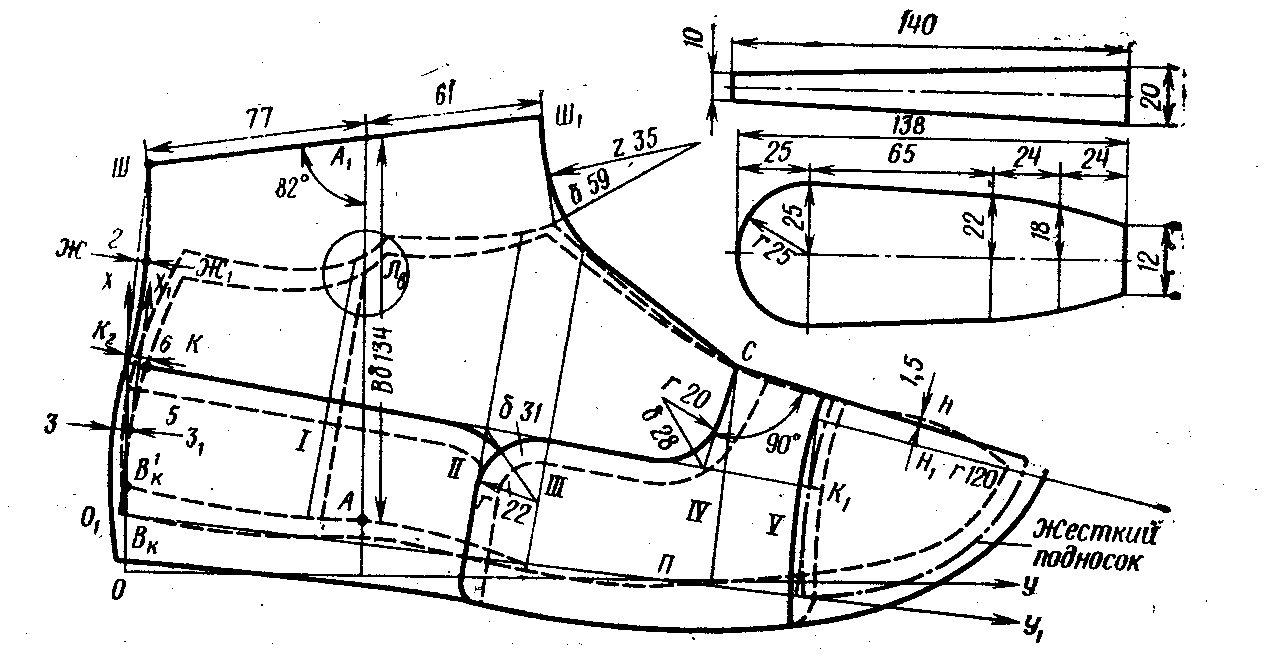
Рис. 3.1. Модель верха мужского ботинка с накладной союзкой.
Детали верха: носок, союзка, задинка, берец, задний наружный ремень и язычок.
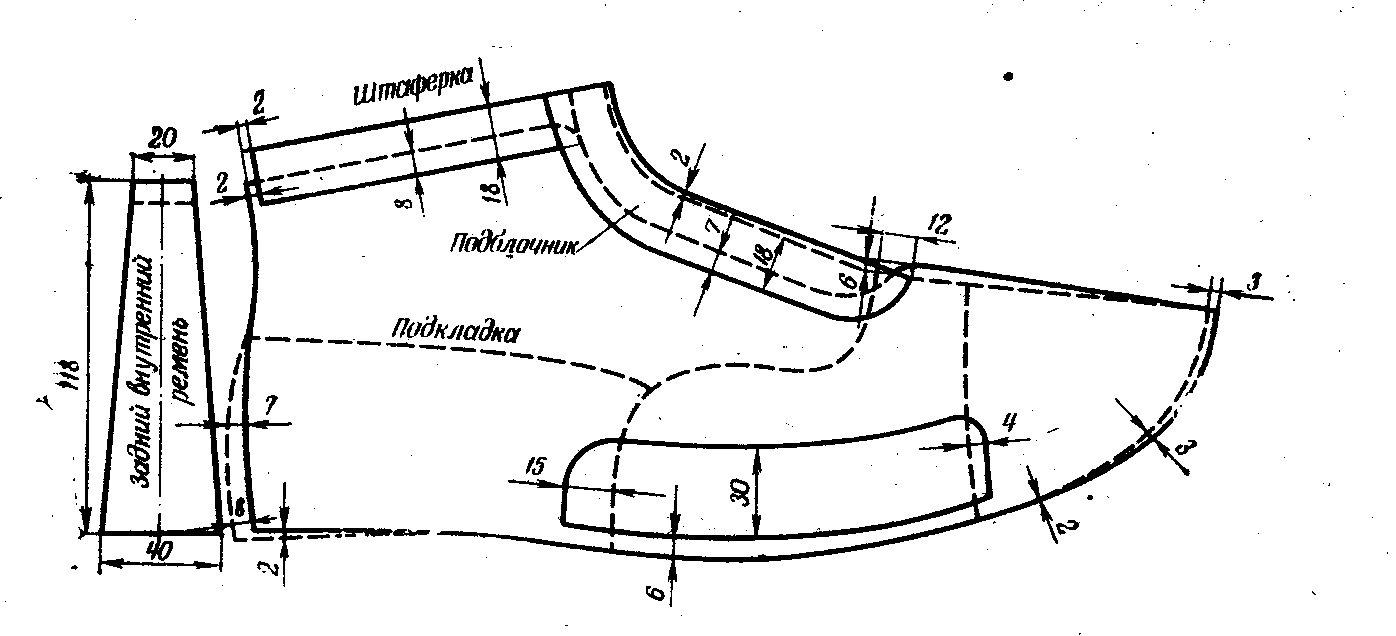
Рис. 3.2. Модель подкладки мужского ботинка с накладной союзкой.
Детали подкладки: подкладка из ткани, подблочник, штаферка, задний внутренний ремень
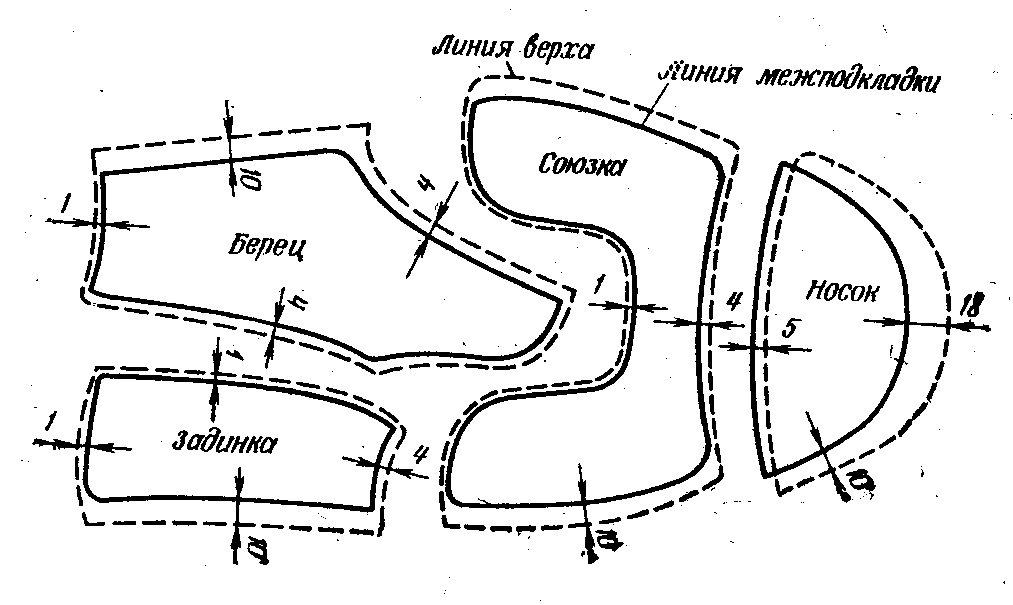
Рис. 3.3. Модель межподкладки мужского ботинка с накладной союзкой.
Детали межподкладки: носок, союзка, задинка, берец, боковинка, межподблочник.
Детали низа обуви.
Располагаются между стопой и опорной поверхностью. Выкраиваются из жестких плотных материалов (кожи, резины и др.), формованные детали изготавливаются из резины и пластмассы, в т.ч. литьевым способом.
Все детали делятся на:
наружные;
внутренние;
промежуточные.
См. рис. 3.4.
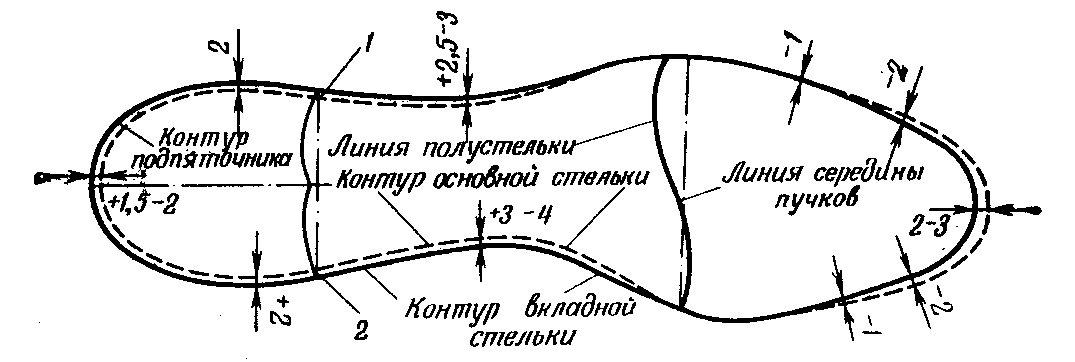
Рис. 3.4. Внутренние и промежуточные детали низа обуви.
Схема технологического процесса.
Укрупненная схема процесса в основном одинакова при производстве обуви большинства конструкций (см. рис. 3.5).
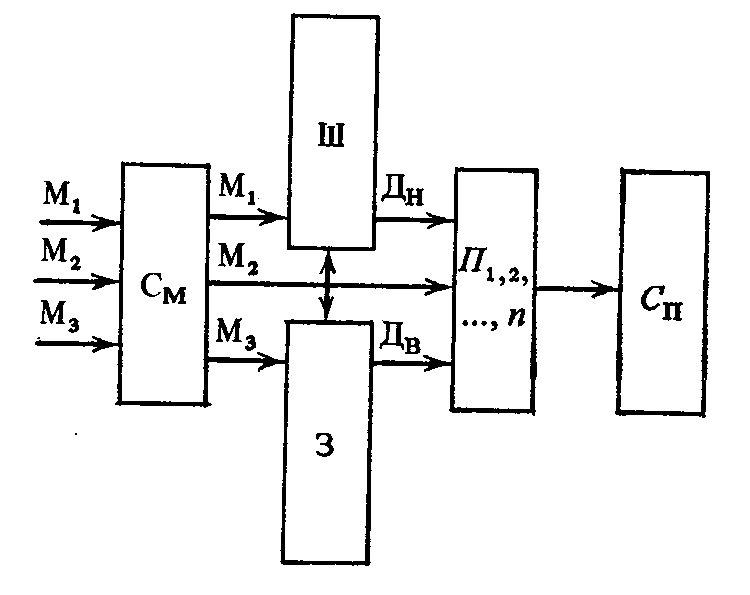
Рис. 3.5. Укрупненная схема процесса производства обуви.
М1—материалы для низа обуви; М2 — вспомогательные материалы (клей, нитки др.); М3—материалы для верха обуви; См—склады материалов; Ш — вырубочный цех; 3 —раскройный цех; П—сборочные цехи; Сп — склады готовой продукции; Дн и Дв—узлы (дели) низа и верха обуви
Процесс начинается на складах, где материалы группируют по видам, сортам, толщине, площади и другим признакам. Там же выборочно проверяют соответствие их свойств требованиям государственных стандартов. При наличии полного комплекта всех материалов подобранные их партии передают в подготовительные цеха: раскройный и вырубочный. Здесь же, обычно после разруба детали предварительно обрабатывают. Далее в сборочных цехах изготовляют заготовку верха, формуют ее, скрепляют с деталями низа и отделывают обувь. При изготовлении обуви специфичных конструкций (например, цельнолитой) схема производства изменится: ликвидируются операции по подготовке таких деталей низа, как подошвы. Это означает, что схема процесса динамична и при совершенствовании техники и технологии возможны ее принципиальные изменения.