

-
В чём состоит процесс сборки кожуха с входящими в сборочную единицу элементами?
До передачи кожухов на общую сборку приборов их собирают в узлы вместе с входящими деталями, например, штенгелем (рис. 2.102), стаканом и винтом. Все эти детали устанавливают плотно в отверстиях кожуха и развальцовывают. Способы развальцовки деталей различны, например, винт развальцовывают в кожухе вручную с помощью особого инструмента «развальцовки» и молотка. Медный штенгель, установленный в кожухе до упора, развальцовывают на вибрационном прессе.
После развальцовки входящих деталей на кожухе узел промывают бензином (ГОСТ 443- 56) и спиртом, просушивают сухим сжатым воздухом, а места сопряжения деталей подвергают пайке вакуум-плотным швом. Такой шов проверяют посредством лупы с четырехкратным увеличением. Шов не должен иметь пор, трещин, подрезов, непропая. В отдельных конструкциях гидроузлов штенгель, гермовводы и другие детали к кожухам (корпусам) приваривают.
Собранные кожухи загружают в печь для пайки в коробках или на противнях, изготовляемых из листовой нержавеющей и жароупорной стали. В качестве припоя, например для пайки внутренней поверхности винта с кожухом, применяют медь Ml, М2 (ГОСТ 859—66) в виде проволоки диаметром 0,5—1,5 мм или фольги толщиной 0,3—0,5 мм. Из этого материала изготовляют кольцо, диаметр которого принимают несколько меньше размера фланца винта. Такое кольцо устанавливают на винт и плотно прижимают к кожуху.
Большие наплывы припоя осторожно удаляют вручную или на станке, не допуская повреждения основного металла. Наличие непропаянных участков требует проведения повторной операции пайки.
После пайки узел кожуха проверяют на вакуумплотность. С этой целью конец штенгеля закрепляют винтом в специальном приспособлении. Затем отверстие трубки-штенгеля герметизируют с торца посредством резиновой прокладки, перемещаемой винтом через ползунок.
Для придания правильной геометрической формы наружную поверхность кожуха калибруют в приспособлении, которое состоит из матрицы и пуансона. Перед калиброванием кожух устанавливают на пуансоне. Проталкивая на гидравлическом прессе пуансон вместе с обрабатываемым узлом через отверстие матрицы, осуществляют калибрование наружной поверхности кожуха.
Завершающей операцией изготовления узла кожуха является покрытие его никелем.
Рис. 2.102. Узел
кожуха (в сборе):
1 — штенгель; 2 —
стакан; 3 — винт
Билет 12
-
В чём состоит второй этап в технологическом процессе крышки?
-
Состав припоя для пайки-сборки элементов кожуха.
-
В чём состоит второй этап в технологическим процессе крышки?
На втором этапе токарной обработки используют две технологиче-
ские базы: наружная поверхность крышки, обточенная по 6-му квалитету точности, и центральное отверстие. Затем на детали гравируют порядковый заводской номер и сверлят отверстия по кондуктору (рис. 2.84). Обрабатывае-
мую крышку базируют по наружной цилиндрической поверхности закладывая во внутреннюю выточку плиты кондуктора. Затем крышку прижимают к основанию, закрепляя ее в приспособлении.После сверления на крышке фрезеруют плоскости под головки винтов. Предварительно обработанную заготовку крышки промывают в бензине марки БР-1 (ГОСТ 1012—54) и просушивают на воздухе.
Рис.
2.84. Кондуктор для сверления
oотверстий
в крышке: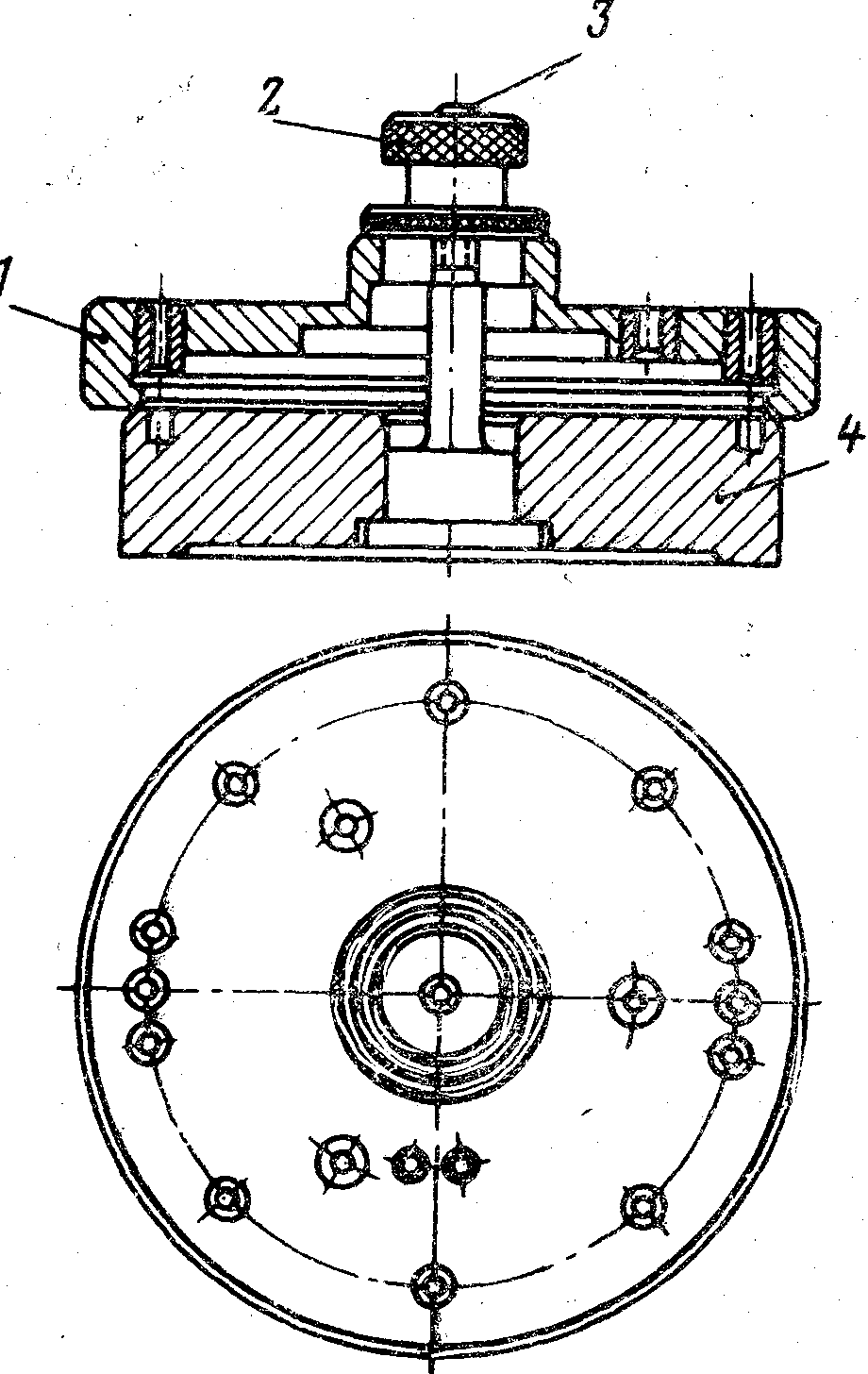
1— плита; 2 — гайка; 3 —болт, 4- основание