

Министерство образования и науки РФ
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Уфимский государственный нефтяной технический университет»
Кафедра технологии нефтяного аппаратостроения
Пояснительная записка к курсовой работе
по курсу “Основы взаимозаменяемости деталей”
|
Выполнил: |
ст. гр. МА-09-01 И. И. Шебалина |
|
Проверил: |
к.т.н. М.В. Вакуленко |
Уфа 2011
Содержание
Введение……………………………………………………………………..3
1 Определение элементов гладкого цилиндрического соединения по заданному номинальному размеру и условному обозначению полей допусков деталей……………………………………………………………6
2 Выбор допусков и посадок для шпоночного соединения…………………………………………………………………10
-
Выбор посадки колец подшипника качения и расчет монтажного зазора……………………………………………………………………12
-
Расчёт размерных цепей……………………………………………….14
-
Анализ посадок резьбовых соединений………………………………18
-
Калибры…………………………………………………………………19
Список использованной литературы………………………………………...25
Введение
Взаимозаменяемость — свойство элементов конструкции, изготовленных с определённой точностью геометрических, механических, электрических и иных параметров, обеспечивать заданные эксплуатационные показатели вне зависимости от времени и места изготовления при сборке, ремонте и замене этих элементов.
Для облегчения выполнения условий взаимозаменяемости рекомендуется использовать нормальные линейные размеры, установленные на основе стандартных рядов предпочтительных чисел.
Взаимозаменяемость бывает:
- полная взаимозаменяемость (требуемые характеристики у всех элементов)- полностью взаимозаменяемыми называются детали и узлы, устанавливаемые при сборке без дополнительных операций по обработке, без регулирования и подбора;
- неполная (частичная, ограниченная) взаимозаменяемость (часть элементов с погрешностью (характеристикой) больше чем допуск на сборку, при этом возникает риск не собрать изделие)-при сборке требуется установка детали или узла с размерами определённой группы, т.е. групповой подбор деталей;
- групповая (требуемые характеристики достигаются путём включения элементов, принадлежащей общей группе заранее измеренных и рассортированных);
- регулировка (требуемые характеристики достигаются регулировкой специального элемента путём изменения места, положения или введения дополнительного элемента);
- пригонка (для достижения заданных свойств конструкции изменяют параметры элемента (заранее назначенного) необходимые для успешной сборки).
- размерная - подразумевает взаимозаменяемость по присоединённым размерам.
- параметрическая - необходимость регулировки различных параметров изделия.
- внешняя - взаимозаменяемость по выходным данным узла, которыми могут являться либо присоединительные, либо эксплуатационные параметры.
- внутренняя - взаимозаменяемость отдельных узлов или механизмов, входящих в изделие.
Взаимозаменяемость облегчает процесс конструирования за счет возможности использования стандартных конструкторских решений и единых технических требований. Обеспечивается широкая специализация и кооперирование, за счёт специализации происходит удешевление производства. Несомненным плюсом является возможность поточного производства взаимозаменяемых деталей, упрощение процесса сборки при использовании взаимозаменяемых деталей и узлов, снижается требование к квалификации персонала.
В России действуют Единая система допусков и посадок (ЕСДП) и Основные нормы взаимозаменяемости, которые базируются на стандартах и рекомендациях ИСО. ЕСДП распространяется на допуски размеров гладких элементов деталей и на посадки, образуемые при соединении этих деталей. Основные нормы взаимозаменяемости включают системы допусков и посадок на резьбы, зубчатые передачи, конуса и др.
Целью данной курсовой работы является:
1) закрепление понятий по предельным отклонениям размеров, допуска на размер и обозначений стандартных полей допусков, подбор стандартных посадок;
2) получение навыков в обоснованном выборе посадок колец подшипников, обеспечивающих их нормальную эксплуатацию, а также в выборе стандартных посадок для шпоночного соединения;
3) определение позиционных допусков осей отверстий от номинального расположения, предельных отклонений размеров, координирующих оси отверстий;
4) получение навыков в нормировании для вала стандартных допусков формы, расположения поверхностей и параметров шероховатости;
5) определение допуска и предельных отклонений составляющих размеров по заданным номинальным размерам всех звеньев размерной цепи и заданным предельным размерам замыкающего звена;
6) получение навыков в графическом оформлении чертежей.
1 Определение элементов гладкого цилиндрического соединения по заданному номинальному размеру и условному обозначению полей допусков деталей
Исходные данные: номинальный размер соединения: D = d = 55 мм;
условное обозначение поля допуска отверстия:Н7 ;
условное обозначение поля допуска вала: h8.
1.1 Основные отклонения берем из справочных таблиц в зависимости от их буквенного обозначения и интервала номинальных размеров, в который попадает заданный номинальный размер:
для отверстия основное отклонение Н, оно нижнее и равно 0 мкм
(т.е. EI = 0 мкм);
для вала основное отклонение h, оно верхнее, отрицательное и равно 46 мкм (т.е. es = -46 мкм).
1.2 Значение допуска берем из справочной таблицы в зависимости от интервала номинальных размеров, в который попадает заданный размер и номер квалитета.
допуск отверстия 7-го квалитета равен 30 мкм, т.е. ТD=30 мкм;
допуск вала 8-го квалитета равен 46 мкм, т.е. Тd=46 мкм.
1.3 Вторые (неизвестные) предельные отклонения определяем, используя известные основные предельные отклонения и величины допуска по формулам (1.1) и (1.2).
ES=EI+TD (1.1)
ei=es-Td (1.2)
Предельные отклонения равны:
ES=0+30=+30 мкм
ei=-46-46=-92 мкм
1.4 Предельные размеры определяем по формулам (1.3), (1.4), (1.5), (1.6):
![]() (1.3)
(1.3)
![]() (1.4)
(1.4)
![]() (1.5)
(1.5)
![]() (1.6)
(1.6)
Предельные размеры определяем, прибавляя предельные отклонения со своими знаками к номинальному размеру:
![]() (мм)
(мм)
![]() (мм)
(мм)
![]() (мм)
(мм)
![]() (мм)
(мм)
Эти размеры необходимо контролировать для исключения брака:
![]() (мм),
(мм),
![]() (мм)
(мм)
![]() (мм),
(мм),
![]() (мм)
(мм)
1.5 В нашем случае основное отклонение для вала обозначено буквой Н, оно является верхним и равно 0. Следовательно, посадка задана в системе отверстия, и условное обозначение ее будет Ø 55 H7/h8.
1.6 Как видно из
пункта 1.4, в нашем случае размеры отверстия
больше всех размеров вала
![]() ,
следовательно, обеспечивается
гарантированный зазор: посадка с зазором.
,
следовательно, обеспечивается
гарантированный зазор: посадка с зазором.
1.7 На основании пункта 1.4, можно вычислить предельные зазоры по формулам (1.7), (2.8):
![]() (1.7)
(1.7)
![]() (1.8)
(1.8)
Предельные зазоры равны:
![]() (мм)
(мм)
![]() (мм)
(мм)
1.8 Вычислим допуск посадки.
Допуск посадки с зазором TS определяем по формуле (1.9):
![]() (1.9)
(1.9)
![]() (мкм)
(мкм)
Проверим правильность вычисления допуска посадки через допуски отверстия и вала по формуле (1.10):
![]() (1.10)
(1.10)
![]() (мкм)
(мкм)
1.9 Строим схему полей допусков заданного соединения
Ø 55 H7/h8.
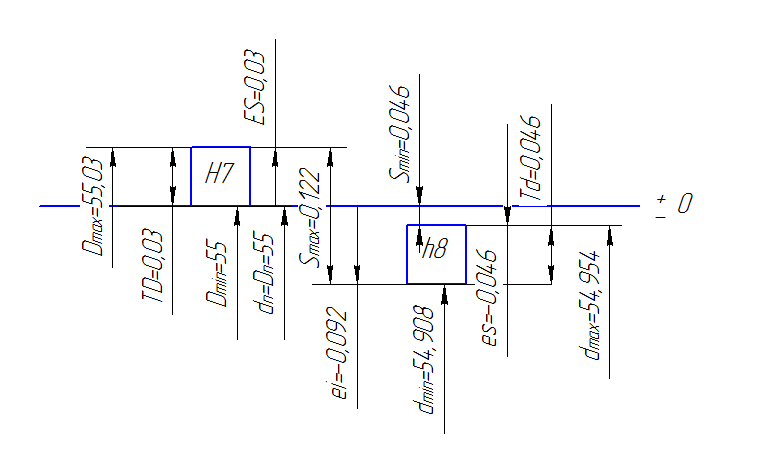
Рисунок 1 – Графическое оформление полей допусков деталей
2 Выбор допусков и посадок для шпоночного соединения
2.1 Исходные данные: диаметр вала, на котором расположено шпоночное соединение, D = 24 мм; шпонка 8×1×32 (b×h×l).
Плотное шпоночное соединение.
По условию плотного соединения согласно ГОСТ 23360-78 выбираем необходимые допуски для размера b = 8 мм.
ширина шпонки h9;
ширина паза на валу Р9;
ширина паза на втулке Р9.

Рисунок 2 – Эскизы деталей шпоночного соединения
2.2 Исходные данные: диаметр вала, на котором расположено шпоночное соединение, D = 34 мм; шпонка 10×8×30 (b×h×l).
Свободное шпоночное соединение.
По условию свободного соединения согласно ГОСТ 23360-78 выбираем необходимые допуски для размера b = 10 мм.
ширина шпонки h9;
ширина паза на валу Н9;
ширина паза на втулке D10.

Рисунок 3 – Эскизы деталей шпоночного соединения