

3 Аналіз технологічних процесів
Як технологічний процес [4] розглянемо технологічні карти деталей «Винт» та деякі операції розробки деталі «Колесо зубчате» (Робочі ескізи деталей і технологічні карти представлені в Додатку А).
Деякі етапи процесу обробки деталей описані нижче.
На токарних верстатах з ЧПУ послідовність обробки наступна (Рисунок 3):
а) попередня (чорнова) обробка основних ділянок поверхні деталі: підрізування торців, центрування перед свердленням отворів діаметром до 20 мм, свердлення (якщо використовується два свердла, то спочатку свердлом більшого діаметру), розсвердлювання отворів, точіння (напівчистова обробка) зовнішніх поверхонь, а потім розточування внутрішніх поверхонь.
б) обробка додаткових ділянок поверхні деталі. У тих випадках, коли чорнова і чистова обробки внутрішніх поверхонь проводяться одним різцем, всі додаткові ділянки обробляють після чистової обробки.
в) остаточна (чистова) обробка основних ділянок поверхні деталі, спочатку внутрішніх, потім наружних.
г) обробка додаткових ділянок поверхні деталі, що не вимагають чорнової обробки: спочатку в отворах або на торцях, потім на зовнішній поверхні.

Рисунок 3 - Токарна операція
На розточувальних верстатах обробляють плоскі поверхні, пази, уступи, тіла обертання (Рисунок 4). Розрізняють колонні і століковиє розточувальні верстати. На багатошпіндельних розточувальних верстатах проводять послідовну обробку плоских поверхонь чорновими і чистовими фрезами, а при двосторонній обробці поверхонь з перекладанням заготовок, забезпечуючи точність 11-13 квалітетов.
Уступи і пази обробляють двома способами: дисковими або кінцевими фрезами. Застосування спеціальних пристосувань на розточувальних верстатах скорочує або повністю виключає втрати часу на допоміжний хід і закріплення заготовок.
Розточувальні верстати типу “Оброблювальний центр” особливо доцільно
використовувати для комплексної обробки деталей в серійному виробництві.
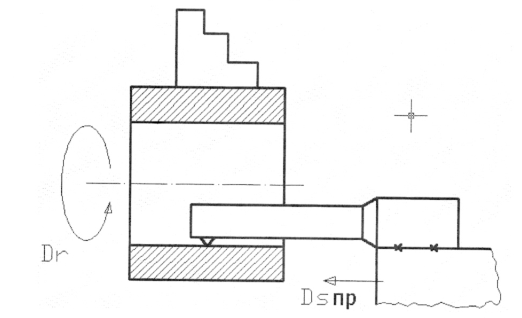
Рисунок 4. – Розточна операція
Види фрезерування зображені на рисунку 5.

Рисунок 5 – Види фрезерування
Транспортна операція полягає у транспортуванні деталі у наступний цех або відділ для подальшої обробки.
Також до процесу обробки деталей входять наступні етапи : карусельна обробка, розміточна обробка, свердлувальна обробка, фрезерна, транспортна обробка. Всі вони докладно описані в технологічній карті.
4 Індивідуальне завдання
4.1 Формулювання індивідуального завдання
Розробити проект бази даних для призначення режимів різання при чорновій обробці неосьових отворів.
Завдання реалізоване за допомогою проектування бази даних для даної наочної області засобом середовища візуального програмування Delphi [4].
4.2 Аналіз наочної області. Проектування структури бд.
Проаналізуємо наочну область, розробимо ER-діаграму (Рисунок 6).





A



D H




B E


I


C

F

G

Рисунок 6 – ER – діаграма бази даних
На рисунку 7 представлено діаграму ER - екземплярів

Рисунок 7 - Діаграма ER - екземплярів
На рисунку 8 – Зв'язок між таблицями.