

Производство стали в кислородных конвертерах.
Кислородно-конвертерный процесс – выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму.
Первые опыты в 1933-1934 – Мозговой.
В промышленных масштабах – в 1952-1953 на заводах в Линце и Донавице (Австрия) – получил название ЛД-процесс. В настоящее время способ является основным в массовом производстве стали.
Кислородный конвертер – сосуд грушевидной формы из стального листа, футерованный основным кирпичом.
Вместимость конвертера – 130…350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на 360 0 для загрузки скрапа, заливки чугуна, слива стали и шлака.
Шихтовыми материалами
кислородно-конвертерного процесса
являются жидкий передельный чугун,
стальной лом (не более 30%), известь для
наведения шлака, железная руда, а также
боксит
![]() и
плавиковый шпат
и
плавиковый шпат
![]() для
разжижения шлака.
для
разжижения шлака.
Последовательность технологических операций при выплавке стали в кислородных конвертерах представлена на рис. 2.3.
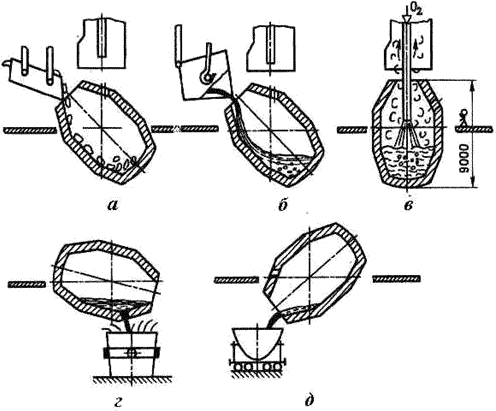
Рис.2.3. Последовательность технологических операций при выплавке стали в кислородных конвертерах
После очередной плавки стали выпускное отверстие заделывают огнеупорной массой и осматривают футеровку, ремонтируют.
Перед плавкой конвертер наклоняют, с помощью завалочных машин загружают скрап рис. (2.3.а), заливают чугун при температуре 1250…1400 0C (рис. 2.3.б).
После этого конвертер поворачивают в рабочее положение (рис. 2.3.в), внутрь вводят охлаждаемую фурму и через не¨ подают кислород под давлением 0,9…1,4 МПа. Одновременно с началом продувки загружают известь, боксит, железную руду. Кислород проникает в металл, вызывает его циркуляцию в конвертере и перемешивание со шлаком. Под фурмой развивается температура 2400 0C. В зоне контакта кислородной струи с металлом окисляется железо. Оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Растворенный кислород окисляет кремний, марганец, углерод в металле, и их содержание падает. Происходит разогрев металла теплотой, выделяющейся при окислении.
Фосфор удаляется в начале продувки ванны кислородом, когда ее температура невысока (содержание фосфора в чугуне не должно превышать 0,15 %). При повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый, что снижает производительность конвертера.
Сера удаляется в течение всей плавки (содержание серы в чугуне должно быть до 0,07 %).
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис. 2.3.г), где раскисляют осаждающим методом ферромарганцем, ферросилицием и алюминием, затем сливают шлак (рис. 2.3.д).
В кислородных конвертерах выплавляют стали с различным содержанием углерода, кипящие и спокойные, а также низколегированные стали. Легирующие элементы в расплавленном виде вводят в ковш перед выпуском в него стали.
Плавка в конвертерах вместимостью 130…300 т заканчивается через 25…30 минут.
ЛЕКЦИЯ 3
Производство стали. Производство цветных металлов
Производство стали
Производство стали в электропечах
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами:
а) легко регулировать тепловой процесс, изменяя параметры тока;
б) можно получать высокую температуру металла,
в) возможность создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет раскислять металл с образованием минимального количества неметаллических включений.
Электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сплавов и сталей.
Различают дуговые и индукционные электропечи.