

Сечение резца в мм/мм в зависимости от высоты центров станка
|
Установка резца |
Высота центров станка в мм |
||||
|
150 |
200 |
260 |
300 |
400 |
|
|
В четырех- гранной головке В суппорте |
12×20 12×20 |
12×20 16×25 |
16×25 20×30 |
20×30 20×30 |
25×40 25×40 |
Приложение В
Геометрические параметры и формы заточки режущей части резцов
Таблица В.1
Геометрические параметры и форма заточки режущей части резцов из быстрорежущей стали
|
Форма передней поверхности |
Обрабатываемый материал |
|
|
Название |
Эскиз |
|
|
Плоская с положитель- ным перед- ним углом |
|
Бронза и другие хрупкие материалы. Серый чугун НВ >220. Сталь σв >800 МПа. |
|
Плоская с положитель- ным перед- ним углом |
|
Сталь σв <800 МПа и серый чугун НВ<220. |
|
Криволи- нейная с фаской |
|
Сталь σв <800 МПа. Вязкие цветные металлы и легкие сплавы. |



Примечание – При работе с ударами угол наклона главной режущей
кромки λ = 10°, при работе без ударов λ = 0°.
Таблица В.2
Геометрические параметры и форма заточки режущей части резцов с пластинками твердого сплава
|
Форма передней поверхности |
Обрабатываемый материал |
|
|
Название |
Эскиз |
|
|
Плоская с положительным передним углом |
|
Серый чугун, бронза и другие хрупкие металлы и сплавы. |
|
Плоская с отрицательной фаской |
|
Ковкчй чугун, сталь и стальное литье σв<80 кг/мм2, а также при σв >800 МПа при недостаточной жесткости технологической системы. Для отвода и дробления стружки применять стружколоматель. |
|
Криволинейная с отрицательной фаской |
|
Сталь σв<800 МПа (при необходимости завивания и дробления стружки). |
|
Плоская с отрицательным передним углом |
|
Сталь и статьные отливки σв >800 МПа, загрязненные неметаллическими включениями. Работа с ударами в условиях жесткой технологической системы. |




Таблица В.3
Геометрические параметры и форма заточки резцов с ми- нерало-керамическими пластинами
|
Форма передней поверхности |
Обрабатываемый материал |
|
|
Название |
Эскиз |
|
|
Плоская с фаской |
|
Сталь и чугун. При обработке стали требуется накладной стружкозави-ватель |
|
Радиусная с фаской |
|
Сталь; радиусная лунка обеспечивает стружкозавивание |
|
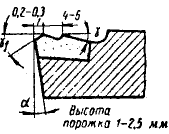
Плоская с порожком |
|
Сталь; порожек обеспечивает стружкозавивание |


Приложение Г
Рекомендуемые геометрические параметры режущей части резцов
Таблица Г.1