

1 Часть Расчет параметров посадки и калибров для проверки отверстия и вала
Рассчитать параметры посадки ø 48 H8/m7; написать все виды обозначения предельных отклонений размеров на конструкторских и рабочих чертежах; рассчитать калибры для проверки отверстия вала заданной посадки.
Для расчета дана переходная посадка в системе отверстие.
1. Отклонения отверстия и вала по ГОСТ 25347-82:
ES = +39 мкм, es = +34 мкм
EI = 0; ei = +9мкм

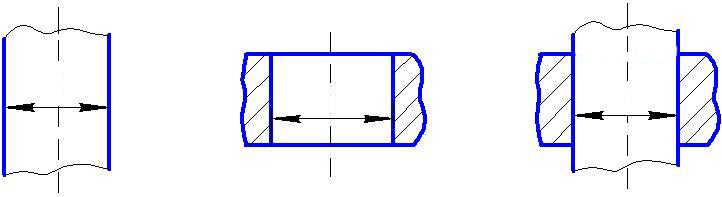
Рис.1. Схема расположения полей допусков посадки
2. Предельные размеры:
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
3. Допуски отверстия и вала:
 мм;
мм;
 мм;
мм;
либо
 мм;
мм;
 мм.
мм.
4. Максимальный натяг и максимальный зазор:
 мм;
мм;
либо
 мм;
мм;
 мм,
мм,
Или
 мм;
мм;
5. Допуск переходной посадки:
 мм;
мм;
 мм.
мм.
6. Обозначение предельных отклонений размеров на конструкторских чертежах:
а) условное обозначение полей допусков

ᴓ48m7
ᴓ48H8
ᴓ
б) числовые значения предельных отклонений:

ᴓ
ᴓ
ᴓ
в) условное обозначение полей допусков и числовых значений предельных отклонений:
ᴓ
ᴓ
ᴓ

7. Обозначение размеров на рабочих чертежах:

ᴓ
ᴓ
Часть 2 Метод полной взаимозаменяемости
Прямая задача
Назначить
допуски и отклонения составляющих
размеров с таким расчетом, чтобы
обеспечить значение замыкающего размера
равное
 1±0,5.
Расчет произвести методом полной
взаимозаменяемости.
1±0,5.
Расчет произвести методом полной
взаимозаменяемости.
На детали, входящие в сборочный комплект, назначены следующие значения номинальных размеров: N1 = 27 мм, N2 = 142 мм, N3 = 27 мм, N4 = 195 мм.
1. Согласно заданию имеем
 =
1 мм;
=
1 мм;
 =
+0,5 – (-0,5) = 1 мм;
=
+0,5 – (-0,5) = 1 мм;
 мм;
мм;
 мм;
мм;
 мм.
мм.
2. Составим график размерной цепи
А1
А2
А4
А
А3
3. Составим уравнение размерной цепи

Значения передаточных отношений
|
Обозначение передаточных отношений |
x1 |
x2 |
x3 |
x4 |
|
Численное значение xj |
+1 |
+1 |
+1 |
-1 |
4. Произведем проверку правильности назначения номинальных значений составляющих размеров:
 =
27+142+27-195=1 мм.
=
27+142+27-195=1 мм.
Так
как по условию задачи
 =1
мм, следовательно, номинальные размеры
назначены правильно.
=1
мм, следовательно, номинальные размеры
назначены правильно.
5.
Осуществим увязку допусков, для чего
исходя из величины
 ,
рассчитаем допуски составляющих
размеров.
,
рассчитаем допуски составляющих
размеров.
Так
как в узел входят подшипники качения,
допуски которых уже являются заданными,
то для определения величины
 воспользуемся зависимостью:
воспользуемся зависимостью:
 ,
,
где Tсm – допуски стандартных деталей;
m – число стандартных деталей с заданными допусками.
Допуск ширины подшипников равен 0,12 мм, т.е. Т1 = Т3 = 0,12 мм.
Следовательно:
 .
.
6.
Устанавливаем, что такому значению
 соответствует точность, лежащая между
11 и 12 квалитетами.
соответствует точность, лежащая между
11 и 12 квалитетами.
Примем для всех размеров 12 квалитет, тогда Т2 = 0,40 мм, Т4 = 0,46 мм.
7. Произведем проверку правильности назначения допусков составляющих размеров по уравнению:
 (1);
(1);
 мм.
мм.
Полученная
сумма допусков превышает заданный
допуск замыкающего размера на величину
равную 0,10 мм, что составляет
 10
% от
10
% от
 ,
следовательно, ужесточим допуск
составляющего размера А2
и найдем его из уравнения (1).
,
следовательно, ужесточим допуск
составляющего размера А2
и найдем его из уравнения (1).
1,0 = 0,12 + T2 + 0,12 + 0,46;
Т2 = 0,30 мм.
8. Осуществим увязку средних отклонений, для чего примем следующий характер расположения полей допусков составляющих размеров
А1 =A3 = 27(-0,12)мм;
 мм
мм