

15. Зіставити хім.. Неоднорідність зливків спок, напів спок та кіп сталі (справочнік)
16. Розкрийте термодинамічні основи зародження і зростання кристалів.
. Образование зародыша. Зародыш может образоваться в жидком металле по механизму так называемого гомогенного зарождения. Термодинамику гомогенного зарождения твердой фазы можно объяснить следующим образом. При возникновении новой фазы происходит уменьшение объемной свободной энергии системы.
Однако возникновение новой фазы сопровождается образованием поверхности раздела и возрастанием свободной энергии системы за счет увеличения поверхностной энергии межфазное натяжение на границе раздела фаз (удельная поверхностная энергия).
Тогда суммарное изменение свободной энергии системы (изобарно-изотермического потенциала). Зародыш твердой фазы термодинамически неустойчив и лишь при происходит уменьшение свободной энергии и становится возможным рост новой фазы.
Рост кристалла. Допустим, что образовался устойчивый зародыш. Если температура на границе раздела твердой и жидкой фаз равна температуре кристаллизации Те, то эти фазы будут термодинамическими равноустойчивыми (см. рис. V.1). Это значит, что число атомов, «осевших» на границе твердой фазы и покинувших ее, равно, т. е. нарастания или оплавления твердой фазы не происходит. Это динамическое равновесие может быть изменено в сторону кристаллизации при создании определенных термодинамических условий, а именно: число частиц, обладающих уровнем энергии, соответствующим переходу в твердое состояние
17. Обґрунтувати особливості газоутворення в зливках напівспокойної сталі.
В процессе кристаллизации стали неизбежно развиваются ликвационные процессы и создается возможность для окисления углерода и образования пузырьков СО.
В нижних горизонтах слитка полуспокойной стали обычно ферростатическое давление нарастает быстрее, чем создаются необходимые условия для окисления углерода. В результате этого в нижней части слитка нормально раскисленной полуспокойной стали сотовые пузыри отсутствуют. В верхних горизонтах слитка также вначале кристаллизация происходит без выделения газов, но по мере развития ликвации и при меньшем, чем внизу, ферростатическом давлении начинается окисление углерода. Этот процесс развивается настолько слабо, что рост пузырьков СО не опережает роста кристаллитов и практически все газы остаются в виде сотовых пузырей. По этой причине эффекта кипения при затвердевании полуспокойной стали не бывает. При образовании твердой корочки на зеркале слитка прекращется рост пузырей и в верхней его части.
При сравнительно вялом выделении газов при кристаллизации наружная плотная корочка получается тонкой. Протяженность зоны сотовых пузырей по высоте обычно достигает 60 % и зависит от степени раскисленности и скорости разливки стали. В случае кристаллизации недораскисленной стали сотовые пузыри распространяются на всю высоту слитка.
Увеличение расхода раскислителей и повышение скорости разливки способствуют уменьшению зоны сотовых пузырей. Раннее затвердевание верха слитка не позволяет развиваться им и по ширине слитка.
В дальнейшем газовыделение в слитке может происходить вследствие усадки и при скоплении кислорода и углерода в результате ликвации. Таким образом возникают газовые пузыри и полости в средней и головной частях слитка. Вторичные пузыри в полуспокойной стали, как правило, не встречаются. Недоразвитая усадочная раковина в виде одной или нескольких газовых полостей в нормальном слитке занимает от 10 до 25 % его высоты. Сверху она прикрыта мостом металла толщиной 150—200 мм. В нем располагаются отдельные пузыри, вытянутые в направлении теплового центра слитка. Если они изолированы от атмосферы и не окислены, то при обжатии завариваются так же, как и усадочные полости, расположенные ниже.
Интенсивность газовыделения, а следовательно, и степень раз-вития ликвации в слитке полуспокойной стали ниже, чем в кипя-щей, но выше, чем в спокойной стали.
№19-20 Ліквація
 Зональная
ликвация в слитке спокойной стали. В
наружной корковой зоне слитка ликвация
отсутствует и состав металла здесь не
отличается от состава жидкой стали,
поскольку из-за быстрой кристаллизации
поверхностных слоев слитка ликвационные
процессы здесь не успевают развиться.
Зональная
ликвация в слитке спокойной стали. В
наружной корковой зоне слитка ликвация
отсутствует и состав металла здесь не
отличается от состава жидкой стали,
поскольку из-за быстрой кристаллизации
поверхностных слоев слитка ликвационные
процессы здесь не успевают развиться.
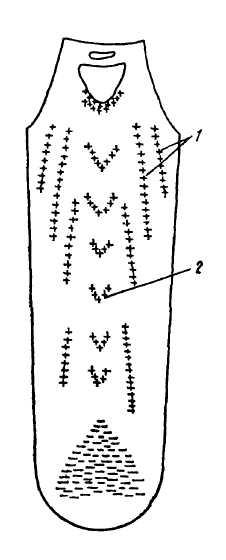
В остальном объеме слитка ликвация серы, фосфора и углерода подчиняется следующей закономерности: в верхней части слитка содержание элементов возрастает в направлении к оси; в средней по высоте части слитка ликвация незначительна; в нижней части наблюдается обратная ликвация — содержание серы, фосфора и углерода убывает в направлении к оси слитка. Отрицательную ликвацию в нижней части слитка объясняют всплыванием и перемещением примесей в верхнюю часть слитка.
Наряду с отмеченной общей закономерностью распределения ликвирующих примесей в слитке спокойной стали наблю-
даются (рис. 155) специфические виды ликвации: V-образная ликвация под усадочной раковиной и скопление при месей в виде нитей или полос — Л-образная ликвация или "усы". Обра зование V-образной ликвации объясняют опусканием в усадочные пустоты осевой части слитка загрязненного примесями металла из прибыли. Причи на образования Л-образной ликвации не выяснена. Одни металлурги считают "усы" следами выделявшихся при кристаллизации пузырьков водорода, которые увлекали за собой примеси; другие видят причину в опускании загрязненного примесями металла в усадочные полости низа слитка по узким каналам между осями дендритов.