

Силы резания
В результате сопротивления срезаемого материала, упругой пластической деформации, трения между поверхностями резца и заготовки возникают силы резания. Работа, затрачиваемая на деформирование материала и разрушение, расходуется и на упругую пластическую деформацию, и напреодоление сил трения.
В результате сопротивления материала возникают реакционные силы Ру1 и Ру2, силы пластического деформирования Рп1 и Рп2, силы трения Т1 и Т2.
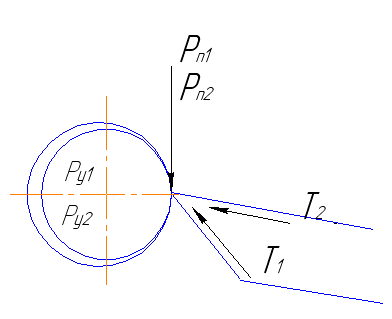
Есть некоторые системы сил, которые можно привести к равнодействующей, точка ее приложения находится на рабочей части главной режущей кромки – Р – равнодействующая сила.
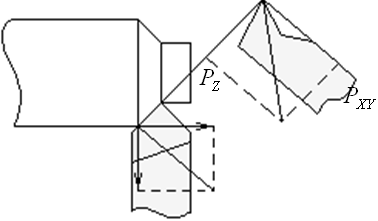
При работе токарного резца сила резания Р, под действием которой происходит деформированиеи и срезание, может быть представлена в виде трех составляющих, где модуль силы Р вычисляется как корень квадратный из суммы квадратов составляющих:
Pz - сила касательная к поверхности резания и по направлению совпадает с направлением главного движения;
Р![]() x
– осевая
сила, параллельная оси заготовки;
x
– осевая
сила, параллельная оси заготовки;
Py – радиальная сила, направленная перпендикулярно к оси заготовки.
О![]()
![]()
![]() бычно
Py,
Рx
принято
выражать в долях Pz:
бычно
Py,
Рx
принято
выражать в долях Pz:
![]()
Рy=0,40,5 Pz
Px=0,250,35 Pz
Д![]() ля
приближенных расчетов достаточно
определить Pz.
Сила Px
может
понадобиться при расчете механизмов и
устройства продольного перемещения, а
Рy
определяет упругое отжание резца от
заготовки.
ля
приближенных расчетов достаточно
определить Pz.
Сила Px
может
понадобиться при расчете механизмов и
устройства продольного перемещения, а
Рy
определяет упругое отжание резца от
заготовки.
При продольном точении
Pi=CPitxiSyiVniki, тогда
P![]() z=CPztxpzSypzVnpkP
z=CPztxpzSypzVnpkP
i - индекс составляющей силы резания,
CP - коэффициент, значение которого опре-деляется при значении всех факторов (коэффициентов), определяющих условия резания равным единице.
t - глубина резания,
S – подача резания,
V - скорость резания,
x,y,n – степенные показатели, определяющиеся по таблице,
x – влияние глубины резания,
y – влияние подачи на силу резания,
n – отрицательный показатель, что говорит о том, что с ростом скорости реза-ния, усилие уменьшается.
Существует также обобществленный коэффициент, учитывающий изменение значения факторов, определяющих резание и отличный от факторов, включенных в CPi.
kPi=k1. k2. k3. k4. k5. k6.
k1 – механические свойства материалов, отличающиеся от тех, которые учитываются в CPi
k2 – отличие состояния режущей части
k3 – величина угла γ
k4 - величина угла φ
k5 – состояние режущих кромок
k6 – применяется СОЖ или нет
Скорость резания и стойкость инструмента.
Стойкостью инструмента называют его способность сохранять в рабочем состоянии свои контактные поверхности и режущие кромки. Эта способность оценивается периодом стойкости, то есть временем работы инструмента от заточки до переточки.
Выбор оптимального периода стойкости является важной технико-экономической задачей. Особенно эта задача важна в автоматизированном производстве, так как выход из строя одного инструмента может привести к остановке производственного комплекса, включающего несколько единиц оборудования.
Стойкость инструмента является наиболее важным фактором, определяющим экономически целесообразную скорость V. С некоторой приближенностью, справедливо равенство:
V1T1m=V2T2m=ViTim=const=C
V - скорость резания,
T - период стойкости инструмента (задаётся в минутах),
m - показатель степени характеризующий влияние стойкости на скорость резания при определенных условиях работы,
C![]() – коэффициент, характеризующий условия
работы.
– коэффициент, характеризующий условия
работы.
Таким образом, в общем случае:
|
V,% |
75 |
90 |
100 |
110 |
125 |
|
T,% |
425 |
167 |
100 |
67 |
33 |
При некоторой стойкости 100%, Vрез принимают за 100%.Уменьшение скорости резания на 25% приводит к 4-х кратному увеличению периода стойкости. Увеличение скорости резания на 25% уменьшает период стойкости в 3 раза. Где потери времени меньше, следует выбирать соответствующую стойкость.
Таким образом, выбор периода стойкости с учетом заданной производительности необходимо решать в каждом конкретном случае. На практике его выбирают из нормативов режима резания.
При заданной стойкости на экономически целесообразную скорость влияют:
-
Материал заготовки
-
Материал реж. части инструмента
-
Элементы срезаемого слоя
-
Элементы режима резания
-
Геометрия инструмента
-
Условия резания и т.д.
════════════════════════════════════