

Билет 16
-
Как выполняют шлифование наружного диаметра крышки?
-
Назначение и конструктивная схема стакана.
-
Как выполняют шлифование наружного диаметра крышки?
Шлифование наружной поверхности крышки осуществляют на обычной оправке с установкой ее в центрах круглошлифовального станка. Отверстие диаметром d (см. рис. 2.80) шлифуют на оправке (рис. 2.88). С этой целью крышку устанавливают наружной поверхностью диаметром D (см. рис. 2.80) в посадочное гнездо оправки и гайкой поджимают к торцу А. После шлифо-
вальных операций оставляют припуск под доводку, равный 0,1 мм по диаметру наружной поверхности и 1—5 мкм по диаметру отверстия.
Рис.
2.80. Крышка гиромотора 
Рис.
2.88. Шлифовальная оправка:
1 — оправка; 2 — гайка 
-
Назначение и конструктивная схема стакана.
К стаканам предъявляют требования высокой теплопроводности, Лепестки стакана должны иметь хорошую упругость и плотно охватывать тепловыделяющую поверхность, материал должен быть хорошо теплопроводным, например бронза БрКМц3-1.
Технология изготовления стаканов зависит от типа производства. В индивидуальном производстве еще применяют старый, но весьма простой метод получения заготовок стаканов посредством давильной операции на токарном станке (на разжимных оправках) с последующим фрезерованием пазов. В серийном производстве заготовки стаканов получают холодной штамповкой.

Рис. 2.109. Стакан гиромотора
Билет 17
-
Требование к точности центрального отверстия крышки и как его достигают?
-
Отличие технологии единичного производства от технологии серийного производства стакана.
-
Требование к точности центрального отверстия крышки и как его достигают?
К крышкам предъявляют высокие требования по точности, например, эксцентриситет отверстия под шарикоподшипник относительно фиксирующего диаметра крышки не должен превышать 0,005 мм, а перпендикулярность базовых торцов должна находиться в пределах 0,004—0,005 мм.
Центральное отверстие крышки доводят до размера на токарном станке чугунными притирами, выполненными по диаметру через 0,002 мм. Перед финишной обработкой крышки покрывают черным никелем, производя предварительное изолирование воско-канифольной смесью центрального и резьбовых отверстий, а также торца Б (рис. 2.80).
 Рис. 2.80. Крышка гиромотора
Рис. 2.80. Крышка гиромотора
-
Отличие технологии единичного производства от технологии серийного производства стакана.
. В индивидуальном производстве еще применяют старый, но весьма простой метод получения заготовок стаканов посредством давильной операции на токарном станке (на разжимных оправках) с последующим фрезерованием пазов. Давильная оправка (рис. 2.110, а) состоит из двух матриц, соединенных колонками. Давление от пуансона передается на заготовку через резиновую прокладку. Торец заготовки подрезают в этом случае на оправке, приведенной на рис. 2.110,б, а продольные пазы фрезеруют с помощью оправки (рис. 2.110, в), на которой заготовку закрепляют винтом.
В серийном производстве заготовки стаканов получают холодной штамповкой. Технологический процесс изготовления стаканов (см. рис. 2.109) заключается в следующем. Нарезанные по требуемой ширине полосы подают на первую штамповочную операцию, в процессе которой прорубаются пазы, центральное отверстие и оформляют наружный контур заготовки. Операцию выполняют на совмещённом штампе (рис. 2.111, а), конструкция которого подобна штампу на рис. 2.5. Отдельные детали штампа, в частности пуансон, закрепляют путем их заливки составом цероматрикс.
На вырубленных заготовках зачищают заусенцы, после чего заготовки подвергают предварительному формованию в штампе (рис. 2.111, б). В штампе заготовку устанавливают центральным отверстием на фиксирующий штифт, запрессованный в выталкивателе. Формование заготовки осуществляется верхним пуансоном. Отформованная заготовка выталкивается шпилькой буфера, закрепленного в нижней плите блока штампа. После предварительной формовочной операции заготовка получает очертание контура, показанного на рис. 2.111, е.
Рис.
2.110. Приспособления, применяемые в
технологическом
процессе изготовления стакана:
а — разжимная давильная оправка; б— оправка для подрезки торца; в — фрезерная оправка; 1 — матрица; 2 — колонка; 3 — пуансон; 4 — резиновая прокладка; 5 — оправка; 6 – винт

Рис. 2.109. Стакан гиромотора
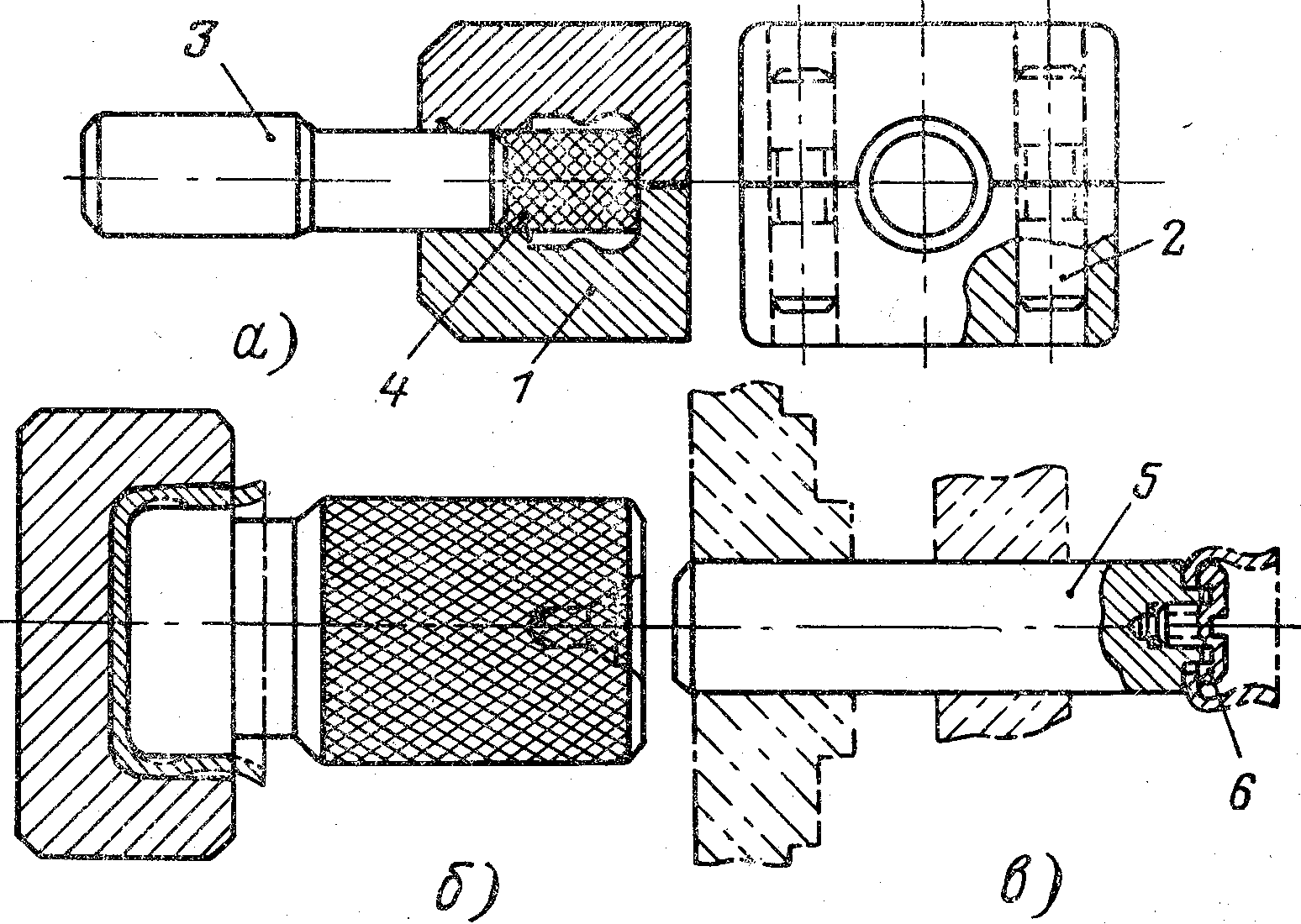
Рис. 2.110. Приспособления, применяемые в технологическом процессе изготовления стакана:
а — разжимная давильная оправка; б— оправка для подрезки торца; в — фрезерная оправка; 1 — матрица; 2 — колонка; 3 — пуансон; 4 — резиновая прокладка; 5 — оправка; 6 – винт