

Обтяжно-затяжной метод формования заготовок верха обуви
Обтяжно-затяжные машины (ОЗМ) классифицируются по следующим признакам.
-
По принципу привода:
- с гидроприводом;
- с пневмоприводом.
2. По количеству клещей:
- 7 клещей (большинство ОЗМ);
- 9 клещей (машины для обработки некоторых видов модельной и особоизящ ной обуви).
3. По характеру выполнения обтяжной операции:
- машины, осуществляющие операцию путем подъема стелечного упора, при этом клещи неподвижны. Такие машины работают по принципу одинаковой деформации заготовки при обтяжке, что является существенным недостатком.
- машины, осуществляющие обтяжку заготовки, как за счет вертикального перемещения стелечного упора, так и за счет вертикальных смещений самих клещей. При этом клещи выполнены в "плавающих" конструкциях.
4. По типу устройств для подачи клея:
- машины, у которых клей-расплав поступает в бак для разогрева в виде гранул. Впрыск клея на стельку осуществляется посредством поршневого насоса через впрыскивающее сопло;
- машины, у которых клей поступает в машину в виде прутка и расплавляется нагревателями перед непосредственным нанесением на заготовку.
Технологическая последовательность выполнения обтяжно-затяжных операций показана на рис. 3.4.8.

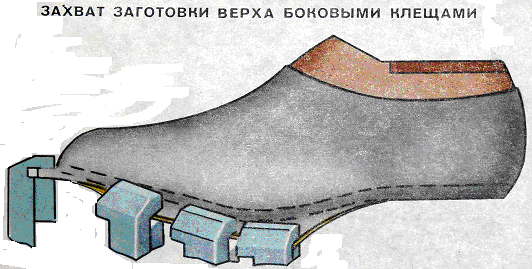
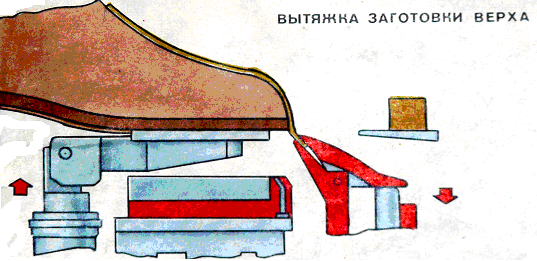
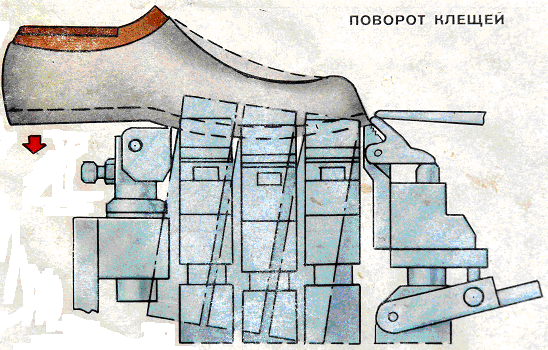
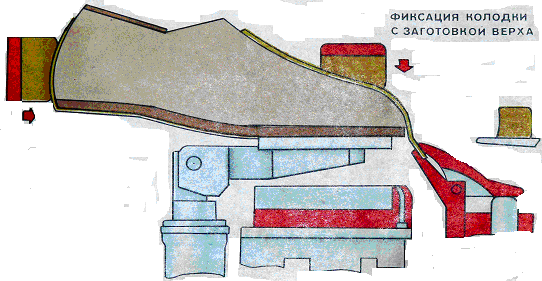
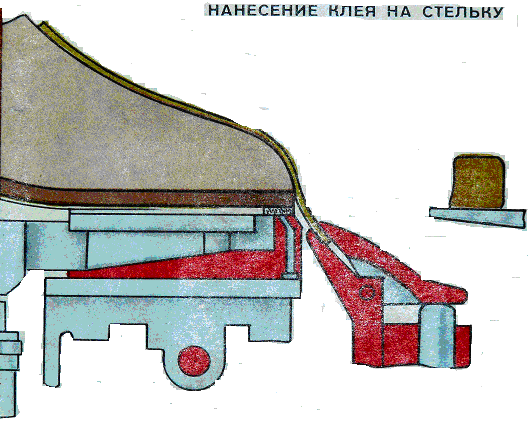
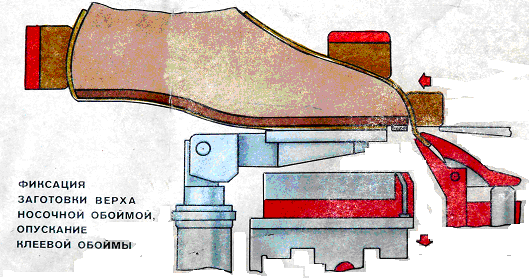
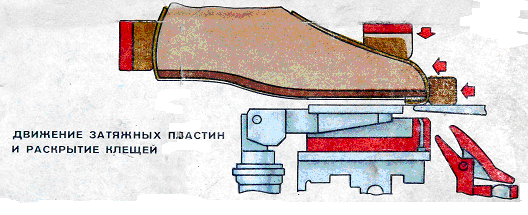
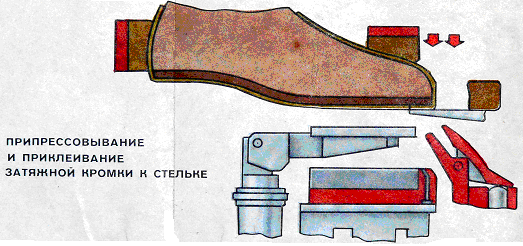
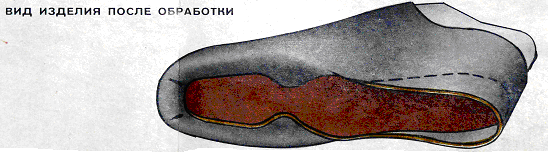
Рис. 3.4.8. Технологическая последовательность выполнения обтяжно-затяжной операции.
-
Скрепление и сборка деталей обуви
Скрепление деталей обуви может осуществляться путем ниточного соединения, физико-химическими методами, штучными крепителями.
-
Ниточное скрепление деталей.
Классификация швейных машин, процесс образования челночного переплетения нитей, циклограмма работы универсальной швейной машины приведены в разделе 2.
-
Физико-механические методы скрепления деталей
К физико-механическим методам скрепления деталей относятся: клеевой, метод горячей вулканизации, литьевой и скрепление деталей сваркой.
Клеевой метод крепления деталей низа обуви
Клеевой метод крепления деталей низа обуви является наиболее распространенным, так как снижает себестоимость изделий и число технологических операций. К достоинствам клеевого метода можно отнести также высокую производительность, сравнительную простоту конструкции оборудования и широкие возможности автоматизации процесса.
Клеевому креплению низа обуви предшествует ряд последовательно выполняемых подготовительных операций: формование и взъерошивание следа затянутой обуви, нанесение клея и сушка, термоактивация клеевой пленки на подошве и заготовке верха.
Общие сведения о прессах для приклеивания подошв обуви.
Современные прессы для приклеивания подошв быстросхватывающими клеями изготавливаются одно-, двух- и четырехсекционными, статического действия с полуавтоматическим циклом работы и автоматическим приводом, обеспечивающим среднее или высокое давление прессования.
Основными механизмами пресса являются: пресс-секции (левая и правая), содержащие пресс-подушки; носочный и пяточный колодочные упоры; гидропривод; регулирующая аппаратура.
Секции пресса для размещения левой и правой полупар обуви могут работать поочередно и одновременно. Каждая секция имеет пресс-подушку, на которую устанавливается следом вниз полупара обуви, и систему консольнорасположенных верхних колодочных упоров, к которым прижимается колодка при подъеме. Пресс-подушка закрепляется непосредственно на штоке силового гидроцилиндра. Прессующее воздействие пресс-подушка осуществляет со стороны ходовой поверхности подошвы на все участки следа заготовки обуви. При переходе обработки обуви с одного ростовочного ассортимента на другой, изменяют положение упоров по среднему размеру обуви данного ассортимента и устанавливают требуемое давление в гидросистеме поворотом маховика регулятора давления.
Давление на след обуви контролируют по манометру.
Время подпрессовки контролируется автоматически специальными таймерами в соответствии с настройкой его на требуемую продолжительность цикла обработки.
Прессы со средним давлением прессования (от 0,4 до 0,6 МПа) выполняются односекционными с пневматическим и гидравлическим приводом и применяются для приклеивания подошв к легкой обуви, имеющей незначительную кривизну следа (домашние и спортивные туфли и т.п.) Пресс-подушки таких прессов имеют резиновую монолитную вставку с плоской поверхностью. Время прессования, в зависимости от материала подошв, вида клея и режима термоактивации, – 3-30 с. Колодочные упоры механические, рычажные.
Прессы с высоким давлением прессования (от 0,6 до 1,5МПа) выполняются в основном двухсекционными и применяются для прикрепления подошв к мужской и женской обуви на среднем и высоком каблуке. Более широкое распространение получили гидравлические прессы.
Пресс-секции располагаются в прессах в большинстве случаев под углом к оператору, что объясняется стремлением улучшить условия работы и уменьшить размер пресса по длине конвейера.
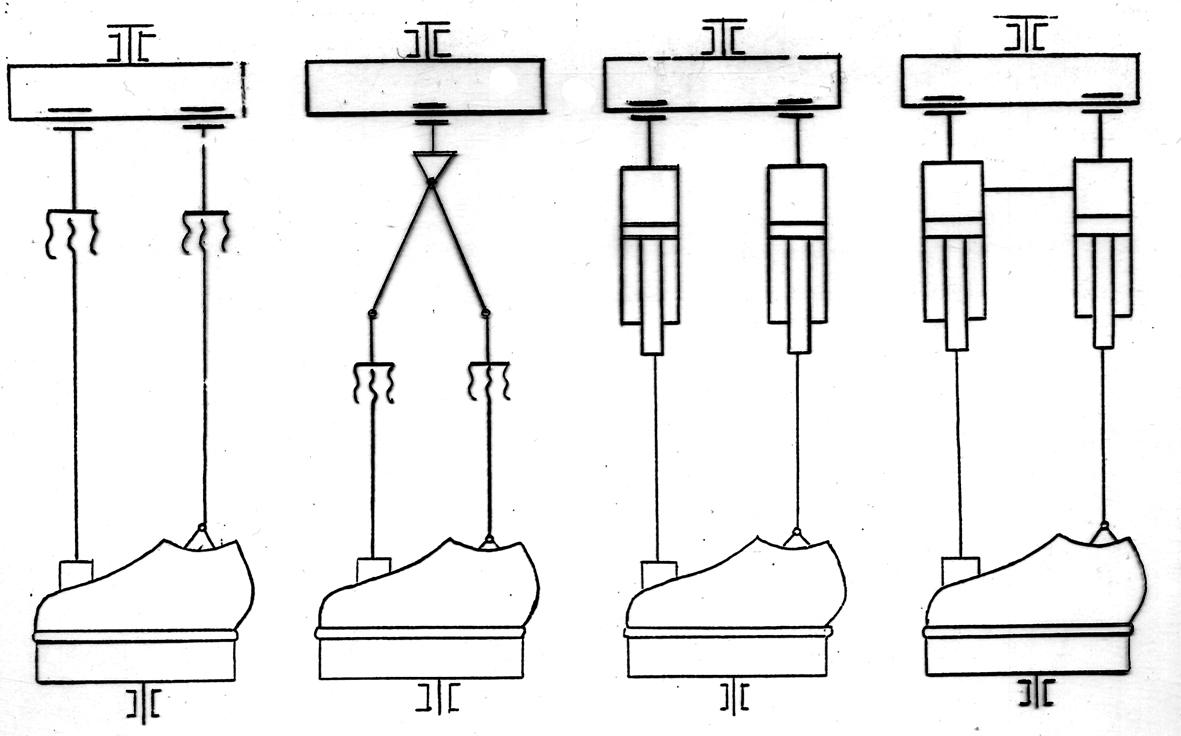
Колодочные упоры прессов выполняются самоустанавливающимися, гидравлическими или механическими, коромыслового типа, с вертикальным перемещением штоков прижимов (см. рис. 3.5.1).
а б в г
Рис. 3.5.1. Схемы колодочных упоров
а – механические несамоустанавливающиеся; б – механические самоустанавливающиеся; в – гидравлические несамоустанавливающиеся;
г – гидравлические самоустанавливающиеся
Пресс-подушки в прессах современной конструкции выполняются шарнирными с возможностью регулирования угла наклона прижимных элементов. В основном применяются прижимные элементы в виде диафрагм, камер или монолитные в виде набора горизонтальных и вертикальных профилированных резиновых вставок (см. рис. 3.5.2).
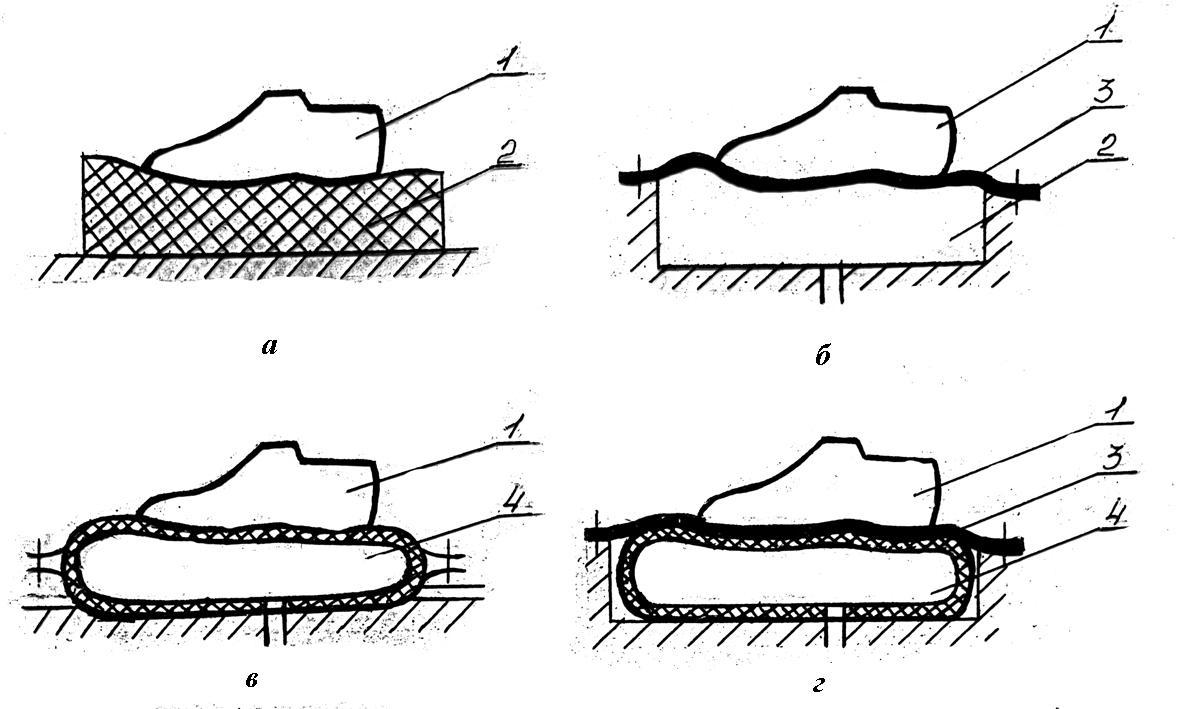
Рис. 3.5.2. Схемы основных типов пресс-подушек.
а – монолитная; б – диафрагменная; в – баллонная (камерная); г – комбинированная
1 – колодка; 2 – подушка из слоев монолитной или пористой резины; 3 – упругая диафрагма; 4 – камера.
Пресс ППГ-4-0 (см. рис. 3.5.3) предназначен для приклеивания быстросхватывающим клеем подошв к следу затянутой обуви. На прессе приклеивают кожаные, кожеподобные, резиновые и другие подошвы гусариков, дошкольной, детской, женской и мужской обуви всех фасонов с голенищами высотой до 360 мм.
Пресс электрогидравлический, двухсекционный. Секции могут работать как поочередно, так и одновременно.
Работой пресса управляют с помощью двух педалей, установленных на передней дверце, или ладонных кнопок, расположенных на пульте управления. Аварийное выключение перемещения пресс-подушек вверх и возврат их в исходное положение производят клавишами на пульте управления.
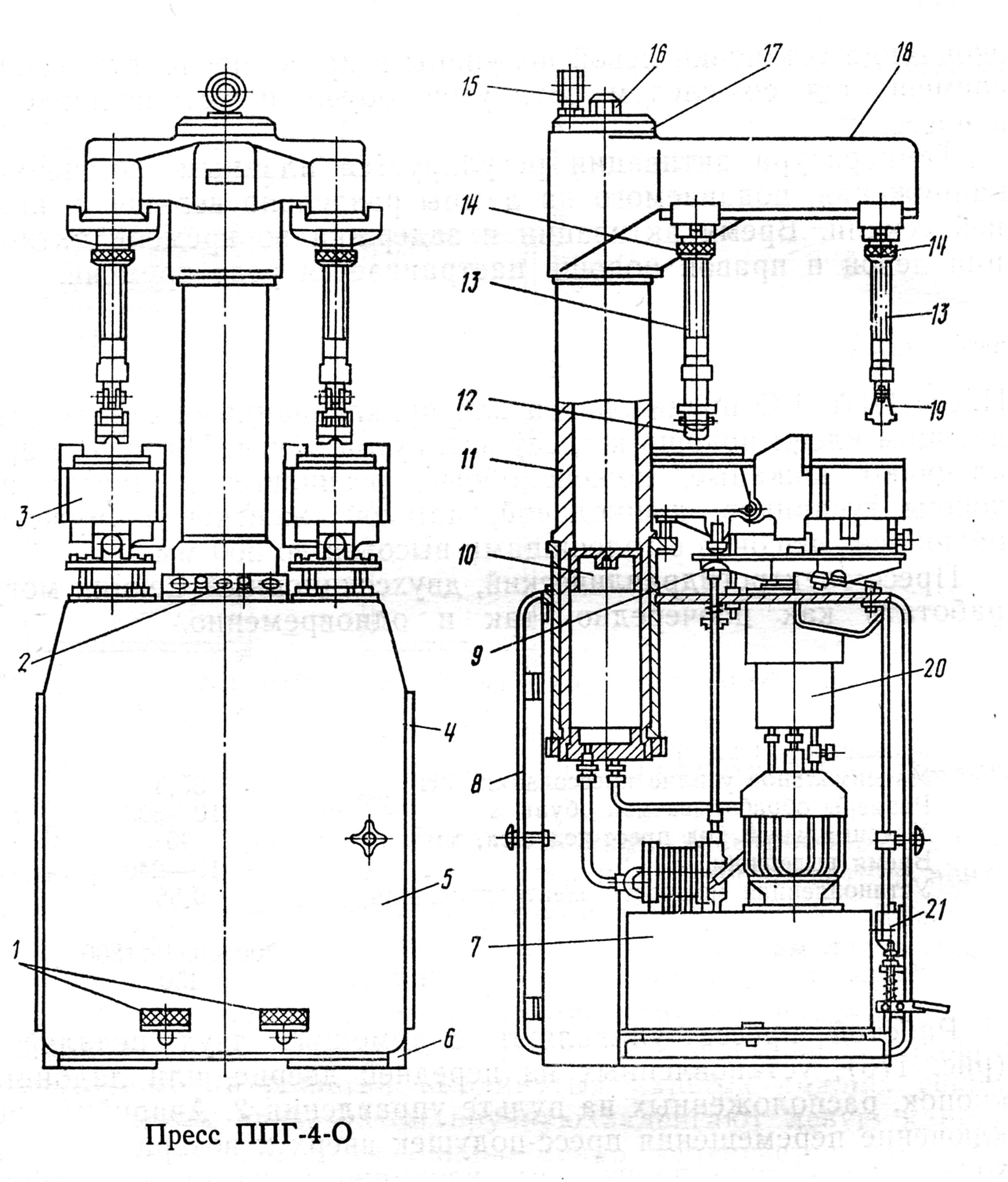
Рис. 3. Рис. 3.5.3. Пресс ППГ-4-О
Технологическая операция выполняется следующим образом.
Подошву после термоактивации клеевой пленки, накладывают на след, и обувь устанавливают следом вниз на пресс-подушку. Нажимая на педаль или ладонную кнопку, включают соответствующую секцию. Каблучный прижим зажимает обувь, после чего пресс-подушка перемещается вверх до прижатия колодки с обувью к колодочным упорам. После этого возрастает давление в гидроцилиндре подъема, давление прессования передается через эластичные элементы на подошву и след обуви. После окончания прессования реле времени выключает пресс. Пресс-подушка с обработанной обувью опускается, каблучный прижим возвращается в исходное положение, полупару с приклеенной подошвой снимают. Цикл работы секции заканчивается.