

2. Методические указания по выполнению контрольной работы
2.1. Организация производственного процесса во времени
Основу деятельности каждого предприятия составляет производственный процесс. Он представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы превращаются в готовую продукцию.
Естественными являются такие процессы, в результате которых происходит изменение предмета труда под воздействием времени, сил природы, без применения физической и умственной энергии человека (усадка пленки, старение металла и др.). По назначению производственные процессы подразделяются на основные, вспомогательные и обслуживающие.
К основным относятся такие процессы, в результате которых материалы превращаются в готовую продукцию, определяющую специализацию предприятия (кино-, телефильмы, видеотехника, кинофотопленки, магнитные ленты и др.).
Значение вспомогательных процессов заключается в обеспечении бесперебойной работы основного производства. В результате вспомогательных процессов изготавливается продукция, используемая в основном производстве (выработка для собственных нужд различных видов энергии, ремонт оборудования, ремонт зданий и др.).
Обслуживающие процессы включают технический контроль, транспортировку продукции, комплектование, учет, хранение и др.
Эффективность производственного процесса зависит от его организации во времени. Одним из показателей является длительность производственного процесса – календарный период времени между началом и окончанием процесса изготовления.
Знать длительность производственного процесса необходимо: для составления производственной программы предприятий; для определения сроков начала производственного процесса по заданным срокам его окончания; для расчетов времени загрузки оборудования. Сокращение длительности производственного процесса имеет важное экономическое значение: чем меньше длительность цикла, тем больше выпускается продукции в единицу времени, тем выше использование основных производственных фондов, тем меньше потребность предприятия в оборотных средствах.
Производственный цикл состоит из времени производства и времени перерывов в работе. Время производства (операционный цикл Топ) – это календарный период времени выполнения операции.
Tоп. = n t / C, мин. , (1)
где n – размер партии деталей, шт., t – полная норма времени на операцию, мин., c – число рабочих мест на операции.
Длительность производственного процесса зависит от ряда факторов: от трудоемкости изготовления изделий; от вида движения предметов труда в ходе их обработки; от времени и количества перерывов.
Различают три вида движения предметов труда в процессе производства:
-
последовательный;
-
параллельный;
-
параллельно-последовательный.
При последовательном виде движения передача изделий с операции на операцию осуществляется партией после полного завершения всех работ на предыдущей операции. Длительность производственного процесса при последовательном виде движения рассчитывается по формуле:
ко
Тпосл. = n (t / c) + ко t м.о , мин. , (2)
1
где ко – число операций в процессе; tм.о. – среднее межоперационное время, мин.
При параллельном виде движения передача изделий на последующую операцию осуществляется небольшими передаточными партиями сразу после обработки их на предыдущей, независимо от всей партии. В этом случае полностью загружена трудоемкая операция с самым длительным операционным циклом. При параллельном движении партии обеспечивается наиболее короткая длительность производственного процесса.
ко
Тпар. = (n – p) (t / c)max + p (t / c) + ко tм.о. , мин. , (3)
1
где (t / c)max – цикл операций с максимальной продолжительностью; р – размер передаточной партии деталей, шт.
При параллельно-последовательном виде движения передача изделий с операции на операцию осуществляется передаточными партиями без ожидания обработки всей партии. Последующая операция начинается, когда на предыдущей операции накопилось достаточное количество изделий для обеспечения бесперебойной работы.
Длительность производственного процесса при параллельно-последовательном виде движения определяется по формуле:
ко ко-1
Тпп = n (t / c) – (n – p) (t / c) min + ко t м.о., мин. , (4)
1 1
ко-1
где (t / c)min – сумма коротких операционных циклов из каждой
1
пары смежных операций
Для определения суммы коротких операционных циклов составляется таблица сочетаний операций. Например, имеется производственный процесс из пяти операций со следующей трудоемкостью: t1=6 мин; t2=4 мин; t3 = 5 мин; t4=3 мин; t5=4 мин.
Таблица 1
Сочетание операций
|
Сочетание операций |
Трудоемкость смежных операций |
Принимаемая трудоемкость операции |
|
|
предыдущей |
последующей |
||
|
1-2 |
6 |
4 |
4 |
|
2-3 |
4 |
5 |
4 |
|
3-4 |
5 |
3 |
3 |
|
4-5 |
3 |
4 |
3 |
Применяя различные виды движения предметов труда в процессе производства, можно значительно сократить или вовсе устранить межоперационные перерывы, тем самым уменьшить длительность производственного цикла. Приоритет в запуске деталей в обработку следует отдать такому виду движения деталей, где по расчетам будет получена наименьшая длительность производственного процесса.
Пример 1. Определить длительность обработки партии деталей при различных видах движения.
Размер партии деталей n = 4 шт., число операций ко = 5, норма времени по операциям в минутах составляет t1 = 10; t2 = 5; t3 = 5; t4 = 20; t5 = 10.
Размер передаточной партии p = 1 шт., время межоперационных перерывов tм.о = 0.
Решение:
1. Последовательный вид движения предметов труда в процессе производства.
Тпосл.= 4 (10 + 5 + 5 + 20 + 10) = 200 мин.
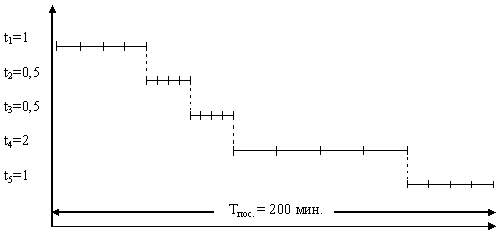
Рис.1. График последовательного вида движения деталей
2. Параллельный вид движения предметов труда в процессе производства
Тпар. = (4 – 1) 20 + 1 (10 + 5 + 5 + 20 + 10) = 110 мин.
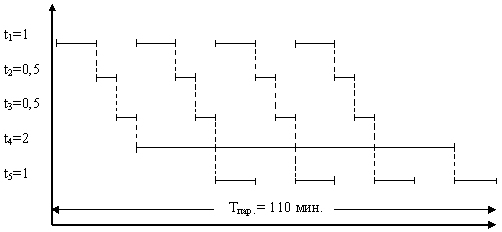
Рис.2. График параллельного вида движения деталей
3. Параллельно-последовательный вид движения предметов труда в процессе производства
Тп.п. = 4 (10 + 5 + 5 + 20 + 10) – (4 – 1) (5 + 5 + 5 + 10) = 125 мин.
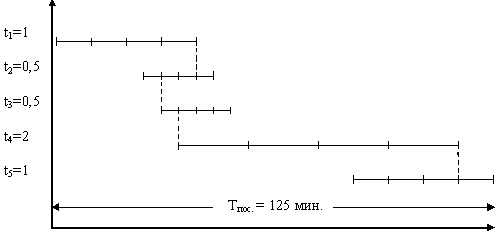
Рис.3. График параллельно-последовательного вида движения деталей
Процесс изготовления отдельной детали или сборочный процесс, состоящий из ряда последовательных операций, является простым процессом. Совокупность простых процессов по изготовлению изделий представляет собой сложный процесс. Производственный цикл сложного процесса (Tцсл.) определяется наибольшей суммой циклов последовательно связанных между собой простых процессов и межцикловых перерывов.
m m
Тцcл = ( Тцi)max + Tm.ц. , , (5)
i=1 i=1
где Тцi – циклы изготовления деталей или сборочных процессов, дн., Тm.ц. – длительность последовательно связанных простых процессов, дн., m – количество последовательно связанных простых процессов.
Для определения длительности цикла сложного процесса используется графический метод. Числовой график строят в масштабе времени применительно к схеме изготовления и сборки изделия. При этом график строится от момента готовности изделия в обратном направлении к моменту выпуска детали изделия в производство.
Пример 2. Собирается узел, состоящий из двух сборочных единиц и деталей (рис. 4).
У
Д 1
Сб 1
Сб 2



Д 2










Д 11
Д 12
Д 21
Д 22
Д 23
Д 3

Рис. 4. Схема сборки узла
Таблица 2
Длительность циклов
|
№ детали |
Д 1 |
Д 2 |
Д 3 |
Д 11 |
Д 12 |
Д 21 |
Д 22 |
Д 23 |
У |
Сб 1 |
Сб 2 |
|
Тц., дн. |
4 |
6 |
2 |
3 |
4 |
2 |
3 |
5 |
5 |
3 |
2 |
Определить общую продолжительность изготовления узла; установить срок начала изготовления узла, если срок окончания изготовления изделия 29 сентября.
Решение: Общая продолжительность изготовления узла определяется из графика (рис. 5). Срок начала изготовления изделия – 14 сентября (исключая выходные)
|
|
|
|
|
|
|
|
|
|
|
|
Д1 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Д2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д11 |
|
|
|
|
|
|
|
У |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сб1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д21 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сб2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д23 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тслц = 12 дн. |
|
|
|
||||||||


Рис. 5. График производственного цикла сборки узла
Задача 1. Расчет длительности производственного цикла
На производственном участке изготавливается партия изделий по технологическому процессу, состоящему из пяти операций. Требуется построить графики цикла простого процесса при трех видах движения изделий. Проверить правильность графического построения аналитическим расчетом длительности цикла при следующих исходных данных – табл. 1.1 Приложения 1.
Задача 2. Расчет длительности цикла сложного процесса
Определить длительность цикла сложного процесса изготовления изделия «М», построить цикловой график, учитывая, что детали (сборочные единицы) пролеживают на комплектовочном складе в течение трех дней. Продолжительность испытания изделия – 5 дней, упаковка – 1 день. Схема сборки механизма приводится на рис. 6. Срок выпуска изделий «М» 1 декабря. Длительность циклов простых процессов детали приводится в табл. 1.2 Приложения 1.
М
Д 1





Д 2
СБ 1
СБ 2

Д 11
СБ 11
СБ 12
СБ 21
Д 21
Д 22









Д 121
Д 111
Д 211






Д 112
Д 212
Д 122


Д 123
Д 113

Рис.6. Схема сборки изделия