

1.7 Расчет годовой производительности стана по заданному профилю
Определяем длину металла в каждом пропуске универсальной и вспомогательной клетей
I (ВК – ГУК)
![]()
![]() ,
(62)
,
(62)
где, V – объем металла, м3
F – площадь сечения металла, м2
![]()
![]()
![]()
![]()
![]()
II (ГУК – ВК)
![]()
![]()
![]()
III (ГУК)
![]()
Определяем машинное время по пропускам в универсальных и
вспомогательных клетях
![]() (63)
(63)
I (ВК – ГУК)
![]()
![]()
![]()
![]()
![]()
II (ГУК – ВК)
![]()
![]()
![]()
III (ГУК)
![]()
Определение времени пауз между клетями УБС
![]() (64)
(64)
![]()
![]()
![]()
Определяем часовую производительность данного профиля
![]() ,
(65)
,
(65)
где m – масса металла, т
Ки – коэффициент использования стана берется из цеховых данных,
Ки = 0,9
Тр – время ритма, (определяем из графика прокатки)
Кр – расходный коэффициент берется из цеховых данных, Кр = 1,3
![]() т/ч
т/ч
Определяем годовую производительность стана по данному профилю
![]() (140)
(140)
где, nф – фактическое число часов работы стана в году
![]() (141)
(141)
где, Кв – коэффициент использования времени берется из цеховых
данных, Кв = 0,92
nном – номинальное число часов работы стана
![]() (73)
(73)
где, nкр и nппр – время в сутках, отведённое на проведение капитального ремонта и планово-предупредительного, (17 суток – цеховые данные)
![]()
![]() т/год
т/год
2 Специальная часть
2.1 Дефекты двутавровых балок
Дефекты профиля по геометрическим размерам
Требования по внешнему виду и размерам двутавров с параллельными гранями полок, поставляемых универсально-балочным станом НТМК, определяются ведомственными ТУ 14-2-24-72.
Удовлетворительное качество сортового проката характеризуется прежде всего соответствием размеров и правильностью геометрической формы поперечного сечения.
Прокатанный металл должен иметь правильный профиль. Устранив дефекты первой группы резко уменьшим кол-во дефектов по длине балки, т.к. некоторые из них (серп, скрут) являются, как правило, следствием дефектов профиля.
Далее рассмотрены наиболее характерные отклонения от правильного профиля двутавровой балки с параллельными гранями полок.
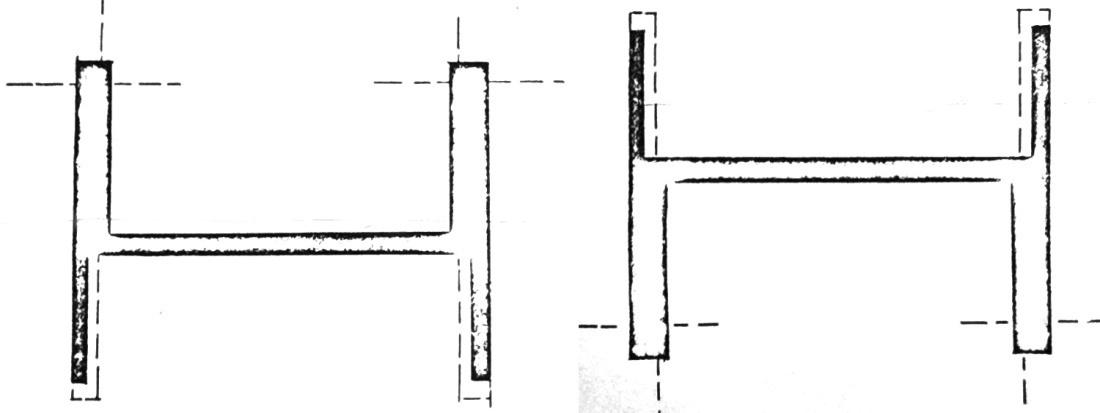
Несимметрия полок

Описание дефекта
Одна полка имеет симметричные фланцы. На другой полке один фланец длиннее, другой короче. Все фланцы по толщине одинаковые. На рис.1 и 2 показаны две разновидности дефекта. Hecимметрия в равной степени может быть как на левой, так и на правой полке.
Возможные причины образования дефекта
-
Осевое смещение горизонтальных валков на ГУК-I, ГУК-II.
-
Смещена ось прокатки с одной стороны на ГУК-I или ГУК-II.
-
Осевое смещение одного из валков BK-I, ВК-II.
-
Осевое смещение валков на кл. "1300".
-
"Игра" валков на кл. "1300".
-
Непараллельность валков на кл. "1300".
Методы по предупреждению и устранению дефекта
I. Проверить настройку обжимной, универсальных и вспомогательных клетей стана. Устранить:
а) осевое смещение горизонтальных валков на ГУК-I, ГУК-II;
б) смещение оси прокатки с одной стороны на ГУК-I или ГУК-II;
в) осевое смещение одного из валков BK-I, ВК-II;
г) осевое смещение валков на кл. "1300";
д) "игру" валков на кл. "1300";
е) непараллельность валков на кл. "1300".
В ряде случаев указанные методы необходимо проводить в совокупности.

Описание дефекта
Одна полка широкая, другая - узкая. Все фланцы по толщине одинаковые.
Возможные причины образования дефекта
-
Осевое смещение валков на ГУК-I, ГУК-II, ГУК-III.
-
Плохо загружен ГУК-II, что обуславливает неустойчивость профиля.
-
Чрезмерные обжатия одного из вертикальных валков на ГУК-III, или на ГУК-II, или на ГУК-I.
Методы по предупреждению и устранению дефекта
1. Устранить осевое смещение горизонтальных валков на ГУК-I, ГУК-II, ГУК-III.
2. Загрузить, в соответствии с нагрузками ГУК-II Получить устойчивый профиль.
3. Уменьшить обжатия вертикальным валком со стороны широкой полки на ГУК-III, или на ГУК-II, или на ГУК-I.
Узкие полки

Описание дефекта
Обе полки узкие. Профиль симметричен. Толщины всех элементов одинаковы.
Возможные причины образования дефекта
-
Чрезмерные обжатия на BK-I, ВК-II.
-
"Утягивает" фланцы на ГУК-I, ГУК-II.
Методы по предупреждению и устранению дефекта
-
Уменьшить обжатия на ВK-I, ВК-II.
-
Увеличить обжатия по полкам на ГУК-I, ГУК-II, ГУК-III
-
Увеличить обжатие по шейке на кл. "1300" и уменьшить обжатия по шейке на ГУК-II.
-
Если "утягивает" фланцы на ГУК-II (при этом ВК-II работает только во II и III пропуске), то увеличить обжатия по шейке на ГУК-I и уменьшить обжатия по шейке на ГУК-II.
В некоторых случаях указанные мероприятия необходимо водить в совокупности.
Широкие полки

Описание дефекта
Обе полки широкие. Профиль симметричен. Толщина всех элементов одинакова.
Возможные причины образования дефекта
-
Недостаточные обжатия на BK-I, ВК-II.
-
Чрезмерное обжатие по полкам на ГУК-I, ГУК-II, ГУК-III.
Методы по предупреждению и устранению дефекта
-
Увеличить обжатия на BK-I, ВК-II.
-
Уменьшить обжатие по полкам на ГУК-II, ГУК-III.
-
Уменьшить обжатие по шейке на ГУК-I, увеличить обжатие по шейке на ГУК-II.
-
Уменьшить обжатие по шейке на кл. "1300", увеличить обжатие по шейке на ГУК-I
В некоторых случаях указанные мероприятия необходимо проводить в совокупности, исключая п.З совместно с п. 4.
Несимметрия фланцев

Описание дефекта
Одна полка нормальная. На другой полке один фланец толстый и длинный, другой - тонкий и короткий. Дефект в равной степени может появляться как на левой, так и на правой полке.
Возможные причины образования дефекта
-
Осевое смещение валков на ГУК-I, ГУК-II, ГУК-III.
-
Смещение с одной стороны оси прокатки на ГУК-I
Методы по предупреждению и устранению дефекта
1. а) Если толщина длинного и толстого фланца незначительно больше толщины одноименного фланца другой полки, томо подать в сторону толстого фланца одноименный горизонтальный вал ГУК-II или в сторону от этого фланца противоположный вал ГУК-II.
б) Если толщина толстого фланца значительно больше одноименного фланца другой полки, то необходимо выровнять путем осевого смещения валков ГУК-I.
2. Устранить смещение оси прокатки на ГУК-I или ГУК-II.
Описание дефекта
Верхние (нижние) фланцы толстые и длинные, нижние (верхние) фланцы тонкие и короткие.
Возможные причины образования дефекта
Смещение оси прокати на ГУК-I, ГУК-II.
Методы по предупреждению и устранению дефекта
-
Поднять (опустить) ось прокатки на ГУК-I, опустить (поднять) ось прокатки на ГУК-II.
-
Если толщины толстых фланцев примерно одинаковы и сумма их незначительно превышает сумму тонких фланцев, то можно соответственно менять положение оси прокатки только на одной группе при условии, что на другой группе ось прокатки находится в нуле.

Описание дефектов
Одна полка нормальная. На другой полке один фланец тонкий и длинный. Дефект в равной степени может появляться как на левой, так и на правой полке.
Возможные причины образования дефекта.
I. Осевое смещение валков на ГУК - I.
Методы по предупреждению и устранению дефекта
I. На ГУК - I подать соответствующий вал в сторону длинного и тонкого фланца.
Разнотолщинность фланцев

Описание дефекта
Фланцы по диагонали длинные и толстые. Два других фланца нормальные.
Возможные причины образования дефекта
-
Осевое смещение горизонтальных валков ГУК-I, ГУК-II,ГУК-III.
-
"Игра" валков ГУКов и кл."1300".
-
Смещение валков на кл. "1300".
-
Смещение валков на BK-I, ВК-II.
Методы по предупреждению и устранению дефекта
-
Выравнивание толщины путем осевого выравнивания и за крепления горизонтальных валков ГУК-I, ГУК-II, ГУК-III.
-
Устранение смещения и закрепление валков на кл."1300".
Выравнивание валков на BK-I, ВК-II.
Желоб

Описание дефекта
Желоб по центру полок.
Возможные причины образования дефекта
Износ вертикальных валков ГУК-I, ГУК-II, ГУК-III.
Методы по предупреждению и устранению дефекта
-
Увеличить обжатие по шейке на ГУК-III.
-
Уменьшить обжатия по полкам на ГУК-II, ГУК-I.
-
Сделать перевалку.
Уклон полок

Описание дефекта
Уклон полок и кривизна шейки.
Возможные причины образования дефекта
-
Нижние фланцы толще верхних после ГУК-II.
-
Маленькое обжатие по шейке на ГУК-III.
-
Чрезмерное обжатие по полкам на ГУК-III.
-
Неправильная расточка горизонтальных валков ГУК.
-
Смещение оси прокатки по вертикальным валкам (назад) относительно оси прокатки по горизонтальным валкам на ГУК-III.
Методы по предупреждению и устранению дефекта
-
Выровнять толщину фланцев в ГУК-III.
-
Увеличить обжатие по шейке на ГУК-III.
-
Уменьшить обжатие по полкам на ГУК-III.
Дефекты профиля по длине
В ряде случаев прокатанные двутавры, имея правильный профиль, могут оказаться дефектными вследствие отклонений формы по длине. Дефекты этой группы наиболее распространены, т.к. некоторые из них часто являются следствием неправильного профиля балки.
Выделены две разновидности дефектов балки по длине: искривленибалки, где рассматриваются серновидность и скрут, а также волна по отдельным элементам.
По характеру возникновения волну можно разделить на две группы: прокатная и термическая. Прокатная возникает на стане и характеризуется большой частотой и амплитудой. Термическая волна более плавная и возникает в процессе охлаждения балки.
Серповидность после чистой линии

Описание дефекта
Балка искривлена по длине в одно плоскости. Радиус дуги изгиба приблизительно постоянен для всей длины балки.
Возможные причины образования дефекта.
-
Разнотолщинность полок
-
Разнотолщинность шейки
3. Обжатия по одной полке превышают обжатия по другой полке
Методы устранения к предупреждения дефекта
1. Устранить разнотолщинность фланцев и шейки
-
Жестко держать раскат бортами за ГУК-III.
-
Устранить разность обжатий по полкам.
Скручивание раската

Описание дефекта
Прокатанная балка винтообразно скручивается вокруг своей продольной оси.
Возможные причины образования дефекта
-
Разнотолщинность фланцев по диагонали.
-
"Серп" после ГУК-III.
-
Разнотолщинность шейки.
Методы устранения и предупреждения дефекта
-
Устранить разнотолщинность фланцев и шейки.
-
Выровнять "серп".
-
Сделать толстую шейку после ГУК-III.

Описание дефекта
Волна по фланцам. Две разновидности этого дефекта изображены на рис. А и рис. В.
Возможные причины образования дефекта
-
Чрезмерные обжатия по фланцам на BK-I, ВК-II (рис. В).
-
Нехватка металла по фланцам на ВК-II (рис. А).
-
Чрезмерное обжатие по фланцам в универсальных клетях (Рис. В).
Методы устранения и предупреждения дефекта
1. Уменьшить обжатия на BK-I, ВК-II (рис. В).
2. Добавить металл на полки с ГУК-I (сделать полки шире) (рис.А).
3. Уменьшить обжатия по фланцам на универсальных клетях (рис. В).

Описание дефекта
Волна по шейке балки, характеризуется правильным чередованием возвышенностей и впадин.
Возможные причины образования дефекта
1. Неправильное соотношение толщины шейки и фланцев.
2. Обильное попадание воды на участке пил горячей резки.
Методы устранения и предупреждения дефекта
-
Увеличить толщину шейки, уменьшить толщину фланцев.
2. Отрегулировать подачу воды на участи ПГР.
На шейке балки возможно появление отдельных выступов и впадин, коробоватость.

Описание дефекта
Кривой конец. Конец балки резко загнут вверх или вниз.
Возможные причины образования дефекта
-
Разность по диаметру горизонтальных валков ГУК-III.
-
Неправильная установка подъемных столов.
-
Большая транспортная скорость.
4. Большое межосевое расстояние рожков рольганга.
5. Неравномерная выработка валков.
Методы устранения и предупреждения дефекта
-
Сменить валки ГУК-III.
-
Правильно установить подъемные столы.
-
Уменьшить транспортную скорость.

Описание дефекта
Излом. Ярко выраженное искривление по длине балки. Может быть как в горизонтальной плоскости, так и в вертикальной.
Возможные причины образования дефекта
-
Перекос горизонтальных валков ГУК-III.
-
Выработка горизонтальных валков ГУК-II, плохая работа шейки на ГУК-III.
-
Неправильная расточка горизонтальных валков ГУК-II, ГУК-III.
-
Несоосность верхней и нижней половинок кассет верт. валков.
-
Разные диаметры горизонтальных валков (вертикальный излом).
6. Разница по скобам на одном комплекте горизонтальных валков ГУК-III (вертикальный излом).
Методы устранения и предупреждения дефекта
1. Устранить перекос горизонтальных валков ГУК-III.
2. Увеличить обжатия по шейке на ГУК-III.
3. Уменьшить скорость прокатки на ГУК-III.
4. Сделать перевалку.
5. Жестко держать раскат бортами за ГУК-III.
Наружные дефекты
В третью группу вошли наружные нарушения цельности металла, а такие дефекты поверхности. Вследствие этих дефектов прокатная продукция, имеющая вполне правильный профиль с требуемой точностью размеров нередко оказывается все же неполноценной и даже браком.
В отличие от первых двух групп наружные дефекты не устранить настройкой стана. Далее рассмотрены причины возникновения наружных дефектов, а также даны рекомендации по их предупреждению и устранению (таблица 8).
Таблица 8 – Наружные дефекты двутавров
|
Вид дефекта |
Возможная причина образования |
Меры по устранению |
|
Риска |
Неудовлетворительное состояние поверхностной арматуры валков |
Заменить арматуру |
|
Отпечаток |
Неудовлетворительное состояние поверхности валков |
Удалить металл, наварившийся на валках или заменить валки |
|
Прокатная плена |
Нарушение режимов нагрева или обжатий. Выработка валков |
Устранить переполнение в калибрах обжимной клети; Заменить валки |
|
Закат в местах сопряжения шейки и фланцев |
Выработка валков |
Заменить валки |
|
Закат по внешней стороне полки |
Переполнение открытых калибров обжимной клети; Переполнение закрытых калибров обжимной клети; Прокат недогретой заготовки |
Проверить размеры заготовки и соблюдать режимы обжатий; Проверить установку валков в осевом направлении |
|
Остатки окалины |
Некачественной удаление окалины с поверхности заготовки |
Отрегулировать работу гидросбива |
|
|
|
Ястребова Т.В. |
|
|
КП.150106.71К.11.00.11.ПЗ |
Лист |
|
|
|
Хребтов А.В. |
|
|
||
|
|
||||||
|
Изм |
Лист |
№ документа |
Подпись |
Дата |