

МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО
ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЮМЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЕГАЗОВЫЙ УНИВЕРСИТЕТ
«Обработка пазов фрезерованием»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторной работе по дисциплине
«Технологические процессы в машиностроении» для студентов всех форм обучения направлений 551800 «Технологические машины и оборудование» и 552900 «Технология, оборудование и автоматизация машиностроительных производств»
Тюмень, 1998
Обработка пазов фрезерованием
Процесс фрезерования
является одним из основных в существующих
технологических процессах механической
обработки деталей машин и механизмов.
На фрезерных станках разрезают заготовки,
фрезеруют плоскости, пазы, уступы,
обрабатывают криволинейные и винтовые
поверхности тел вращения, нарезают
резьбу. Из всех способов обработки пазов
наибольшее распространение получили
различные виды фрезерования.
Фрезерование проводится различными
фрезами:
- дисковыми
трехсторонними и двухсторонними,
концевыми, угловыми и др. Фрезерованием
концевыми фрезами обеспечивается
шероховатость поверхности в пределах
Ra=25![]() 6,3мкм, чистовым фрезерованием можно
достичь шероховатости Ra=6,3
6,3мкм, чистовым фрезерованием можно
достичь шероховатости Ra=6,3
![]() 1,6 мкм. Точность обработки пазов
соответствует 8
1,6 мкм. Точность обработки пазов
соответствует 8
![]() 14
квалитетам точности.
14
квалитетам точности.
При обработке фрезерованием, как правило, вращательное движение получает режущий инструмент, а закрепленной в приспособлении обрабатываемой детали сообщается поступательное движение в направлении подачи.
При обработке пазов наряду с качеством (шероховатостью) обрабатываемых поверхностей необходимо обеспечить:
-точность координирующих размеров;
-точность формы обрабатываемой поверхности (паза, уступа, канавки);
-точность расположения обрабатываемой поверхности относительно других, заданных поверхностей детали (параллельность, соосность, перпендикулярность).
Фрезерование пазов деталей средних размеров производят на горизонтально- и вертикально - фрезерных станках .
1. Цель работы
Научиться разрабатывать технологические процессы фрезерных операций на современных фрезерных станках и получить навыки наладки этих станков для обработки пазов в деталях общемашиностроительного применения.
2. Содержание работы
- Ознакомиться с теоретическими положениями по технологии и методам фрезерования пазов.
-
Ознакомиться с горизонтально- фрезерным станком, режущим инструментом, лабораторным оборудованием, инструментом, оснасткой и другими материалами.
- Ознакомиться с методикой к порядком выполнения лабораторной работы.
- На основании исходных данных спроектировать технологический процесс фрезерования паза.
- Выполнить наладку станка и пробную обработку заданной детали.
- Сформулировать выводы, предложения и рекомендации по проблематике выполненной работы.
- Оформить отчет по лабораторной работе с представлением необходимой технологической документации, выполненной с соблюдениями требований стандартов ЕСКД и ЕСТД.
- Ответить на вопросы для самопроверки.
3. Теоретические положения
3.1 Способы установки обрабатываемых деталей.
Детали средних размеров единичного или мелкосерийного производства устанавливают в машинных тисках с ручным (винтовым) зажимом (рис. 1). Для закрепления деталей цилиндрической формы класса валов (валы, оси, пальцы и т п.) используют приспособления с базированием детали по наружной цилиндрической поверхности (рис.2) или в центровых отверстиях. Крупногабаритные детали класса корпусов (станины, стойки, кронштейны) устанавливаются и крепятся непосредственно на столе продольно - фрезерных, карусельно-фрезерных или барабанно-фрезерных станков специальными крепежными болтами и прихватами за Т - образные пазы.
В массовом и серийном производствах для фрезеровании плоскостей и пазов применяют специальные приспособления с механизированным зажимом деталей. В машиностроении имеются детали цилиндрической формы с равномерным или неравномерным расположением по окружности лазов, канавок, и т.п., которые обрабатываются фрезерованием. Для их установки применяют универсальные делительные головки УДГ - 100. УДГ - 135 и УДГ - 160 (шифры 100,135 и 160 обозначают высоту центров головки), позволяющие осуществлять поворот обрабатываемой детали на любое (четное или нечетное) количество частей.
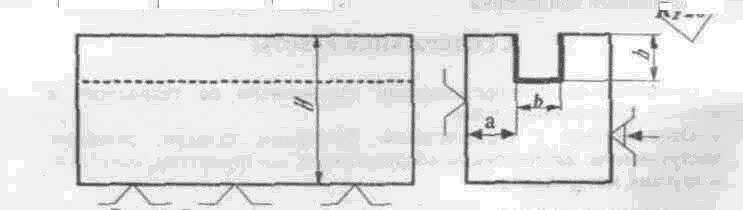
Рис. 1 Схема установки детали в тисках при фрезеровании.

Рис. 2 Схема базирования детали по цилиндрической поверхности.