

2.1.4 Основные типы резьб
Метрическая
резьба (ГОСТ
9150-81) – наиболее распространенная
резьба из крепежных резьб (рис. 2.2). Она
имеет треугольный профиль с углом
профиля резьбы
![]() =60°.
Вершины выступов и впадин притупляются
по прямой или дуге, что снижает
концентрацию напряжений и предохраняет
резьбу от повреждений. Радиальный и
осевой зазоры в резьбе делают ее
негерметичной. Большой наклон рабочей
поверхности профиля обеспечивают
хорошее самоторможение.
=60°.
Вершины выступов и впадин притупляются
по прямой или дуге, что снижает
концентрацию напряжений и предохраняет
резьбу от повреждений. Радиальный и
осевой зазоры в резьбе делают ее
негерметичной. Большой наклон рабочей
поверхности профиля обеспечивают
хорошее самоторможение.
|
|
|
Рис. 2.2. Профиль метрической резьбы |

Метрическая резьба бывает с крупным и мелким шагом. Предпочтительнее применять резьбу с крупным шагом, так как она прочнее, менее чувствительна к изнашиванию и неточностям изготовления.
Области применения метрической резьбы с мелким шагом: а) динамически нагруженные детали; б) детали, диаметры которых в основном определяются напряжениями изгиба и кручения (валы); в) полые тонкостенные детали; г) детали, у которых резьба применяется для регулировки. Применение мелких резьб улучшает самоторможение, позволяет уменьшить перепады диаметров валов и т.д.
Метрическую резьбу с крупными шагами обозначают буквой М и числом, выражающим номинальный диаметр в мм: М20. Для метрической резьбы с мелкими шагами дополнительно указывают шаг в мм: М20×1,5.
Дюймовая резьба
– крепежная резьба с треугольным
профилем. Угол профиля резьбы
![]() =55°.
Вместо шага в ней задают число витков
на дюйм.
=55°.
Вместо шага в ней задают число витков
на дюйм.
Круглая резьба
(рис. 2.3) –
крепежная резьба, применяется в основном
для винтов, подверженным большим
динамическим нагрузкам, а также часто
завинчиваемых и отвинчиваемых в
загрязненной среде (пожарная арматура,
вагонные стяжки). Профиль круглой резьбы
состоит из дуг, связанных короткими
участками прямой. Угол профиля резьбы
![]() =30°.
Большие радиусы закруглений исключают
значительную концентрацию напряжений.
Попадающие в резьбу загрязняющие
частицы выжимаются в зазор.
=30°.
Большие радиусы закруглений исключают
значительную концентрацию напряжений.
Попадающие в резьбу загрязняющие
частицы выжимаются в зазор.
|
|
|
Рис. 2.3. Профиль круглой резьбы |

Трубная резьба
(ГОСТ 6357) – крепежно-уплотняющая резьба
(рис. 2.4). Она имеет треугольный профиль
с углом профиля резьбы
![]() =55°.
Резьба имеет закругленные выступы и
впадины. Отсутствие радиальных и осевых
зазоров делает резьбовое соединение
герметичным без применения специальных
уплотняющих устройств. Применяют для
соединения труб. Кроме цилиндрической,
применяют трубную коническую резьбу,
обладающую еще более высокой плотностью
соединения. Ввиду большого распространения
взаимозаменяемых деталей с трубной
дюймовой резьбой она сохраняет основное
применение.
=55°.
Резьба имеет закругленные выступы и
впадины. Отсутствие радиальных и осевых
зазоров делает резьбовое соединение
герметичным без применения специальных
уплотняющих устройств. Применяют для
соединения труб. Кроме цилиндрической,
применяют трубную коническую резьбу,
обладающую еще более высокой плотностью
соединения. Ввиду большого распространения
взаимозаменяемых деталей с трубной
дюймовой резьбой она сохраняет основное
применение.
|
|
|
Рис. 2.4. Профиль трубной резьбы |

Трапецеидальная резьба (ГОСТ 9484-81) (рис. 2.5) – основная ходовая резьба для передач винт-гайка. Имеет профиль равнобокой трапеции с углом наклона рабочей поверхности витков 15°. Может быть с крупными, средними и мелкими шагами. Применяется для силовых винтов, передающих движение в обе стороны. Характеризуется малыми потерями на трение, технологичностью. При необходимости допускает выборку зазоров радиальным сближением половинок гайки (если гайка выполнена разрезной в диаметральной плоскости). Обозначается номинальным диаметром и шагом: Tr40×3.
|
|
|
Рис. 2.5. Профиль трапецеидальной резьбы |

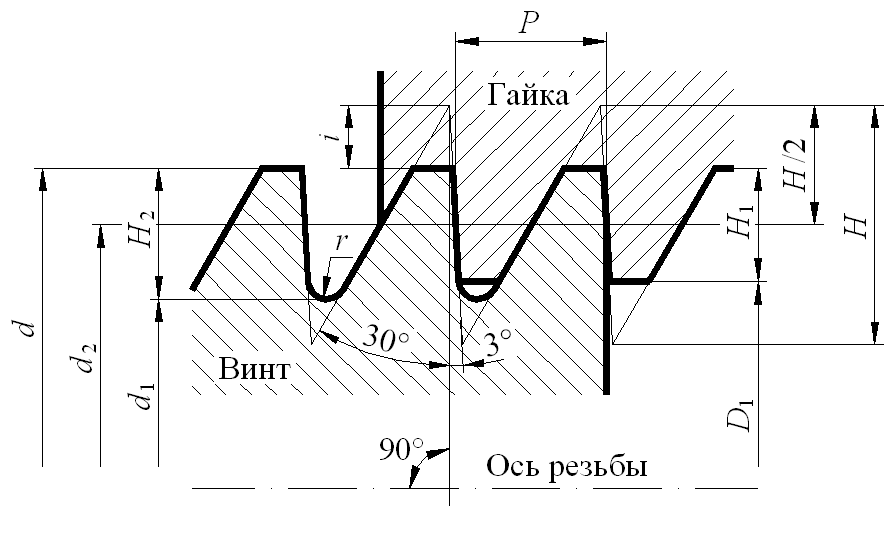
Упорная резьба (ГОСТ 10187-82) (рис. 2.6) – ходовая резьба, предназначена для винтов с большим односторонним усилием (прессы, домкраты, тиски). Профиль резьбы – несимметричный трапецеидальный. Отличается еще меньшими потерями на трение, т.к. угол наклона рабочей поверхности витков всего 3°. Большой радиус закругления впадины повышает сопротивление усталости винта. Шаг может быть крупным, средним или мелким. Обозначается номинальным диаметром и шагом: S40×3.
|
|
|
Рис. 2.6. Профиль упорной резьбы |
Прямоугольная резьба – ходовая резьба, имеет прямоугольный (обычно квадратный) профиль (рис. 2.7). Угол наклона рабочей поверхности витков 0°. Обеспечивает наивысший КПД, но неудобна в изготовлении (нельзя нарезать резьбу на производительном резьбофрезерном станке, можно только на токарном станке). Впадины без закруглений снижают сопротивление усталости винта. При износе возникают осевые зазоры, которые трудно устранить. Резьба не стандартизована, шаг p и высота профиля H определяется расчетом. Применяется редко, обычно в малонагруженных передачах винт-гайка.
|
|
|
Рис. 2.7. Профиль прямоугольной резьбы |
