

2.2. Типовые технологические процессы швейного производства и применяемое оборудование. Структура производства.
Швейное предприятие
Цеха производственного назначения
Вспомогательное производство
основные
подсобные
побочные






























Рис. 2.1. Примерная структура швейного предприятия
Структура современного швейного производства включает в себя:
- участок подготовки,
- участок раскроя,
- участок пошива,
- участок окончательной отделки
В зависимости от сложности ассортимента и мощности потока производства эти участки могут быть самостоятельными или совмещёнными. При изготовлении большинства швейных изделий структура производства состоит из подготовительно-раскройного и швейного участков.
Участок подготовки и раскроя.
На этом участке производится приёмка, а также разбраковка и промер длины и ширины материала с применением разбраковочно-промерочной машины.
На настилочном столе производят настилание ткани вручную или с применением настилочной каретки, обмеловку раскладок лекал и рассекание настила на передвижных машинах с вертикальным ножом. Окончательный (точный) раскрой деталей выполняют на стационарной машине с ленточным ножом, стол которой совмещён с настилочным столом.
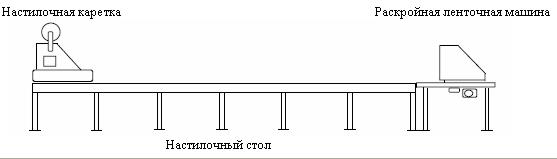
Рис.2.2. Раскройная машина совмещенная с настилочным столом.
Длина рабочего стола определяется с учётом расхода материала на одно изделие, выпуска изделий в смену и количества слоёв в настиле - до 100 полотен для изделий из тонкого трикотажа. Кроме того, к этой расчётной длине нужно прибавить по 1,5м. с каждого конца стола для работы настилочной каретки.
Ширина стола определяется с учетом максимальной ширины раскраиваемого материала с добавлением 0,3м с каждой стороны для работы с передвижными ножами.
Высота стола стационарной ленточной раскройной машины должна соответствовать высоте настилочного стола.
Настилочный стол оснащается концевыми отрезными и прижимными линейками.
Ширина проходов вдоль стола - не менее 1м, со стороны торцов стола - 1,5-3,0 м.
Оптимальное количество рабочих - 3 человека: один на настилочной каретке, двое - на передвижных и ленточном ножах.
Оборудование для подготовительно-раскройного участка производства
|
Технологические операции |
Тип применяемого оборудования
|
|
|
|
1. Разбраковка и промер материалов |
Мерильно-браковочная машина |
|
|
|
2. Отрезание и закрепление концов полотен в настиле |
Линейка концевая ручная или линейка концевая автоматическая
|
|
|
|
3. Настилание полотен |
Автоматическая настилочная каретка |
|
|
|
4. Предварительный раскрой настила |
Передвижная раскройная машина с вертикальным ножом |
|
|
|
5. Предварительный раскрой низких настилов |
Передвижная раскройная машина с дисковым ножом |
|
|
|
6. Точный раскрой деталей |
Стационарная раскройная ленточная машина |
|
|
|
7. Нарезание полос (бейки) |
Машина для нарезания полос |
|
|
|
8. Нумерация кроя |
Пистолет маркировочный |
|
|








Технологические процессы и применяемое оборудование пошивочного производства
Классификация швейных машин:
1. По виду образующего стежка:
- с челночным стежком,
- с цепным стежком;
2. По компоновке головок швейных машин:
- с плоской платформой,
- с горизонтальной колонкой – рукавные,
- с вертикальной колонной;
3. По виду выполняемых операций и степени автоматизации:
- универсальные,
- специальные,
- швейные машины полуавтоматы;
4. По скоростным возможностям:
- низкоскоростные (скорость вращения главного вала менее 1200 об/мин),
- скоростные (то же до 3500об/мин),
- высокоскоростные (тоже более 3900 об/мин);
5. По количеству игл:
- одноигольные,
- двухигольные,
- многоигольные;
6. По массе:
- легкие,
- средние,
- тяжелые;
7. По характеру выполняемых операций:
- сметочные,
- окантовочные,
- вышивальные,
- запошивочные,
- обметочные,
- стегальные,
- подшивочные,
- для пришивания фурнитуры,
- для выполнения фасонной строчки,
- одноцелевые агрегаты,
-автомат линии;
8. В зависимости от объекта применения:
- обувные,
- перчаточные,
- кожгалантерейные,
- для шорно-седельного производства,
- для мехового производства,
- другие.
Процесс образования челночного стежка
Двухниточный челночный стежок образуется следующим образом. Верхняя нитка 3 (рис. 2.4.1, а) с катушки 2 проводится между шайбами регулятора натяжения нитки 4, в ушко рычага нитепритягивателя 1 и ушко иглы 5. Нижняя нитка 8 намотана на шпульку 7, которая вложена в челнок 6.
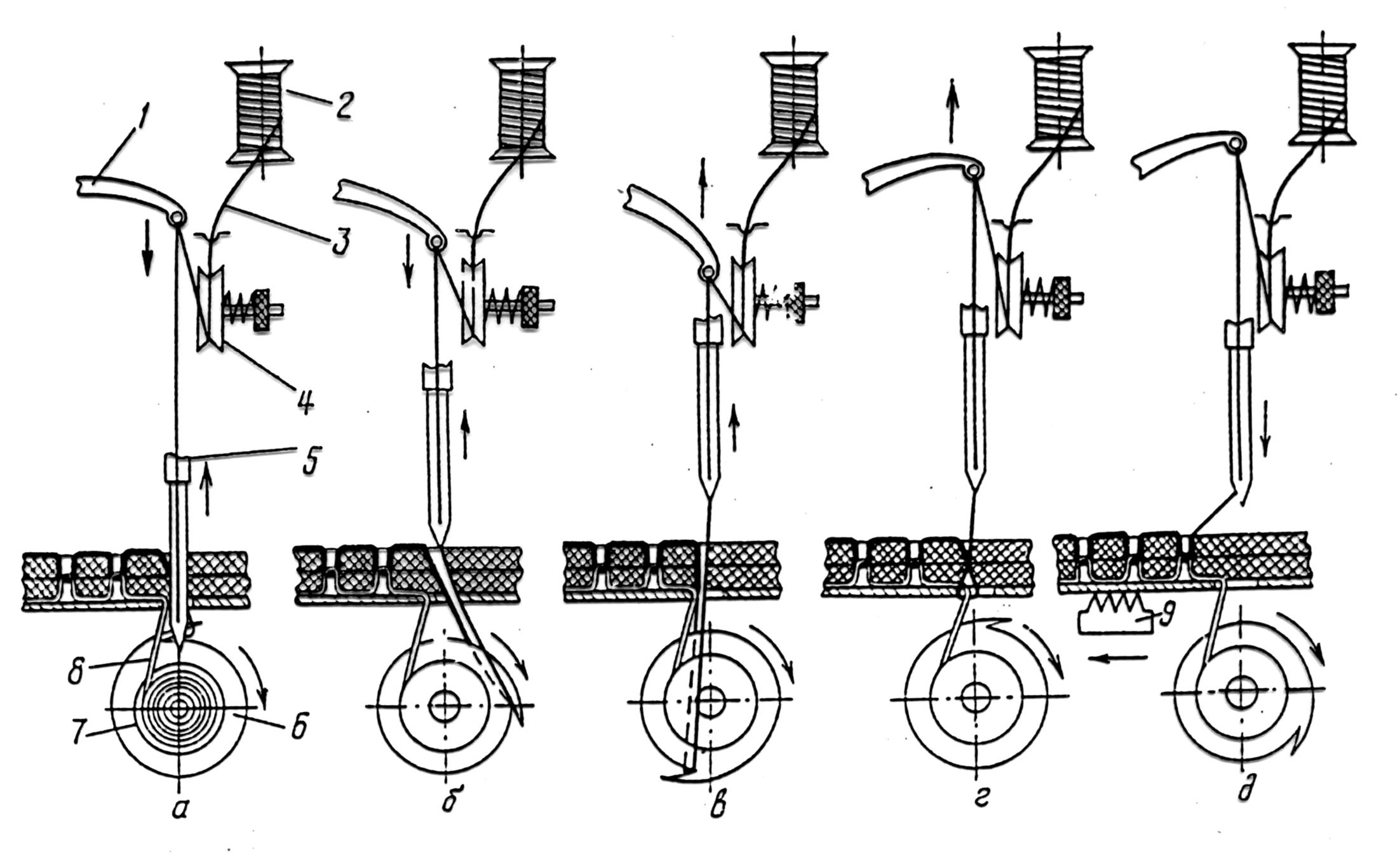
Рис. 2.3. Процесс образования челночного стежка.
При работе машины игла прокалывает материал, проводит через него верхнюю нитку и подает ее к челноку. Поднимаясь из нижнего положения, игла образует петлю, в которую заходит носик челнока. Затем игла продолжает подниматься, а челнок, захватив петлю (рис. 2.4.1,6), начинает ее расширять. При этом рычаг нитепритягивателя движется вниз и освобождает верхнюю нитку. Далее челнок обводит петлю верхней нитки вокруг шпульки с нижней ниткой (рис. 2.4.1, в). В этот момент рычаг нитепритягивателя начинает двигаться вверх (рис. 2.4.1, г), при движении сдергивает петлю верхней нитки с челнока и затягивает стежок. После утяжки стежка (рис. 2.4.1, д) транспортер 9 перемещает материал на величину стежка, а игла начинает двигаться вниз и процесс повторяется.
Для образования челночного стежка каждая швейная машина должна иметь механизмы иглы, челнока, нитепритягивателя и перемещения материала.
Циклограмма работы основных механизмов универсальной швейной машины
Циклограмма работы швейной машины представлена на рис. 2.4.2. На графиках работы механизмов приняты следующие обозначения: перемещение иглы z от уровня материала (а), угол поворота челнока ψ (б), перемещение глазка нитепритягивателя по вертикали z' (в), перемещение двигателя материала вдоль строчки х (г) и вертикальное перемещение рейки z" (д) в зависимости от угла поворота главного вала φ:
1 — момент прокола иглой материала; 2—крайнее нижнее положение иглы: 3 — момент захвата петли-напуска носиком челнока; 4 — момент выхода иглы из материала; 5 — крайнее нижнее положение глазка нптепритягивателя; 6 — момент сброса петли игольной нитки с челнока; 7 — начало перемещения материала рейкой; 8 — крайнее верхнее положение глазка нитепритягивателя.
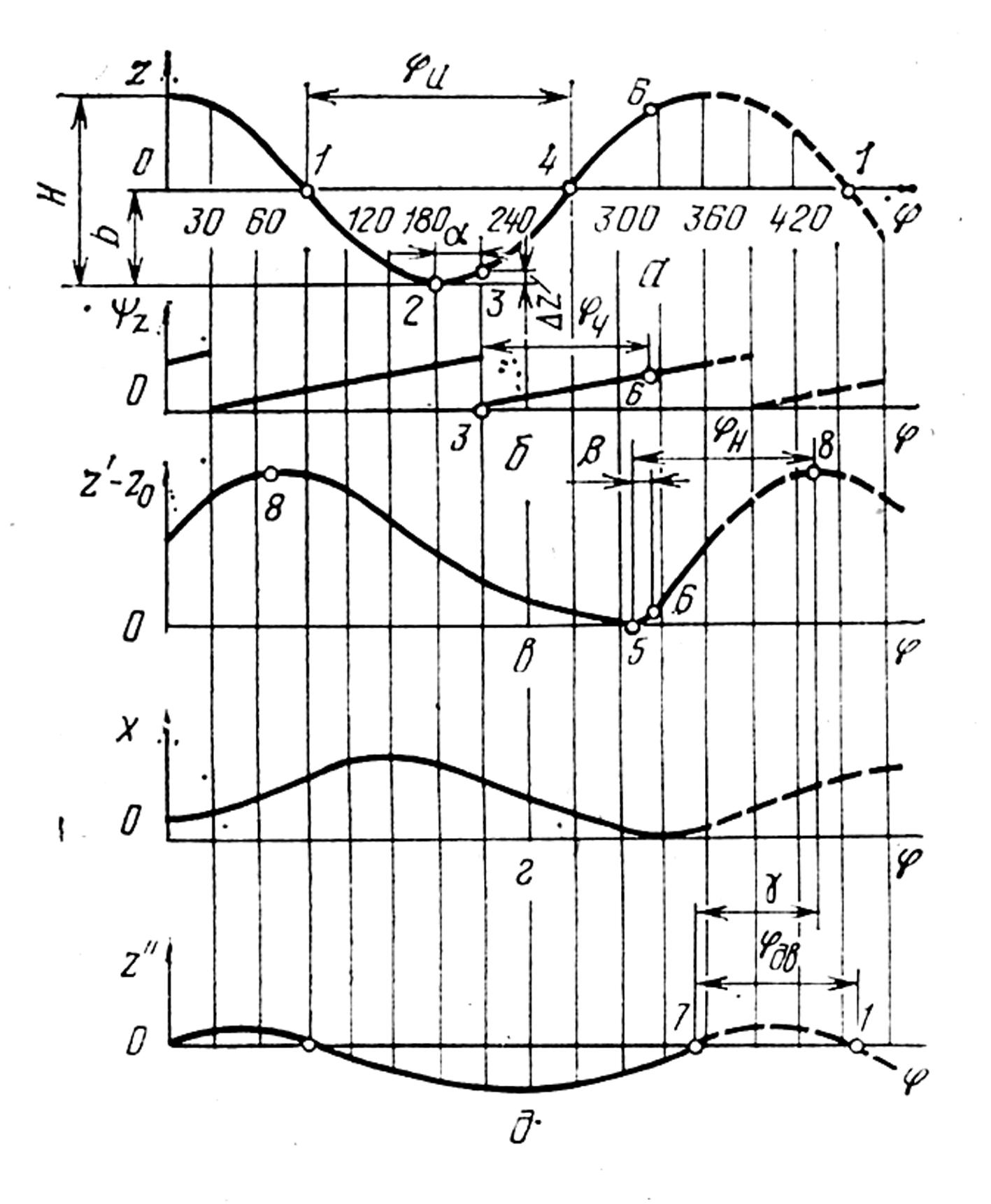
Рис. 2.4. Циклограмма работы основных механизмов универсальной швейной машины.