

4. 1. 2. Автоматическая и полуавтоматическая сварка под слоем флюса.
Автоматической сваркой под слоем флюса называется такой вид сварки, когда дуга горит под слоем флюса, процесс подачи сварочной проволоки и флюса в зону горения дуги; перемещение электрода вдоль линии сварного шва автоматизирован. Процесс стабилизации горения сварочной дуги автоматизирован.
При сварке электрическая дуга горит между концом и изделием под слоем флюса. Принципиальная схема автоматической сварки приведена на рис. 3.
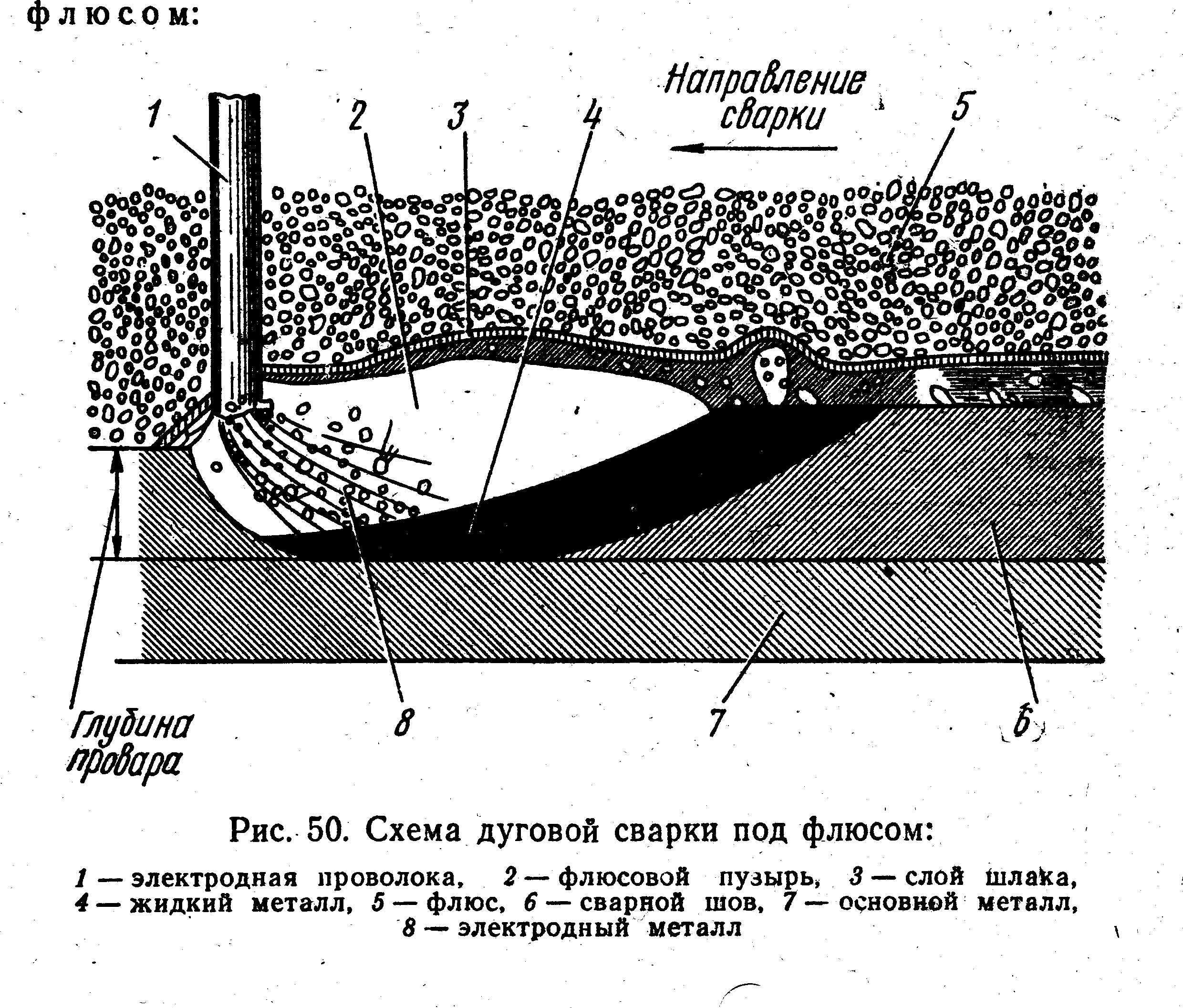
Рис.4. Схема дуговой сварки под флюсом: 1 – электродная проволока; 2 газовый пузырь; 3 – слой жидкого шлака; 4 – жидкий металл; 5 – флюс; 6 – сварной шов; 7 – основной металл; 8 – электродный металл
Особенности и преимущества автоматической сварки под слоем флюса:
-
сварка производится непокрытой проволокой 1;
-
длина вылета электрода составляет lВЫЛ ≈ 45 – 55 мм;
-
электрическая дуга горит под слоем флюса;
-
сварочная ванна жидкого металла изолирована от непосредственного контакта с воздухом;
-
малые потери жидкого металла (потери металла составляют 1 – 3%);
-
высокий коэффициент полезного использования тепловой энергии η ≈ 0,85 – 92;
-
большой коэффициент наплавки КН ≈ 14 – 15 г/А ∙ч;
-
можно применять большие сварочные токи I ≈ 1500 – 1800 А;
-
производительность автоматической сварки повышается в 5 – 15 раз по сравнению с ручной дуговой сваркой;
-
высокое качество и хорошее формирование сварного шва; швы имеют большую прочность, пластичность и ударную вязкость;
-
возможность сваривать металл значительной толщины (до 20 мм) без разделки кромок.
Область применения
Автоматическая сварка применяется при сварке конструкций большой протяженности, при изготовлении сварных конструкций, работающих в условиях глубокого холода, агрессивной среды. Автоматическая сварка применяется для соединения деталей машин толщиной металла от 2 до 100 мм проволокой диаметром 6 мм, при сварочном токе 150 – 2000 А и напряжении на дуге 25 – 46 В.
Оборудование для автоматической сварки под слоем флюса.
Установка для автоматической сварки под слоем флюса состоит из следующих составных частей:
-
источника питания;
-
сварочного автомата;
-
вспомогательного оборудования.
Сварочный аппарат выполняет все операции по сварке данного соединения: возбуждение, подачу электродной проволоки в зону горения дуги, защиту под слоем флюса, перемещение режима и прекращение процесса сварки.
Для автоматической сварки под флюсом применяются следующие типы установок:
-
подвесные подвижные автоматические головки1;
-
самоходные сварочные аппараты (сварочный трактор ТС – 17М).
Для автоматической сварки используются источники постоянного и переменного тока (ГОСТ 8213 – 75 * Е).
Для автоматической сварки под слоем флюса используются источники сварочного тока с пологопадающей вольтамперной характеристикой.
При автоматической сварке процесс стабилизации горения сварочной дуги под слоем флюса автоматизирован. Существуют два способа стабилизации горения сварочной дуги:
-
по напряжению;
-
постоянной подачей сварочной проволоки;
Стабилизация горения сварочной дуги используется в сварочных автоматах при сравнительно малых значениях сварочных токов.
Если в процессе сварки поддерживать постоянное напряжение дуги
Uд = const = a + b∙Lд, то длина дуги будет также постоянной. Если в процессе сварки длина дуги увеличилась, то подается электрический сигнал на механизм подачи сварочной проволоки, соответственно скорость подачи проволоки увеличивается, и длина дуги восстанавливается.
С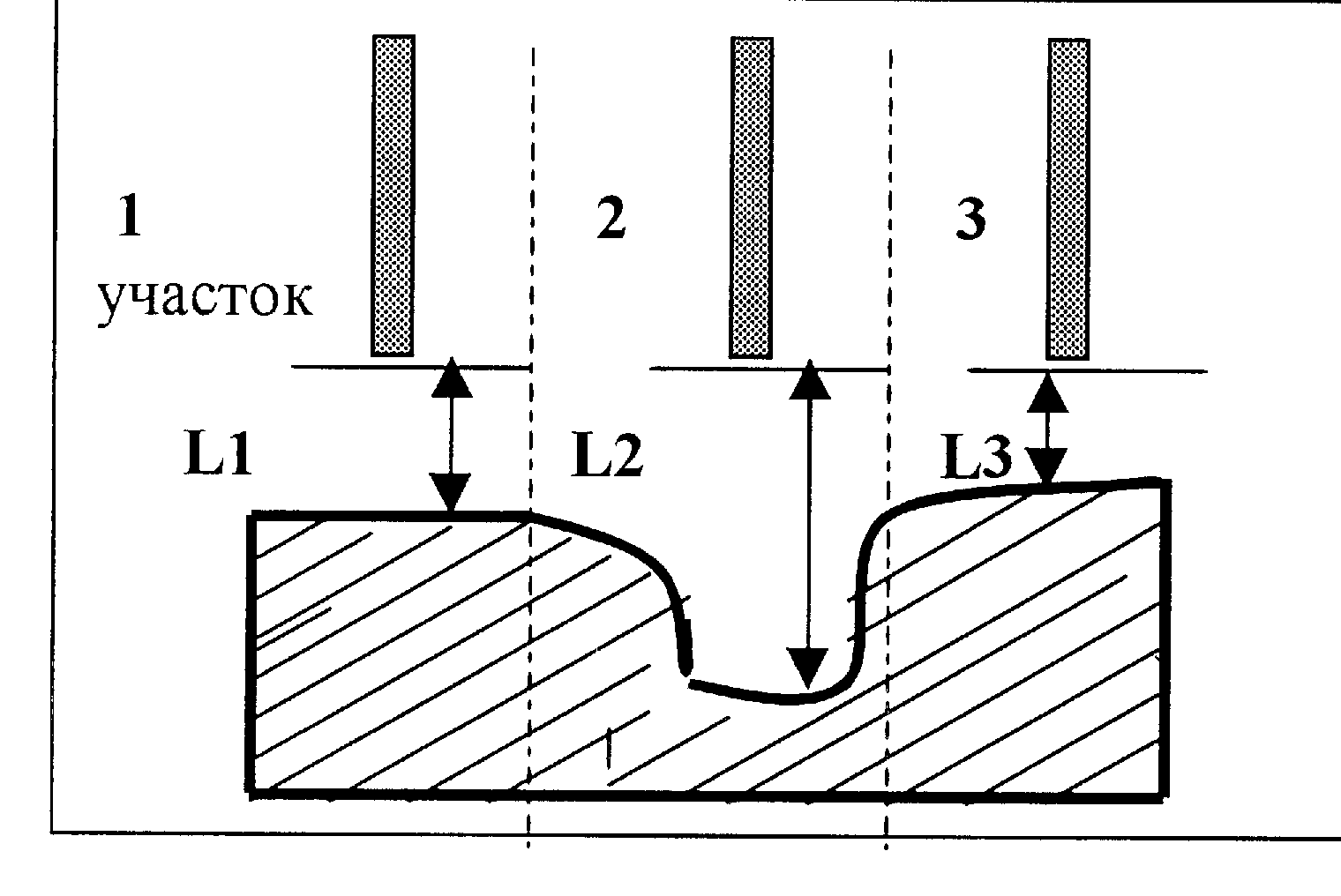 табилизация
сварочной дуги постоянной подачей
сварочной проволоки может использоваться
только при использовании в сварке
больших значений сварочного тока. Этот
способ основан на использовании явления
саморегулирования сварочной дуги. Схема
саморегулирования сварочной дуги
приведена на рис. 5 .
табилизация
сварочной дуги постоянной подачей
сварочной проволоки может использоваться
только при использовании в сварке
больших значений сварочного тока. Этот
способ основан на использовании явления
саморегулирования сварочной дуги. Схема
саморегулирования сварочной дуги
приведена на рис. 5 .
Рис. 5. Схема к пояснению явления саморегулирования сварочной дуги.