

2.3. Физические и технологические особенности процесса прокатки
Теоретически под влиянием пластической деформации заготовка принимает форму зазора между валками, т.е. ее толщина после прокатки h1 должна соответствовать величине зазора Sо. Однако фактически толщина прокатанной полосы бывает всегда больше зазора между валками (рис. 2.4 а). Это обусловлено тем, что в процессе прокатки каждый валок действует на полосу с той же силой, что и сила сопротивления полосы деформированию Fc. Под действием этой силы происходит упругая деформация валков и других деталей прокатного стана, первоначально установленный зазор между валками увеличивается, и на столько же увеличивается толщина прокатанной полосы. Для уменьшения деформации рабочих валков применяют опорные валки (рис. 2.4 б).
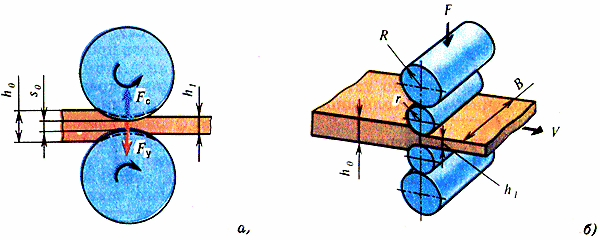
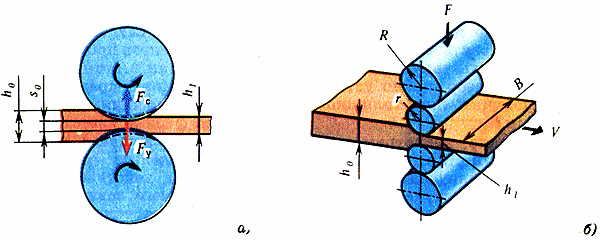
Рисунок 2.4 – Условия захвата заготовки валками
Сила сопротивления деформированию Fc, действующая на рабочие валки со стороны прокатываемой полосы, вызывает упругую деформацию не только этих валков, но и опорных, а также нажимных винтов, станины и других элементов прокатного стана. Прокатный стан в этом случае ведет себя как пружина. Его жесткость, т.е. степень деформации элементов под действием приложенных сил, зависит от конструкции. Например, стан с двумя валками обладает значительно меньшей жесткостью по сравнению со станом, имеющим четыре валка, два из которых являются опорными.
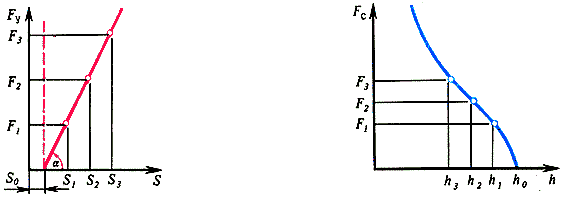
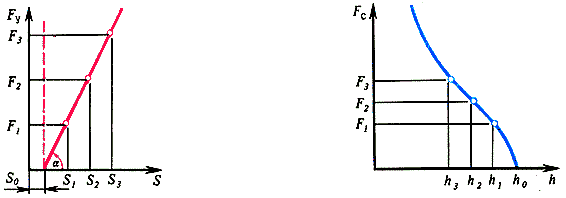
Для каждого прокатного стана жесткость измеряют. Для этого между рабочими валками нажимными винтами устанавливают какой-либо зазор Sо, затем с помощью распорного устройства зазор каждый раз увеличивают на величину ΔS и динамометром измеряют силу упругости стана Fу. В результате получают зависимость силы упругости Fy от величины зазора между рабочими валками (рис. 2.5 а). Эта зависимость изображается прямой линией, так как деформации деталей прокатного стана упругие и справедлив закон Гука.
а) б)
Рисунок 2.5 – Предварительные исследования жесткости прокатного стана (а) и сопротивления деформации сжатию прокатываемого материала (б)
Тангенс угла α характеризует жесткость стана. Чем больше tg α, тем больше жесткость. Очевидно, что для прокатного стана, обладающего определенной жесткостью, его упругая деформация будет зависеть от сопротивления деформированию прокатываемой полосы. Если на одном и том же стане прокатывать полосы из алюминия, меди и стали, то упругая деформация стана в каждом конкретном случае будет разной. При прокатке алюминия она будет меньше, при прокатке меди – больше, а при прокатке стали – еще больше. Эта сила в основном зависит от механических свойств материала прокатываемой полосы.
При продольной прокатке происходит в основном сжатие металла между валками. Его сопротивляемость проверяют на предварительно вырезанном образце с помощью динамометра. В ходе нескольких измерений определяют силу Fc, необходимую для деформирования материала на величину Δh. Так как процессы пластической деформации материала не носят однозначный характер, то для любого металла результаты исследований представляют графически в виде зависимости нелинейного вида (рис. 2.5 б). Сила Fc – это, с некоторыми допущениями, не что иное, как сила сопротивления деформированию полосы.
Таким образом, с одной стороны, на основании опытов, проведенных на прокатном стане без полосы, находят жесткость стана. С другой стороны, на основании опытов по сжатию полосы, – величину ее сопротивления деформированию. Теперь для того, чтобы определить установочную величину зазора Sо между валками для получения полосы толщиной h1 необходимо воспользоваться следующей логикой. Предположим, необходимо получить полосу толщиной h1 на прокатном стане, жесткость которого определяется значением tgα (рис. 2.5). Для этого по графику зависимости Fc(h) сначала находят силу сопротивления деформированию полосы, соответствующую ее прокатке от толщины ho до h1. Далее эту силу приравнивают к силе упругости стана (согласно третьему закону Ньютона) и с учетом жесткости стана определяют необходимую величину зазора Sо.