

-
Особенность конструкции штампов для вырубки-вытяжки и формовки кожуха.
Смазанная полоса поступает на штамповочную операцию, выполняемую с помощью штампа (рис. 2.97). В этой операции заготовку кожуха вырубает пуансон, при дальнейшем опускании которого она предварительно вытягивается по контуру нижнего пуансона.
Заготовку снимают с нижнего пуансона выталкивателем, действующим от упругого (резинового) буфера через шпильки. В тех случаях, когда заготовка заклинивается на верхнем
пуансоне, снятие ее производят выталкивателем. Фиксация заготовки в штампе выполняется по упорным штифтам, закрепленным в матрице.
После вырубки каждой заготовки штамп тщательно протирают, удаляя металлическую стружку. Во всех отштампованных заготовках проверяют, нет ли в них царапин, вмятин и темных (коррозионных) пятен. Окончательное оформление кожуха производится в штампе (рис. 2.99), который также состоит из блока, смонтированного на двух колонках. Перед этой операцией заготовку снова покрывают меловой смазкой.

Рис. 2.97. Вырубной штамп: 1 — блок; 2 — верхний пуансон; 3 — нижний пуансон; 4 —
выталкиватель; 5 — буфер; 6 — шпилька; 7 — выталкиватель; 8- матрица

Рис. 2.99. Вытяжной штамп: 1— прижим; 2 – пуансон
3 — матрица; 4 — буфер; 5 - шпилька; 6— выталкиватель
2, 4 - зажимные шайбы
Билет 9
-
Основные этапы технологии крышки при серийном производстве.
-
Для изготовления каких отверстий используют кондуктор при изготовлении кожуха?
-
Основные этапы технологии крышки при единичном производстве.
Разработка технологического процесса изготовления крышек ведется с учетом типа производства. При серийном производстве технология обработки строится по методу дифференцирования станочных операций, а при индивидуальном (и мелкосерийном) производстве—по методу концентрации операций.
Заготовки крышек—поковки (рис. 2.81) или заготовки, полученные из проката, подвергают обдирке на токарных станках, а затем термической обработке—улучшению. Улучшение (закалка с последующим высокотемпературным отпуском) применяют для заготовок прецизионных крышек с целью стабилизации структуры, повышения механических свойств и улучшения обрабатываемости резанием. В процессе выполнения этой операции заготовки нагревают в камерных электропечах до температуры 840—860°С, а затем охлаждают в воде. Отпуск деталей осуществляют при температуре 500…550° С (до HRC 26—32). Термически обработанные заготовки очищают от окалины металлическим песком на специальной установке, схематически показанной на рис. 2.82.
Установка представляет собой контейнер, в нижней части которого закреплена труба с краном. Эта труба подсоединена в верхней части контейнера к наклонному патрубку инжектора. Ко второму патрубку инжектора подсоединяется труба воздушной сети под давлением 4,5—6. атм. Для удаления из контейнера мельчайшей пыли к его
внутренней камере подведена вентиляционная вытяжка.
Для очистки заготовок применяют металлический песок, состоящий из 50% смеси стального порошка с размером частиц 0,5 мм и чугунного порошка с размером частиц 0,3 мм. Детали
очищают струей металлического песка, выбрасываемого инжектором. В процессе работы песок непрерывно циркулирует и периодически обновляется.
Деталь, очищенную от окалины, подвергают получистовой токарной обработке по контуру с оставлением припусков. На втором этапе токарной обработки используют две технологические базы: наружная поверхность крышки, обточенная по 6-му квалитету точности, и центральное отверстие. Затем на детали гравируют порядковый заводской номер и сверлят отверстия по кондуктору (рис. 2.84). Обрабатываемую крышку базируют по наружной цилиндрической поверхности закладывая во внутреннюю выточку плиты кондуктора. Затем крышку прижимают к основанию, закрепляя ее в приспособлении.
После сверления на крышке фрезеруют плоскости под головки винтов. Предварительно обработанную заготовку крышки промывают в бензине марки БР-1 (ГОСТ 1012—54) и просушивают на воздухе. Перед окончательными отделочными операциями заготовку вновь подвергают термической обработке—стабилизирующему отпуску. Стабилизирующий отпуск необходим для снятия внутренних напряжений, возникающих в процессе предварительной механической обработки. Отпуск выполняют по следующему режиму: нагрев до температуры 500° С, выдержка при этой температуре 5 час последующее охлаждение со скоростью 100°С в час вместе с печью (до температуры 100°С). Нагрев рекомендуется производить в вакуумных печах.
Чистовую токарную обработку крышек осуществляют в патроне, имеющем сырые кулачки. При подрезке торцов А, Б, В и обтачивании наружной поверхности диаметра D (см. рис. 2.80)
оставляют припуски 0,3; 0,2; 0,1 и 0,4 мм соответственно. Далее сверлят отверстия в торце Б и нарезают в них резьбу. Резьба должна быть 6-го квалитета точности с шероховатостью Ra2.5. Неперпендикулярность оси резьбового отверстия к торцу крышки не должна превышать 0,3 мм (при длине вылета контрольной оправки 50 мм).
В качестве инструмента для нарезания резьбы используют метчики со шлифованным профилем (шероховатость поверхности резьбы Ra0.32 мкм, передней грани Ra0,16мкм), имеющие конусность рабочей части 0,03—0,04 мм на длине 25 мм, а биение по заборному конусу и калибрующей части, — не превышающие 0,01—0,02 мм. Метчик, установленный в патроне, не должен иметь биения, а его ось должна совпадать с осью нарезаемого отверстия (поэтому необходимо обеспечивать возможность детали самоустанавливаться). В данной операции используют смазочно-охлаждающие жидкости: при нарезании резьбы в стальных заготовках—высокосортное масло, скипидар с подсолнечным маслом, анилиновая кислота или ее смесь с сульфофрезолом, в деталях из титановых сплавов — эмульсия, в алюминиевых деталях —скипидар.
Для нарезания мелкой резьбы применяют настольные реверсивные головки высокой чувствительности или реверсивные патроны к сверлильным станкам.

Рис. 2. 81. Заготовка (поковка) крышки

Рис. 2.82. Установка для очистки заготовок:
1 — контейнер; 2 — смотровое стекло; 3 — отверстие; 4, 5,
6 — сетки; 7 — труба; 8 — кран; 9 - инжектор
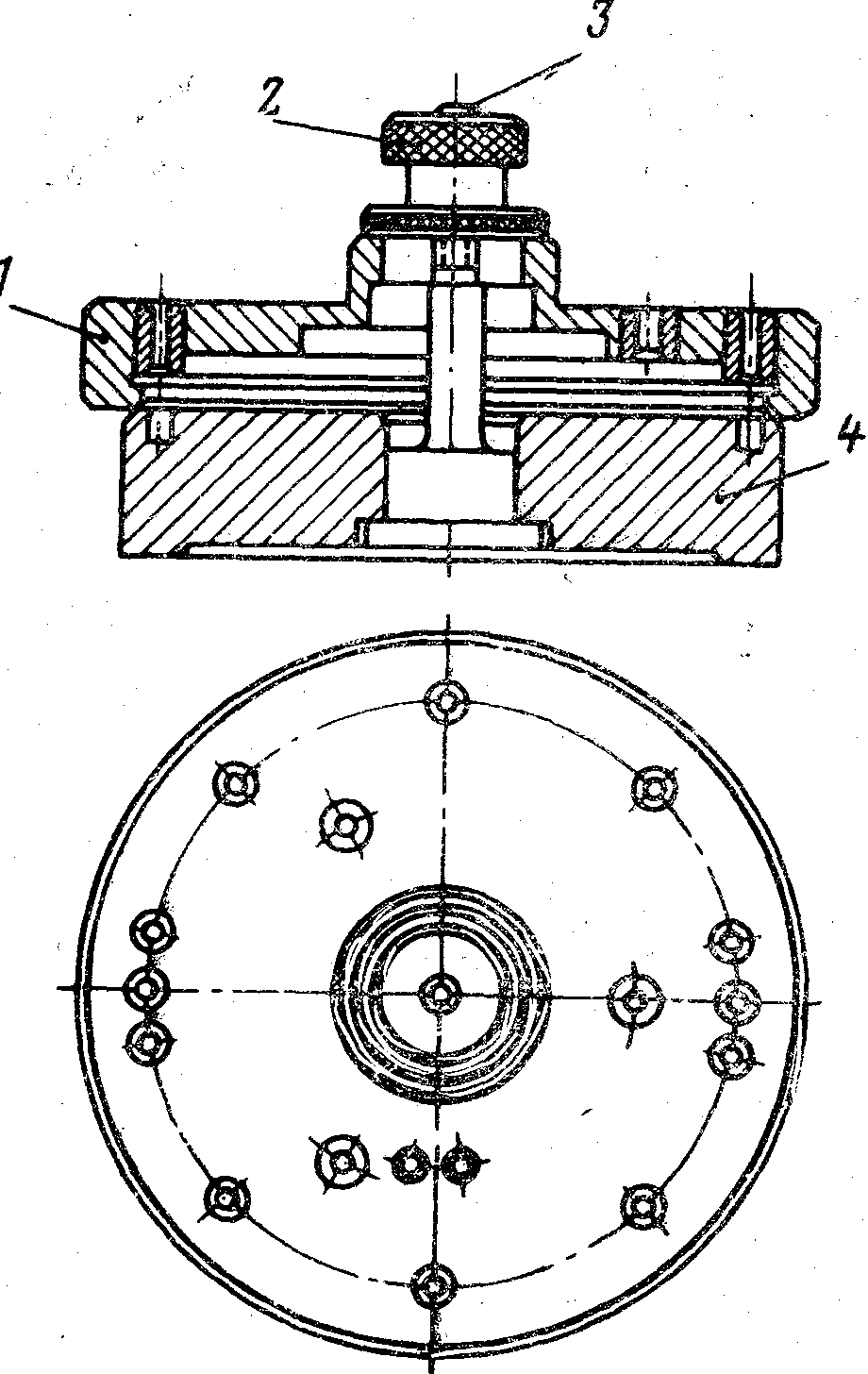
Рис. 2.84. Кондуктор для сверления oотверстий в крышке:
1— плита; 2 — гайка; 3 —болт, 4- основание