

Калибры для контроля гайки m 14 × 1,25 - 6g
ТD2 =0,18 мм; ТPL =0,011 мм; ZPL = 0,012 мм; H/6 =0,180 мм;
F1 =0,125 мм; WGO =0,0175 мм; WNG =0,0115 мм.
ПРD1 = D1 + ЕID1 – H/6 = 12,647 + 0,028 – 0,180 = 12,495 мм;
ПР D1max = D 2 + ЕID2 + ZPL + TPL/2 = 13,188+ 0,028+ 0,012+0,011/2 = 13,2335 мм;
ПРD2min = D2 + ЕID2 +ZPL– TPL/2 = 13,188 + 0,028 + 0,012–0,011/2= 13,2225 мм;
ПРD2изн = D2 + ЕID2 +ZPL–WGO = 13,188 + 0,028 + 0,012 – 0,0175 = 13,2105 мм;
ПРD max = D + ЕID + ZPL + TPL =14 + 0,028 + 0,012 + 0,011 = 14,051мм;
ПРDmin = D + ЕID +ZPL– TPL =14+ 0,028+ 0,012–0,011 = 14,029мм.
HED1 = D1 + ЕID1 – H/6 = 12,647 + 0,028–0,180 = 12,495 мм;
HED2max = D2 + ЕID2 +TD2+ TPL=13,188+0,028+ 0,18 + 0,011 = 13,407 мм;
HED2min = D2 + ЕID2 +TD2 = 13,188 + 0,028 + 0,18 = 13,396 мм;
HED2изн = D2 + ЕSD2 + TPL/2– WNG =13,188 + 0,208 + 0,011/2–0,0115 = 13,39 мм;
HEDmax=D2+ЕID2+TD2+TPL/2+2*F1+TPL=13,188+0,028+0,18+0,011/2+2*0,125+0,011=13,662мм;
HEDmin=D2+ЕID2+TD2+TPL/2+2*F1–TPL=13,188+0,028+0,18+0,011/2–2*0,125–0,011=13,640мм.
Задание 3. Расчет допусков размеров, входящих в размерные цепи.
Задача 3.1.
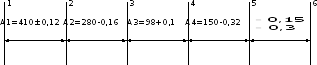
Произвести перерасчет размеров и допусков методом полной взаимозаменяемости и теоретико-вероятностным методом от базы размерной цепи 4.
Метод полной взаимозаменяемости.
Разбиваем сложную цепь на ряд элементарных цепей.
Первая цепь:
В5=
150 + 36 = 186 мм;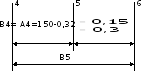
ESA=ESB5 – EIB4=0 мм;
ESB5=ESA + EIB4= -0,15 + (-0,32)= -0,47 мм;
EIB5=EIA + ESB4= -0,3 + 0= -0,3 мм;
B5= .
.
Вторая
цепь: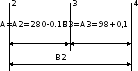
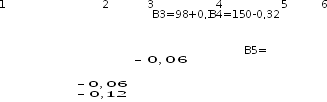
В4= 280 + 98 = 348 мм;
ES =ESB4 – EIB3
ESB4 =ESA + EIB3= 0 + 0=0;
EIB4=EIA + ESB3= -0,16 + 0,1 = -0,06 мм;
B2=378
Третья
цепь: 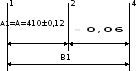
В1= 410 + 378 =788 мм;
ES =ESB2 – EIB4
ESB5 =ESA + EIB4= 0,12 + (-0,06)= 0,06 мм;
EIB5=EIA + ESB4=-0,12 + 0=-0,12 мм;
B1=788
Полученная цепь будет иметь вид:
Теоретико-вероятностный метод.
Разбиваем сложную цепь на ряд элементарных.
Первая цепь. Так как допуск замыкающего звена А5 меньше А4, значит необходимо ужесточить квалитет на А4 до 9-го (TD=0,1) и производить расчет дальше:
В5
= 150 + 36 = 186 мм;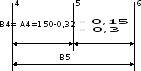
ТВ5= 0,111
мм;
0,111
мм;
EcB5=EcA+EcB2=(-0,15-0,3)/2+(0-0,1/2)=
=-0,275 мм;
ESB5= EcB3+ ТВ5/2=-0,275+0,0555=-0,2195 мм;
EIB5= EcB3 – ТВ5/2=-0,275 – 0,0555= -0,3305 мм;
В5=
Вторая цепь:
В2=280 + 98 = 378 мм;
TB2= 0,0156
мм;
0,0156
мм;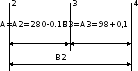
EcB2= EcA+EcB3=-0,16/2+0,1/2=-0,03 мм;
ESB2= EcB2+ ТВ2/2=-0,03+0,0078=-0,0222 мм;
EIB2= EcB2 – ТВ2/2=-0,03 – 0,0078= -0,0378 мм;
В2=
Третья цепь:
В1=
410 + 378 = 788 мм;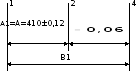
TB1= 0,0315
мм;
0,0315
мм;
EcB1= (0,12-0,12)/2+(-0,06)/2=-0,03 мм;
ESB1= EcB1 + ТВ1/2=-0,03+0,01575=-0,01425 мм;
EIB1= EcB1 – ТВ1/2=-0,03 – 0,01575= -0,04575 мм;
B1=
Полученная цепь будет иметь вид:
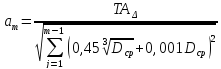
Задача 3.2.
По
заданному допуску исходного звена
TA=0,9
мм размерной цепи
Определить допуски составляющих размеров методом полной взаимозаменяемости и теоретико-вероятностным методом, если номинальные размеры А, мм:
А1=40, А2=120, А3=230, А4=330,
А5=310, А6=300, А7=75, А=35.

В данной цепи размеры А1, А2, А3, А4 являются увеличивающими, а А5, А6, А7 – уменьшающими. ТА=0,9 мм.
Метод полной взаимозаменяемости.


 i.
i.
Подставив стандартные значения i для интервалов размеров, получим:

По
рассчитанному значению
 в соответствии с ГОСТ 25346-82 принимаем
квалитет IT9
и по заданным номинальным размерам и
квалитету выбираем соответствующие им
значения допусков
в соответствии с ГОСТ 25346-82 принимаем
квалитет IT9
и по заданным номинальным размерам и
квалитету выбираем соответствующие им
значения допусков
ТА1=0,062 мм, ТА2=0,087 мм, ТА3=0,115 мм,
ТА4=0,140 мм, ТА5=0,130 мм, ТА6=0,130 мм, ТА7=0,074 мм.
Правильность выбора допусков проверяем по выражению:
0,062+0,087+0,115+0,140+0,130+0,130+0,074<0,9
0,738<0,9
Условие выполняется.
Для увеличивающих размеров назначаем допуски по Н9, для уменьшающих – по h9.
А1=40+0,062; А2=120+0,087; А3=230+0,115; А4=330+0,14;
А5=310-0,13; А6=300-0,13; А7=75-0,074
Теоретико-вероятностный метод.
При
решении данной задачи теоретико-вероятностным
методом формула нахождения
 будет иметь вид
будет иметь вид
Полагаем, что погрешности составляющих и замыкающего размеров подчиняются закону нормального распределения.
Подставив значения стандартные значения i для интервалов размеров, получим

По
рассчитанному значению
 в соответствии с ГОСТ 25346-82 принимаем
квалитет IT11
и по заданным номинальным размерам и
квалитету выбираем соответствующие им
значения допусков
в соответствии с ГОСТ 25346-82 принимаем
квалитет IT11
и по заданным номинальным размерам и
квалитету выбираем соответствующие им
значения допусков
ТА1=0,160 мм, ТА2=0,220 мм, ТА3=0,290 мм,
ТА4=0,360 мм,ТА5=0,320 мм, ТА6=0,320 мм, ТА7=0,190 мм.

0,727<0,9
Условие выполняется.
Для увеличивающих размеров назначаем допуски по Н11, для уменьшающих – по h11.
А1=40+0,16; А2=120+0,22; А3=230+0,29; А4=330+0,36;
А5=310-0,32; А6=300-0,32; А7=75-0,19