

7. Норми часу і виробітку при обслуговуванні флексо машини fa-2500:
Час на обслуговування машини:
настройка 1 секції (CMYK) ≈ 50 хв.
настройка змішаного кольору (Pantone, зразок) ≈ 100-200 хв.
Настройка секції висічки ≈ 50 хв.
Заміна рулону ≈ 40 хв.
Згідно паспортним даним машини ми друкуємо з сер. шв. 80 м./хв.
8. Норми витрат основних матеріалів для друкування етикеточної продукції:
Згідно місцевим нормам на 1000 м. пог. ЗМ використовуємо в середньому 500 г. фарби але у фарбове корито заливається не менше 1 л. фарби таким чином щоб фарба доторкалась до дукторного вала і не доставала до анілоксового.
Н а
налагоджування 1 друкуючої секції
потрібно 10 м. ЗМ.
а
налагоджування 1 друкуючої секції
потрібно 10 м. ЗМ.
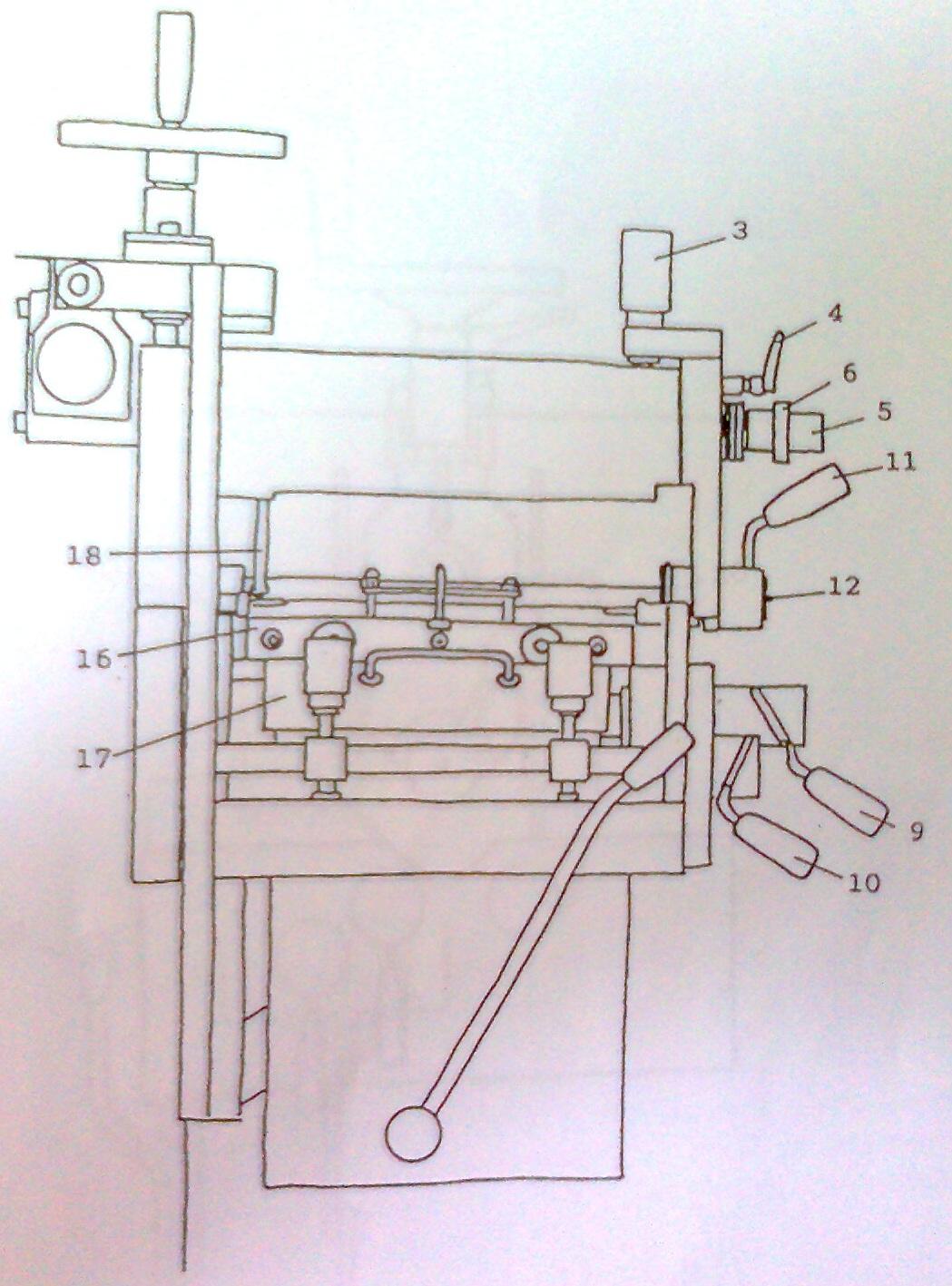
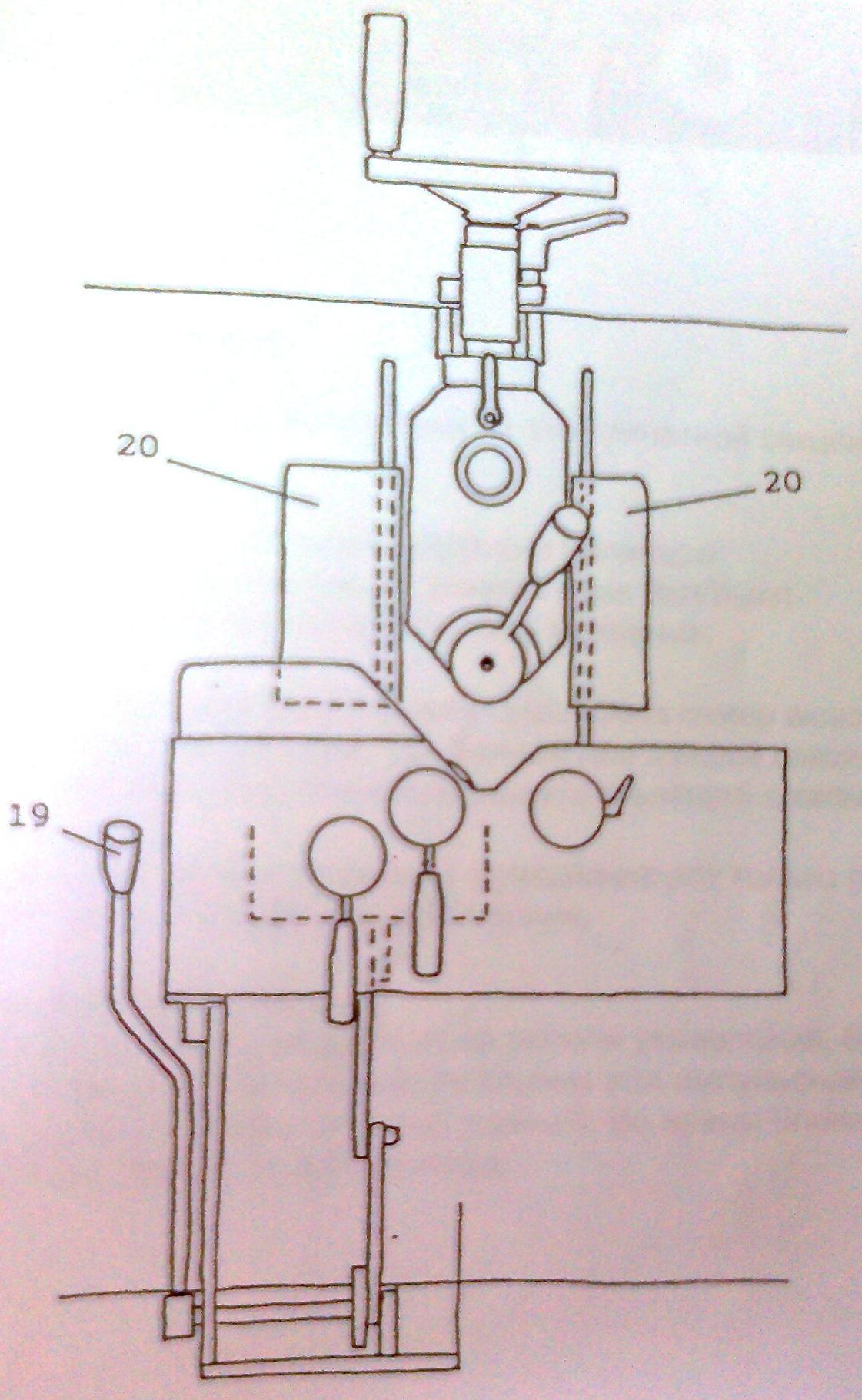
9. Схема будови основних вузлів машини:
1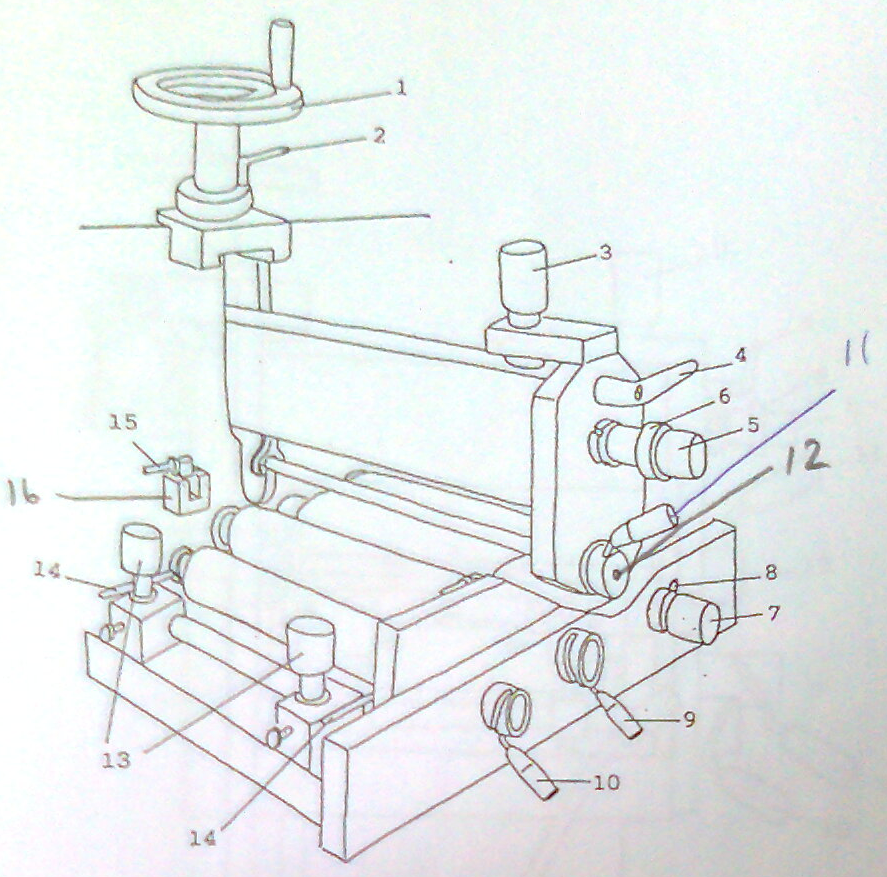
 .
Рукоятка регулювання тиску;
.
Рукоятка регулювання тиску;
2. Фіксатор рукоятки регулювання тиску;
3. Рукоятка точного регулювання тиску ФЦ на ЗМ;
4. Фіксатор рукоятки точного регулювання тиску ФЦ;
5. Рукоятка регулювання поперечної приводки ФЦ;
6. Фіксатор рукоятки регулювання поперечної приводки ФЦ;
7. Рукоятка регулювання повздовжньої приводки ФЦ;
8. Фіксатор рукоятки регулювання повздовжньої приводки ФЦ;
9. Рукоятка для установки анілоксового вала;
10. Рукоятка для установки дукторного вала;
11. Рукоятка, зміщена з віссю ФЦ;
12. Отвір для введення змазки;
13. Регулятор положення анілоксового вала відносно ФЦ;
14. Регулятор положення дукторного вала відносно анілоксового вала;
15. Фіксатор ракеля;
16. Держатель ракеля;
17. Кожух валів;
18. Тяга регулювання поперечної приводки;
19. Рукоятка переміщення фарбового ящика вгору/вниз;
20. Захисний кожух.
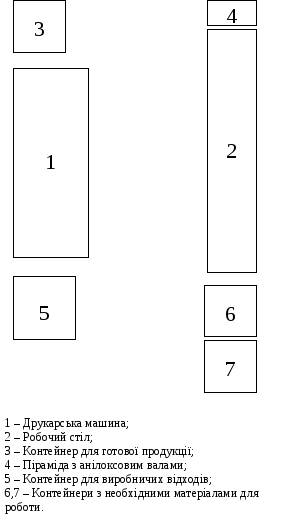
10. Схема організації робочого місця флексо машини fa-2500:
11. Технологічні розрахунки ( кількість приладок, кількість основного матеріалу, кількість фарби):
1)Розраховуємо кількість приладок за формулою
1*5
П р
= = 0,83 ≈ 1 пр.
р
= = 0,83 ≈ 1 пр.
6
Кількість форм 4 шт. =˃ фарбовість етикетки 4 кольори
2)Мені потрібно знайти кількість ЗМ(в м. пог.), відомо, що тираж 50 тис. етикеток, на формі знаходиться 10 етикеток виходячи з цього ми можемо розрахувати необхідну кількість ЗМ на даний тираж:
z*3,175 96*3,175
T
 =
*t = *50 =1524 (м. пог.)
=
*t = *50 =1524 (м. пог.)
 K
10
K
10
Т – кількість ЗМ в м. пог.
Z – кількість зуб’їв на шестерні
K – кількість етикеток на формі
t – тираж в тис. шт.
Знаходимо кількість ЗМ (в кг.), мені відомо, що в рулоні 130 ширини довжина 2000 м. та його вага 42 кг., а довжина ЗМ – 1524 м. виходячи з цього я можу знайти:
К
42*1524 =˃X
= =32,004≈32
(кг.)
2000
4
 2
кг. = 2000 м.
2
кг. = 2000 м.
Х кг. = 1524 м.
3
1*1524 =˃
X = =19,05≈20
(хв.)
80
1 хв. – 80 м.
хв. – 80 м.
Х хв. – 1524 м.
хв. – 1524 м.
Але це ще не кінцевий результат це час тільки на саме друк тиражу без приладки, приводки…
Час на настройку 1 секції – 50 хв.
секції висічки – 50 хв.
Отже виходить 20 хв. + 5*50 хв. + 50хв. = 320 хв. = 5 год. 20 хв.
4
1524*500 =˃
X =
=762
(г.)
1000
1 000
м. пог. – 500 г.
000
м. пог. – 500 г.
1 524
м. пог. – Х г.
524
м. пог. – Х г.