

5 Технологические процессы ремонта деталей (сборочных единиц)
5.1 Описание деталей (сборочных единиц)
Вал КП.0411.01.002000.01 служит для установки деталей передающих вращательные моменты. По конструкции имеет много сложных посадочных поверхностей, сложен в изготовлении, имеет повышенный износ 0,035 мм.
Рычаг КП.0411.01.003000.02 представляет собой сложную конструкцию, является сборочной единицей, выполнен из чугуна. Рычаг в механизме подвижен. По способу изготовления – литой (рычаг получен литьем). Материал, изготовления рычага – СЧ15 (серый чугун с пределом прочности при растяжении 150 МПа).
На практике наблюдаются следующие дефекты рычага:
-
выкрашивание;
-
отрыв частичек металла при трении;
-
нарушение геометрически правильной формы отверстия;
-
появление рисок и задиров.
5.2 Методы ремонта деталей (сборочных единиц)
К методам ремонта вала относятся:
-
ремонт деталей с изменением первоначальных номинальных размеров;
-
ремонт вала путем восстановления номинальных размеров.
Ремонт деталей с изменением первоначальных номинальных размеров может быть произведен переводом размера изношенного вала в ремонтный размер. Этот метод заключается в том, что удаляются с изношенной поверхности вала следы износа и изменяются в связи с этим его размеры. Если при ремонте изношенная поверхность не восстанавливается до своих чертежных размеров, то приходится иметь дело с ремонтным размером. В результате обработки вала он получает нужную форму и требуемую шероховатость рабочих поверхностей. Восстановленные изношенные поверхности вала подвергаются механической обработке с выдерживанием первоначальных размеров, посадок, классов точности и шероховатости поверхностей в соответствии с рабочими чертежами и техническими условиями.
Способ – ремонт вала путем восстановления номинальных размеров может быть выполнен вибродуговой наплавкой или напылением.
К методам ремонта рычага относятся:
-
метод компенсаторов;
-
метод заливки бронзы;
-
перевод размеров изношенной детали в ремонтные размеры.
Метод ремонта с применением деталей – компенсаторов износа заключается в том, что применяются устройства, компенсирующие износ детали (рычага). Восстанавливается этим методом отверстие малого диаметра и поверхность, имеющая значительный износ.
Метод ремонта переводом размеров изношенной детали (рычага) в ремонтные размеры заключается в том, что с изношенной поверхности (отверстия) рычага следы износа и изменяются в связи с этим его размеры. Если при ремонте изношенная поверхность не восстанавливается до своих чертежных размеров, то приходится иметь дело с ремонтным размером рычага. В результате обработки (отверстия рычага) получается нужная форму и требуемая шероховатость.
5.3 Маршруты ремонта деталей (сборочных единиц)
Маршруты ремонта деталей (сборочных единиц) оформлены на технологических документах форм 2, 1б и 7 в книге 2 КП.0411.01.001000.00 ТК «Карты технологического ремонта».
5.4 Выбор методов ремонта
В качестве метода ремонта для вала КП.0411.01.002000.01 выбирается ремонт путем восстановления номинальных размеров методом вибродуговой наплавкой.
Наплавку широко применяется при восстановлении деталей полиграфических машин.
Наплавка – нанесение расплавленного металла на поверхность детали, нагретую до температуры плавления. Наплавка применяется для восстановления размеров, а также для повышения твердости и износостойкости рабочих поверхностей деталей. Вес наплавляемого металла обычно незначителен по отношению к весу детали.
Вибродуговая наплавка применяется для восстановления требуемых размеров детали и придания заданных свойств ее поверхности путем подбора химического состава и структуры наплавляемого металла.
Сущность вибродуговой наплавки состоит в следующем. Электрод с помощью специального устройства вибрирует, периодически касаясь наплавляемой детали. В момент короткого замыкания конец электрода плавится, и расплавленный металл переносится на деталь.
Для вибродуговой наплавки используется постоянный ток, вырабатываемый генератором 10. Сила тока регулируется дросселем 9. Вибратор электрода состоит из качающегося рычага 3 и электромагнита 4, питаемого переменным током. Пружины 8 способствуют созданию устойчивых колебаний рычага. Электродная проволока проходит через мундштук 2, укрепленный на качающемся рычаге. Автоматическая подача проволоки из кассеты 6 производится роликовым механизмом 5, приводимым в действие электродвигателем 7.
В зону наплавки охлаждающая
жидкость подается насосом 1 по шлангу.
Охлаждающая жидкость защищает металл
от окисления кислородом воздуха,
уменьшает зону термического воздействия,
способствует быстрому формированию
шва, повышает твердость наплавленного
слоя. В качестве охлаждающей жидкости
применяют 5 – 6
% раствор кальцинированной соды с
добавкой
0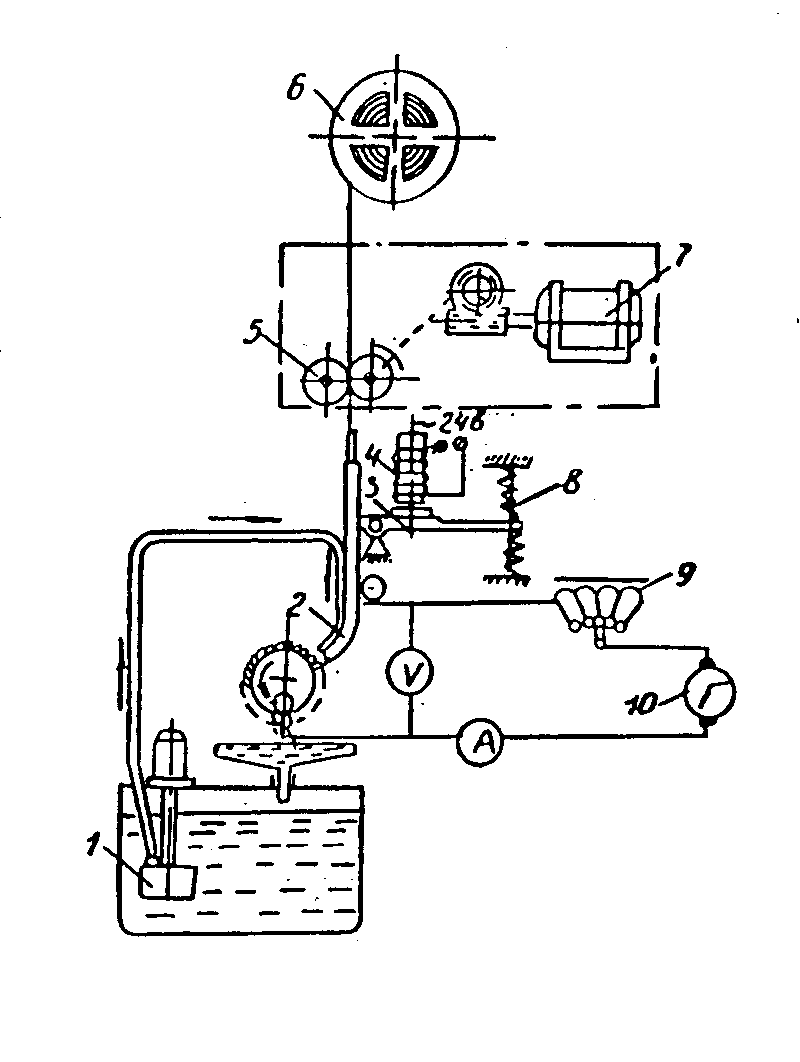 ,5
– 0,6 % автола.
,5
– 0,6 % автола.
Вибродуговая наплавка представлена на рисунке 5.1.
Рисунок 5.1 – Вибродуговая наплавка
Наплавляемая деталь устанавливается в центрах токарного станка. Головка для вибродуговой наплавки монтируется на суппорте вместо резцедержателя. В процессе наплавки деталь вращается со скоростью 0,2–0,4 м/мин. Каретке суппорта с головкой сообщается продольная подача 2–3 мм/об.
Вибродуговая наплавка применяется для восстановления изношенных цилиндрических поверхностей. Толщина слоя, наплавляемого за один проход, составляет 0,5–3,5 мм и зависит от диаметра электродной проволоки, который принимается 1,5–2,5 мм.
Технологический процесс вибродуговой наплавки включает в себя:
-
подготовку изношенной поверхности детали;
-
наплавку слоя металла или сплава;
-
механическую обработку.
Подготовка деталей под вибродуговую наплавку предусматривает выполнение следующих операций:
-
очистку детали от грязи, ржавчины и масел;
-
механическую обработку деталей с неравномерным износом для придания наплавляемой поверхности правильной геометрической формы; местные дефекты на наплавляемой поверхности (выбоины, вмятины) глубиной более 2 мм заделываются электродуговой сваркой;
-
изоляцию поверхностей детали (отверстий, пазов), которые не подлежат наплавке путем постановки медных, графитовых или стальных вставок.
Для удаления вставок после наплавки они должны выступать над поверхностью детали на величину несколько большую толщины наплавляемого слоя.
Механическая обработка после вибродуговой наплавки для получения требуемых размеров, классов точности, посадок и шероховатости поверхностей деталей производится точением твердосплавными режущими инструментами и шлифованием.
Вибродуговая наплавка выбирается потому, что она находит широкое применение в ремонтном деле благодаря следующим своим достоинствам:
-
малой величине деформации деталей;
-
возможности получения относительно твердых слоев без термической обработки (HRC 38…56);
-
высокому качеству наплавляемого слоя;
-
высокой производительности процесса;
-
не требует высоких денежных затрат.
В качестве метода ремонта для рычага (КП.0411.01.003000.02) выбирается ремонт деталей с применением компенсаторов износа.
Долговечность полиграфических машин, возможность сокращения объемов ремонтных работ во многом зависит от того, применяются ли устройства, компенсирующие износ деталей.
Этими устройствами чаще всего являются детали – компенсаторы, тем или иным способом погашающие износ основных деталей полиграфических машин, называются деталями – компенсаторами.
Детали – компенсаторы применяются при восстановлении:
-
отверстий малого диаметра;
-
поверхностей, имеющих значительный износ;
-
плоских поверхностей большой протяженности;
-
поверхностей, механические свойства которых должны быть выше, чем при наплавке металла.
Компенсаторы износа применяются при необходимости увеличить размеры деталей в связи с тем, что сопряженные с ним другие детали в процессе ремонта потеряли первоначальные размеры.
Используя детали – компенсаторы, сохраняются в соединениях частично изношенные детали, не нарушая точности этих соединений.
Компенсаторы износа изготавливаются в виде различных втулок (гильз), колец, резьбовых ввертышей, зубчатых венцов колес.
Существуют компенсаторы сменные (при ремонте рычага). Сменные компенсаторы износа устанавливают в сопряжении, в котором износ появился к моменту ремонта. К этой группе деталей – компенсаторов относятся, неполадки цилиндрической фрикционной муфты, втулки 1. Сменные компенсаторы износа закрепляются на одной из сопрягаемых деталей при помощи прессовой посадки, винтов, сварки, клеев.
Метод компенсаторов износа представлен на рисунке 5.2.
Р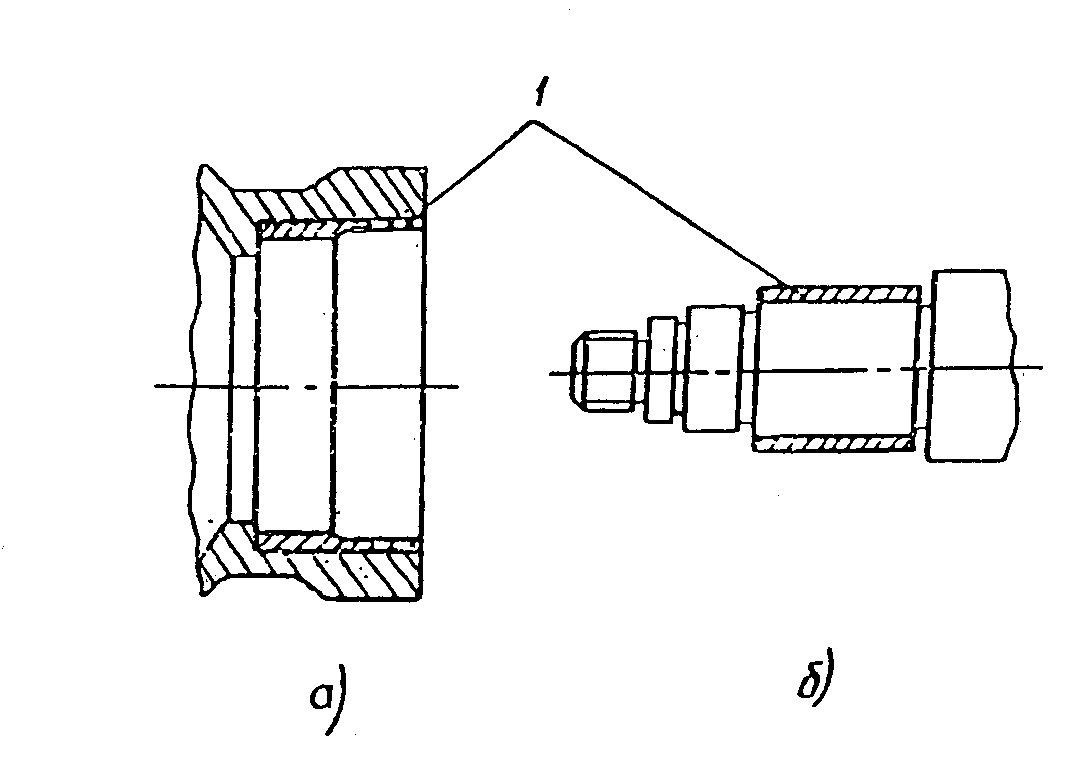 исунок
5.2 – Метод компенсаторов износа
исунок
5.2 – Метод компенсаторов износа
Ремонт деталей с применением компенсаторов износа выбирается потому, что (метод ремонта с применением компенсаторов износа) находит широкое применение в ремонтном деле благодаря следующим своим достоинствам:
-
высокой производительности;
-
простоте ремонта;
-
высокой экономичности;
-
не требует высокой квалификации рабочего;
-
не требует высоких денежных затрат.