

4.2. Металлические банки для консервов.
Цилиндрические банки металлические и крышки к ним, предназначенные для фасования консервируемой продукции ОКП 14 1740, выпускают по ГОСТ 5981 — 88 «Банки металлические для консервов. ТУ». Стандарт не распространяется на алюминиевые банки с легковскрываемыми крышками и жестяные банки с язычком.
Различают литографированные и нелитографированные банки. Последние имеют производственную маркировку на дне и крышке и бумажную этикетку в виде ленты. На литографированных банках маркировка нанесена краской на металлическую поверхность банок.!
Металлические банки для консервов в зависимости от конструкции изготовляют двух типов:
-тип I — сборные (круглые и прямоугольные);
-тип II — цельные (круглые, фигурные, прямоугольные, овальные и эллиптические).
Банки изготавливают со сварным или паяным продольным швом.
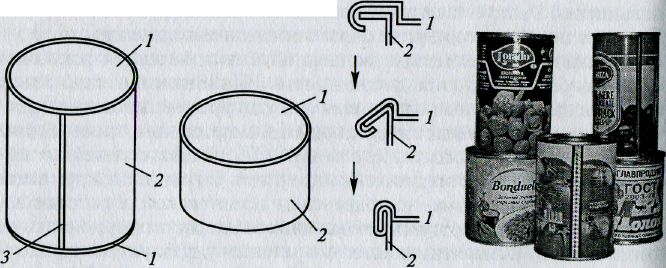
Сборные банки состоят из трех частей: корпус в форме обечайки с продольным швом сварным или паяным и двух концов — крышки и донышка (рис. 4.1, а)
а б в г
Рис. 4.1. Общий вид металлических банок:
а — тип I; б — тип И; в — формирование двойного закаточного шва;
г — литографированные банки с продукцией;
1 — крышка (донышко); 2 — корпус; 3 —боковой шов
Таблица 4.1 Регламентируемая толщина металла для банок
|
Тип банки , |
№ банки или внутренний диаметр |
Толщина жести, мм |
Толщина алюминия, мм |
||
|
корпус |
крышка |
корпус |
крышка |
||
|
I — сборные прямо-угольные |
№61-63 №61-66 |
0,22 0,25 |
0,25 0,25 |
— |
— |
|
I — сборные круглые |
50,5 — 74,1 мм 83,4-91 » 99 » 153,1 » 215-223» |
0,18 0,20 0,22 0,25 0,28 |
0,20 0,22 0,22 0,28 0,32 |
— |
— |
|
II — цельные круглые |
72,8-91 » 99 |
0,20 0,22 |
0,22 0,22 |
0,25 0,27 |
0,27 0,27 |
|
II — цельные фигурные |
По номерам (17 разновидностей) |
0,20-0,22 |
0,22-0,25 |
0,27-0,30 |
0,30-0,32 |
Цельные банки состоят из двух составных частей: цельнотянутого корпуса с донышком, полученного штамповкой из листовой заготовки жести или алюминия, и крышки (рис. 4.1, б). Корпус банки может иметь (или не иметь) ребра жесткости (зиги). Концы в сборных банках прифальцовывают двойным закаточным швом. Этот шов состоит из пяти слоев жести (см. рис. 4.1, в). Крышку после заполнения банки прифальцовывают двойным закаточным швом. Производство цельных банок более технологично и выгодно, однако лист должен быть лакированным, поскольку при штамповке часто нарушается полуда за счет вытяжки листа.
Рекомендуемая толщина металла, приемлемая для производства банок, приведена в табл. 4.1. В перспективе для банок отечественного производства предполагается снижение толщины стального листа и слоя олова вследствие улучшения качества лакового покрытия.
Производство жестяных банок. Оно различно в зависимости от типа банки. Неизменным остается только вид двойного закаточного шва. Технологический процесс проходит на двух параллельных линиях — производство корпуса и крышки и (или) донышка. Изготовление донышек и крышек аналогично для всех типов банок. Стадии производства корпуса различаются в зависимости от типа банки. В сборной («трехчастной») банке формируется продольный шов на корпусе.
8
Изготовление банок типа I начинается с формирования обечайки (корпуса). Листовая жесть разрезается на заготовки — бланки. Из штабеля бланки по одному проходят узел насечки. В узле формообразования заготовка принимает цилиндрическую форму заданного диаметра, а продольный шов отбортовывается (рис. 4.2).
В зависимости от технологии соединение шва производится способом сварки или пайки (с использованием припоев).
Специальный калибрующий венец оформляет нахлест краев заготовки, чтобы подготовить ее к сварке. После сварки корпус банки поступает на установку, где на внутреннюю и наружную поверхности сварного шва наносят лак и сушат его. Затем корпус отбортовывают и соединяют в фальц с предварительно подготовленным донышком, затем закатывают двойным швом. После формирования банки ее контролируют на герметичность. Негерметичные банки выбраковвают.
Производство цельных банок типа II проще. Листовой или рулонный материал поступает на пресс, где производится глубокая вытяжка металла, затем механическая вырубка и отбортовка горловины; лакирование внутренней поверхности и отвердение лака.
Производство концов, т.е. донышек и крышек, происходит по-разному, в зависимости от того, имеют они устройство для облегчения вскрывания (легковскрываемые крышки) или нет.
Если донышки и крышки однотипны (для обычных сборных банок), их изготовление одинаково. Лист поступает в зону штампа, и производится штамповка-вырубка одновременно нескольких заготовок. Отштампованные крышки (донышки) передаются по транспортеру для подвивки и гуммирования, т.е. введения в фальц крышки уплотните л ьной, герметизирующей пасты. Затем пасту подсушивают в туннельной печи. Донышки для сборных банок направляют на соединение с корпусом. Крышки переводят в вертикальное положение и направляют на упаковку.
В России выпускают свыше 60 разновидностей металлических банок различной вместимости в диапазоне от 50 до 9590 см3. Наиболее часто используемые банки приведены в табл. 4.2.
Таблица 4.2 Наиболее распространенные разновидности металлических банок для консервов
|
№ банки |
Вместимость, см3 |
Тип банки |
|||
|
3 |
250 |
II цельная |
|||
|
7 |
325 |
I сборная |
|||
|
8 |
353 |
1и11 |
|||
|
9 |
370 |
I |
|||
|
12 |
580 |
I |
|
||
|
13 |
895 |
I |
|||
|
14 |
3030 |
I |
|||
|
15 |
8880 |
I |
|||
|
|
|
|
|||
Для мясных и рыбных консервов в основном используют металлические банки следующих номеров: № 3 и 4 массой нетто 250 г, № 8 - 325 г, № 9 — 350 г, № 12 — 550 г. Металлические банки большей вместимости используют для продуктов: яичных замороженных (меланж и др.) массой нетто 2,8 кг (№ 14), 4,5 кг (№ 47), 8 кг (№ 15), 10 кг (прямоугольные), плодоовощных консервов для общественного питания и промышленной переработки — массой нетто до 10 кг; рыбных пресервов (соленые сельди) — массой нетто до 5 кг.
В статистике учет ведется в пересчете на условные банки. За одну условную объемную банку в пищевой промышленности принята банка
№ 8 вместимостью 353 см3. Для банок иной вместимости существует коэффициент пересчета, который получают делением фактической вместимости банки на 353, т. е. на вместимость банки № 8. За массовую условную единицу принято 400 г продукта.
При изготовлении банок для консервов применяют следующие материалы:
-жесть холоднокатаная белая, листовая или рулонная по ГОСТ 13345-85 марок ЭЖК, ЭЖК-Д и ГЖК;
-жесть белая холоднокатаная горячего лужения в рулонах;
-жесть белая листовая лакированная (по НД);
-жесть белая листовая и рулонная (по НД);
-жесть белая листовая литографированная (по НД);
-жесть хромированная лакированная марки ХЛЖК;
-алюминиевая лакированная лента или листы (по НД);
-Припой оловянно-свинцовый по ГОСТ 21930 — 76 с номинальным содержанием олова 40 %;
-Уплотнительные пасты (по НД);
-материал лакокрасочный шовный (по НД).
Санитарно-химические требования к жестяной таре для про-
дукци пищевого назначения строго регламентируют. Основные контролируемые соединения и показатели допустимого количества миграции приведены в табл. 4.3.
Таблица 4.3 Санитарно -химические нормативы для жестяной тары
|
Вид тары |
Контролируемые соединения |
ДКМ, мг/л |
Класс опасности |
|
Лакированная эпоксифенольными лаками |
Эпихлоргидрин Формальдегид Фенол Дифенилолпропан Цинк Свинец |
0,100 0,100 0,050 0,010 1,000 0,030 |
2 2 4 4 3 2 |
|
Лакированная фенольно-масляными лаками |
Формальдегид Фенол Свинец |
0,100 0,050 0,030 |
2 4 2 |
|
С белково -устойчивыми покрытиями, содержащими свинцовую пасту |
Эпихлоргидрин Формальдегид Дифенилолпропан Цинк Свинец |
0,100 0,100 0,010 1,000 0,030 |
2 2 4 3 2 |
|
С винилоргансоловым покрытием |
Ацетальдегид |
0,200 (ПДК в воде) |
4 |