

5 Выбор корректирующего устройства
Из графиков ЛФХ и ЛЧХ, представленных в предыдущем пункте видно, что кривые необходимо «приподнять». Значит нам необходимо корректирующее устройство с запаздыванием по фазе. Нам подходит последовательно введенное корректирующее устройство, передаточная функция которого:
![]() .
.
Примером интегродифференцирующего контура может служить схема
























Коэффициенты подобраны таким образом, чтобы система имела максимальное быстродействие и не была колебательной. ЛФХ и ЛЧХ будут выглядеть следующим образом:
L(дб)
 lg(ω),
ω(1/c)
lg(ω),
ω(1/c)
φ(град)
 lg(ω),
ω(1/c)
lg(ω),
ω(1/c)
Из графиков видно, что система имеет хорошие запасы устойчивости по модулю порядка 12 дб, по фазе порядка 60°. Быстродействие позволит системе быстро реагировать на возмущения, а параметры устойчивости не позволят вывести САР из равновесия.
6 Анализ качества сар
Для того, чтобы проанализировать качество проектируемой САР построим переходные процессы.
Переходной процесс выходной координаты при изменении управляющего воздействия для разомкнутой САР:
 t,с
t,с
Переходной процесс выходной координаты при изменении возмущения для разомкнутой САР:

 t,с
t,с
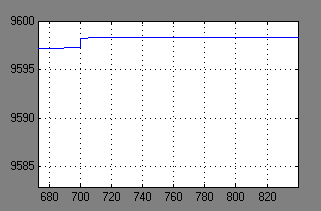
Переходной процесс выходной координаты при изменении управляющего воздействия для замкнутой разработанной САР(на 15 секунде):

 t,с
t,с
Переходной процесс выходной координаты при изменении возмущения для замкнутой разработанной САР(на 15 секунде):

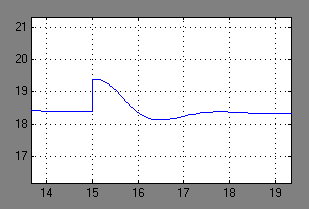 t, с
t, с
Из графика переходного процесса видно, что система устойчива.
При изменении tпотtп ном = 1,0 мм доtп max = 1,2мм (на 60 секунде) погрешность обработки изменяется от 18,49 до 18,48 мкм, что и необходимо было получить.
По построенным переходным процессам мы можем судить о качестве разработанной САР. Разработанная САР удовлетворяет заданным показателям качества. Система имеет хорошее быстродействие( время переходного процесса 5 секунд), что позволяет ей быстро реагировать на действие возмущений, величина перерегулирования 25%.
Заключение
В настоящее время в промышленности и сельском хозяйстве применяют десятки тысяч различных типов систем автоматического регулирования (САР), которые обеспечивают высокую эффективность производственных процессов.
Была спроектирована система автоматического регулирования погрешности обработки при фрезеровании. Система удовлетворяет всем требуемым параметрам. Выбранный и использованный в проектировании метод с использованием ЛЧХ очень удобен благодаря своей простоте, наглядности и точности, что позволило сравнительно легко провести анализ и синтез САР. Мы получили систему, отвечающую всем поставленным требованиям, следовательно поставленная задача выполнена.
Список литературы
Бесекерский В. А. Руководство по проектированию систем автоматического управления. Москва «Высшая школа» 1983;
Топчеев Ю. И. Атлас для проектирования систем автоматического регулирования. Москва «Машиностроение» 1989;
Копылов И. П. Справочник по электрическим машинам, том 1. Москва ЭНЕРГОАТОМИЗДАТ 1988;
Косилова А. Г. Справочник технолога-машиностроителя. Москва «Машиностроение» 1985;
Крутов В. И. Основы теории автоматического регулирования. Москва «Машиностроение» 1984.