

Сварка взрывом
Было замечено, что при взрывах разлетающиеся куски металла, ударяясь об окружающие металлоконструкции, иногда прочно привариваются к ним. Проведенные исследования позволили создать промышленно пригодный способ сварки взрывом. Сущность его состоит в том, что привариваемая или ударяющая деталь с большой скоростью бросается к ударяемой детали. Скорость движения ударяющей детали должна к моменту соударения достигать нескольких сотен метров в секунду, приближаясь к скорости снаряда огнестрельного оружия. В зоне соударения металл соединяемых деталей течет подобно жидкости и сливается в одно целое, образуя монолитное соединение..
Ударяющая деталь бросается зарядом взрывчатого вещества, вес которого составляет 10-20% веса детали. Ударяемая неподвижная деталь может иметь любую массу; при недостаточности массы детали ее укладывают на массивное основание, - увеличение массы ударяемой детали улучшает использование энергии взрыва. Одни из наиболее известных применений сварки взрывом - изготовление биметаллических заготовок
Сварка взрывом - процесс получения соединения под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества (ВВ). Принципиальная схема сварки взрывом приведена на Рис. 2: неподвижную пластину (основание) ‘4’ и метаемую пластину (облицовку) ‘3’ располагают под углом α = 2-16° на заданном расстоянии h = 2-3 мм от вершины угла. На метаемую пластину укладывают заряд ВВ ‘2’. В вершине угла устанавливают детонатор ‘1’. Сварка производится на опоре ‘5’.
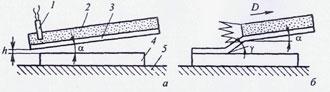
Рис. 2 Угловая схема сварки взрывом до начала (а) и на стадии взрыва (б)
В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких граммов до сотен килограммов. Большая часть энергии, выделяющейся при взрыве, излучается в окружающую среду в виде ударных волн, сейсмических возмущений, разлета осколков. Воздушная ударная волна - наиболее опасный поражающий фактор взрыва. Поэтому сварку взрывом производят на полигонах (открытых и подземных), удаленных на значительные расстояния от жилых и промышленных объектов, и во взрывных камерах.
Рис. 3 Общий вид камеры для сварки взрывом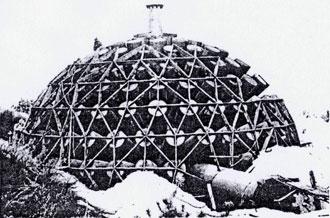
После инициирования взрыва детонация распространяется по заряду ВВ со скоростью D нескольких тысяч метров в секунду.
Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость νH порядка нескольких сотен метров в секунду и соударяется с неподвижной пластиной под углом γ, который увеличивается с ростом отношения νн/D. В месте соударения возникает эффект кумуляции - из зоны соударения выбрасывается с очень высокой скоростью кумулятивная струя, состоящая из металла основания и облицовки. Эта струя обеспечивает очистку свариваемых поверхностей в момент, непосредственно предшествующий их соединению. Со свариваемых поверхностей при обычно применяемых режимах сварки удаляется слой металла суммарной толщиной 1-15 мкм.
Соударение метаемой пластины и основания сопровождается пластической деформацией, вызывающей местный нагрев поверхностных слоев металла. В результате деформации и нагрева развиваются физический контакт, активация свариваемых поверхностей и образуются соединения.
Исследование пластической деформации в зоне соударения по искажению координатной сетки показало, что прочное соединение образуется только там, где соударение сопровождается взаимным сдвигом поверхностных слоев метаемой пластины и основания. Там же, где взаимный сдвиг отсутствовал, и в частности в зоне инициирования взрыва, прочного соединения не было получено. Очевидно, что «лобовой» удар метаемой пластины в основание без тангенциальной составляющей скорости и сдвиговой деформации в зоне соединения не приводит к сварке.
Соединяемые поверхности перед сваркой должны быть чистыми (в особенности по органическим загрязнениям), так как ни действие кумулятивной струи, ни вакуумная сдвиговая деформация при соударении полностью не исключают вредного влияния таких загрязнений.
Сварка взрывом дает возможность сваривать практически любые металлы. Однако последующий нагрев сваренных заготовок может вызвать интенсивную диффузию в зоне соединения и образование интерметаллидных фаз. Последнее приводит к снижению прочности соединения, которая при достаточно высоких температурах может снизиться практически до нуля. Для предотвращения этих явлений сварку взрывом проводят через промежуточные прослойки из металлов, не образующих химических соединений со свариваемыми материалами. Например, при сварке титана со сталью используют в качестве промежуточного материала ниобий, ванадий или тантал.
Сварка взрывом
применяется для плакирования стержней
и труб, внутренних поверхностей цилиндров
и цилиндрических изделий.
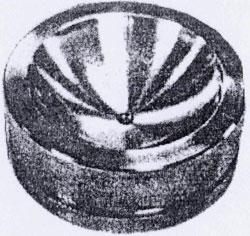
Рис. 4 Плакированный взрывом подпятник пресса
Толщина плакирующей трубы может быть от 0,5 до 15 мм, а диаметр теоретически не ограничивается.
Применение сварки взрывом, конечно, требует строгого соблюдения правил техники безопасности и хранения взрывчатки. Сварка взрывом достаточно удобна для изготовления отдельных изделий сравнительно простой формы; регулирование процесса сварки возможно лишь приблизительное, так как результат зависит от плотности взрывчатки, равномерности ее размещения и прочих параметров, поддающихся лишь приблизительному регулированию. Для серийного и массового производства небольших деталей иногда более удобным может оказаться способ магнитно-импульсной сварки, во многом подобной сварке взрывом. Например, для магнитно-импульсной сварки стыка труб на стык вместо кольцевой полосы взрывчатки надевают соленоид из нескольких витков, и через него подается мощный импульс электрического тока от батареи электрических конденсаторов; возникновение кратковременного магнитного потока высокой плотности производит действие, аналогичное взрыву, - трубы прочно свариваются, причем они могут быть из разнородных металлов, например алюминия и меди. Магнитно-импульсная сварка допускает точное регулирование и удобна для массового изготовления однотипных изделий небольших размеров.