

3. Расчёт и выбор режимов сварки
 К
основным параметрам дуговой сварки
относятся: сварочный ток Iсв,
напряжение дуги Uд
и скорость сварки Vсв.
Каждый из этих параметров как отдельно,
так и в совокупности с другими, оказывают
существенное влияние на величину
тепловложения, а следовательно, и на
геометрические размеры шва, коэффициент
формы провара, коэффициент формы шва и
долевое участие основного и электродного
металла в формировании шва.
К
основным параметрам дуговой сварки
относятся: сварочный ток Iсв,
напряжение дуги Uд
и скорость сварки Vсв.
Каждый из этих параметров как отдельно,
так и в совокупности с другими, оказывают
существенное влияние на величину
тепловложения, а следовательно, и на
геометрические размеры шва, коэффициент
формы провара, коэффициент формы шва и
долевое участие основного и электродного
металла в формировании шва.
Оптимальные параметры режима сварки обеспечивают необходимые геометрические размеры сварных швов и необходимые соотношения между основным и электродным металлом, при котором достигаются заданные механические свойства металла шва.
Шов №1:
Способ сварки: полуавтоматическая сварка в защитных газах;
Тип шва: Т1, катет 12, тавровый, односторонний, без скоса кромок;
Марки стали: 15Х1МФ, 10ХСНД.
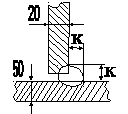
Рисунок 3.1 - Разделка кромок для шва Т1 по ГОСТ 14771-76
Определяем площадь наплавленного металла по формуле:
Fн.общ=![]()
Площадь наплавленного металла за 1 проход составляет при полуавтоматической сварке 40 50 мм2, выбираем Fн1пр = 42 мм2, зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного при первом и каждом последующем проходах, найдём число проходов:
![]() .
.
Задаём диаметр электродной проволоки: dэ.пр. = 1,6 мм.
В
зависимости от dэ.пр.
задаём плотность тока j
= 175 А/мм![]() ,
зная эти данные находим силу тока:
,
зная эти данные находим силу тока:
![]() .
.
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
![]() .
.
Скорость сварки может быть определена по формуле:
![]() ,
,
где
Н=18,6
![]() - коэффициент наплавки, определяется
по [1,с.28] в зависимости от тока сварки
(Iсв,
А) и диаметра проволоки (dэ,мм);
- коэффициент наплавки, определяется
по [1,с.28] в зависимости от тока сварки
(Iсв,
А) и диаметра проволоки (dэ,мм);
=7,8![]() - плотность наплавленного металла;
- плотность наплавленного металла;
Fн1пр,см2 - площадь поперечного сечения наплавленного металла за данный проход.
Вылет электрода находится по формуле:
 L=(8
12)*dэ=(8
12)*1,6 = 12,8
19,2 (мм).
L=(8
12)*dэ=(8
12)*1,6 = 12,8
19,2 (мм).
Выбираем L=16 мм.
Скорость подачи проволоки определяется по формуле:
![]()
Выполнение прихваток:
Fн.прихв.=1/3*Fн.общ = (1/3)*84 = 28 (мм2);
![]() ;
;
![]() ;
;
![]() .
.
Lпр=20мм; nпр=4; расстояние между прихватками L=80мм.
Прихватка выполняется полуавтоматической сваркой в СО2 проволокой диаметром 1,6 мм Св-08ХГ2С.
Шов №2:
Способ сварки: полуавтоматическая сварка в защитных газах;
Тип шва: Т6, тавровый, односторонний, со скосом одной кромки;
Марки стали: 15Х1МФ, 10ХСНД.
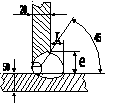
Рисунок 3.2 - Разделка кромок для шва Т6 по ГОСТ 14771-76
Определяем площадь наплавленного металла по формуле:
![]()
Площадь наплавленного металла за 1 проход составляет при полуавтоматической сварке 40 50 мм2, выбираем Fн1пр = 42мм2.
Площадь наплавленного металла корневого шва составляет при полуавтоматической сварке 20 25 мм2, выбираем Fнк.ш.=20 мм2.
Зная общую площадь поперечного сечения наплавленного металла и площади поперечного сечения наплавленного при первом и каждом последующем проходах, найдём число проходов:
![]()
Задаём диаметр электродной проволоки: dэ.пр. = 1,6 мм,
В
зависимости от dэ.пр.
задаём плотность тока j
= 190 А/мм![]() и
j
= 100 А/мм
и
j
= 100 А/мм![]() ,
зная эти данные находим силу тока:
,
зная эти данные находим силу тока:
![]() .
.
Для принятого диаметра электрода и силы сварочного тока определяем оптимальное напряжение дуги:
![]() ;
;
Скорость сварки может быть определена по формуле:
![]() ,
,
где
Н
=18,6
![]() -коэффициент
наплавки, определяется по [1,с.28] в
зависимости от тока сварки (Iсв,
А) и диаметра проволоки (dэ,мм);
-коэффициент
наплавки, определяется по [1,с.28] в
зависимости от тока сварки (Iсв,
А) и диаметра проволоки (dэ,мм);
=7,8![]() - плотность наплавленного металла;
- плотность наплавленного металла;
Fн1пр, см2 - площадь поперечного сечения наплавленного металла за данный проход.
Вылет электрода находится по формуле:
L=(8 12)*dэ = (8 12)*1,6 = 12,8 19,2 (мм).
Выбираем L = 18 мм.
Скорость подачи проволоки определяется по формуле:
![]() .
.
Для сварки корневого шва находим силу тока (сила тока будет меньше чем при сварке основного шва во избежание прожога):
![]() .
.
Напряжение дуги:
![]() .
.
Скорость сварки может быть определена по формуле:
![]() .
.
Скорость подачи проволоки:
![]() .
.
Выполнение прихваток:
Площадь наплавки принимается Fн.пр. = 25 мм2;
 Сила
тока:
Сила
тока:
![]() .
.
Напряжение дуги:
![]() .
.
Скорость сварки:
![]() .
.
![]() .
.
Lпр = 20 мм; nпр = 4; расстояние между прихватками L = 80 мм.
Прихватка выполняется полуавтоматической сваркой проволокой
Св-08ХГ2С диаметром 1,6 мм.
Шов№3:
Способ сварки: ручная дуговая сварка;
Тип шва: У19тр, угловой, односторонний, со скосом кромок;
Марки стали: 15Х1МФ, 15Х1МФ.
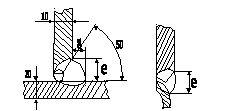
Рисунок 3.3 - Разделка кромок для шва У19 по ГОСТ 16037-80
Принимаем dэ = 5 мм, а для корневого шва принимаем dэ = 3 мм.
Определяем площадь наплавленного металла:
![]() Площадь
наплавленного металла за один проход
составляет 3040мм2,
выбираем:
Площадь
наплавленного металла за один проход
составляет 3040мм2,
выбираем:
Fн1пр = 35 (мм2).