

-
Конструкція свердел з механічним кріпленням бнп
[7,c.164-170 ] В вартісному сенсі доля інструменту з ТС в США в 80-х роках зросла в 1,5 рази при збільшенні номенклатури та конструктивних виконань.
Використовують свердла суцільні, з напаяним та механічним кріпленням пластин. Недоліками перших двох типів свердел є підвищені витрати твердого сплаву та необхідність складних переточувань, кількість яких обмежена та відносно малий строк служби корпусу. В наслідок ефективність використання не дуже висока.
Вказаних недоліків позбавлені свердла з БНП, які створені в 80 роки діаметром 18 мм та більше. Їх використовують для обробки отворів довжиною до трьох діаметрів. Сучасні свердла для обробки отворів виконують діаметром від 8 мм,довжиною від 5xD. Свердла складаються з загартованого корпусу; двох змінних
пластин твердого сплаву; гвинтів кріплення (за способом S).
|
|
|


Рисунок 13.1 – Свердло з механічним кріпленням БНП
Одне свердло даного типу дозволяє замінити цілий ряд інших інструментів. На рисунку нижче приведено використання свердел подібного типу корейської фірми TaeguTOOL для проведення свердлення, розточування отворів, торцевого точіння, виготовлення ступінчатих валів та інше. Використання подібного сверла дозволяє зменшити потреби інструменту та відповідно скоротити витрати. Зменшення кількості переустановлень скорочує час обробки підвищує продуктивність та точність. Обертання деталі може відбуватись з реверсом (рисунок).
Свердла виготовляють з циліндричним хвостовиком, що спрощує виготовлення та підвищує універсальність. Передбачається внутрішнє підведення МОР. Передача крутного моменту здійснюється через гвинти оправки на лиску державки, або через торцеву шпонку та фланець оправки.
Пластини вставлені асиметрично відносно осі. Центральна пластина встановлена в осьовій площині таким чином, що поперечне різальне лезо відсутнє. Периферійна пластина знаходиться вище з метою надання оптимальних геометричних параметрів λ =8°
Можливе використання пластинок з різними різальними властивостями. Периферійна повинна мати високу зносостійкість, в цей час центральна – мати високу в’язкість. Пластини застосовують у формі опуклого трикутника ε=80°


Пластини мають спрочнувальну фаску, стружколамні канавки, раціональний передній кут, тороїдальний отвір для кріплення гвинтом, покриття. Матеріал пластин МС, ТК, ВК. Пластини допускають швидкість 80-250 м/хв., осьову подачу 0,1-0,25 мм/оберт. Використання МОР є важливим для обробки сталевих заготовок, сприяє утворенню, відводу стружки та охолодженню. 20-50 л/хв. тиск 2-5 атмосфери.
Використання свердел можливо лише при великій жорсткості ВПІД 8 000- 15 000 н/мм.

Рисунок 12.2 – Пластина свердла з механічним кріпленням БНП
Критерій затуплення пластини 0,8 мм, стійкість Т=30-40 хв, а при наявності покриття збільшується в 1,5-2 рази.
Особливості конструкції сучасних твердосплавних свердел та з різальними елементами з НТМ
[7, c.164-170, 6д, с.380] Традиційні конструкції спіральних свердел не відповідають вимогам сучасних високошвидкісних верстатів з ЧПК. Проста заміна матеріалу не дозволяє в повній мірі використати можливості твердого сплаву. Потрібно створити спеціалізовані конструкції свердел.
Завод ім. Воскова випускає пластини зі спіралевидними поверхнями, що забезпечує позитивні значення передніх кутів вздовж ГРЛ. Свердла з напаяними пластинами звичайно використовують для обробки чавунів. Деякі з конструкцій свердел допускають подачу ЗОР у зону різання ( при обробці сталі 40Х твердістю HRCэ42-45 швидкість різання до 22 м/хв при подачі до 0,32 мм/оберт).
Запропонована фірмою Coromant (Швеція) конструкція свердел Delta, забезпечує в діапазоні розмірів 10-20 мм свердлення отворів без попереднього центрування та наступного зенкерування або попереднього Розвертування для матеріалів твердістю до HRCэ28-32. продуктивність обробки збільшується до 5 і більш разів.

Рисунок 13.1 – Свердло Delta фірми Coromant (Швеція)
Особливості конструкції [5д, с.380]: обладнання свердла двома напаяними твердосплавними пластинами, можливість підводу ЗОР в зону різання. Різальні кромки мають постійний передній кут 20°, а в зоні поперечної кромки створені дві радіальні різальні кромки (замість поперечної) з додатним кутом γ10°. Крім того, вздовж різальних кромок виконана спрочнювальна фаска. Хвостовик свердла циліндричний, що закріплюється у патронах для підводу ЗОР з витратами 5-15 л/хв при тиску 2-5 атм. Корпус свердла має твердість HRCэ50-56 та обниження діаметру. Підвищена жорсткість та відсутність поперечної різальної кромки дозволяють працювати з подачами, які у 2 рази більші від звичайних.
Свердла подібної конструкції випускає фірма «Mitsubishi Metal Corporation».

Для заточення даних свердел слідують операціям та вимогам
|
|
Встановлення свердла у патрон при радіальному битті, яке не перебільшує 0.02 мм
|
|
Встановити свердло для заточення кутів (для фаски) у плані 140˚ та α=10-17˚ . Різальні леза повинні знаходитись у горизонтальній площині. Шліфувати ЗП (для фаски) на глибину 0.02-0.03 мм. Два останні проходи виконують без іскри.
|
|
|
На поверхні 3 виконують більше значення заднього кута (25-30˚). Шліфувати ці поверхні почергово, лінії перетину поверхонь повинні бути паралельними ГРЛ. |

Фірма Hermann Bilz Gmbx (Німеччина) [7,с.184] випускає іншу спеціалізовану конструкцію. Особливості: три різальні леза та остружкові канавки, з товщиною серцевини 0,3*D, що забезпечує високу жорсткість серцевини; позитивні значення передніх кутів до серцевини, задня поверхня свердла має ступені, які зміщені в осьовому напрямку для подрібнення стружки. Свердла оброблюють матеріал без попереднього центрування зі збільшенням продуктивності до 6 разів.
Матеріал ТС значно кращий від вітчизняних зразків і має міцність на згин 3400 МПа (порівняно до міцності ВК6-)М – 1500 МПа), особливо дрібнозернисту структуру та більшу щільність.
Все ширше використовують матеріали з НТМ, які мають: підвищену зносостійкість (приблизно в сто разів більшу від зносостійкості твердих сплавів - риса особливо важлива для верстатів з ЧПК), малі радіуси округлення різальних кромок, які забезпечують високу якість обробки, але крихкі.
Алмазні свердла використовують для обробки кольорових металів (крім карбідоутворюючих) та матеріалів з підвищеною абразивною здатністю (наприклад при виготовленні електронних плат виконують отвори Ø 0,4-1,2 мм навіть до 0,08 мм). Свердла обладнують пластинами з КНБ, що дозволяє обробляти сталі та чавуни, навіть твердістю до 70 HRC.
Геометричні параметри різальних інструментів до останнього часу не мали суттєвих відмінностей від характеристик ТС інструмента, що зв’язано з відсутністю достатньої наробки та оптимізації конструкцій.
НТМ постачають світові лідери (фірма Crafts (США), НАМ (Німеччина), Specialy Materials Bisiness Machine Dept, General Electric Co та ін.) Заготовка для різальної частини свердел – це пресований полікристал (мало дисперсні, безпорядкові орієнтовані кристали) міцно зв’язані одне з одним та з підкладкою твердого сплаву. Пресування відбувається при високому тиску і температурі. Стійкість інструменту збільшується до 100 разів порівняно з обробкою твердими сплавами.
Номенклатура виробів обладнаних НТМ, постійно збільшується. Використовують для виготовлення односторонніх та спіральних свердел, різальних пластин, Розверток та інших виробів.
Швидкість різання може досягати 150–200 м/хв, при подачі на оберт 0,01 мм/об. Використання ЗОР при цьому недоцільно через виникнення так званої парової подушки, яка значно зменшує вплив.
Фірма НАМ (Німеччина) виготовляє свердла двох виконань:
-
З алмазною вставкою;
-
З алмазною голівкою (довжиною 2-3 мм, решта з ТС)
Свердла монолітні ТС діаметром 6-12 мм фірми «Кленк» (Німеччина) обладнані пластинами матеріалу «боразон» фірми НАМ, забезпечують можливість обробки високоміцних матеріалів твердістю до 56 HRCэ.
Свердла з алмазною голівкою дозволяють виконати при кращий якості за період стійкості отворів у 100 разів більше ніж свердла з ТС та допускають 4-5 переточувань.
Свердла можуть виготовлятися з механічним кріпленням пластин з нітриду бора за центральний отвір.
Зенкери, їх конструктивні елементи
Зенкери – це багатозубий різальний інструмент для обробки як конічних та циліндричних отворів, так і ділянок плоских поверхонь. Зенкеруванням обробляють отвори, що отримані свердленням, точність отворів IT 10 – IT 11, шорсткість Rz20-Rz40 мкм. На відміну від свердел, зенкери мають 3-6 зубців.
Конструктивні елементи зенкера подібні до свердла.
Зенкери можуть бути:
-
За технологічним призначенням : циліндричні, цековки, зенковки (для обробки опорних поверхонь);
-
За конструкцією: кінцеві , насадні,суцільні і збірні;
-
За матеріалом різальної частини: із різальною частиною із легованих вуглецевих та ШС або ТС;

Рисунок 14.1 - Зенкер
Іноді =N, а кут вимірюють в циліндричній поверхні, яка є співвідносною з віссю зенкера. кут 1 - задають перепадом діаметрів калібрувальної частини на 100 мм довжини.
При λ>0 стружка рухається в бік до хвостової частини. Якщо λ<0 стружка рухається по напрямку подачі.
Діаметр зенкеру встановлюють з урахуванням діаметру отвору, який оброблюють. Якщо Н – це допуск на виготовлення отвору, то допуск на виготовлення зенкеру D~0,3Н, р - розмір на розбивку отвору; П- допуск на переточування зенкера.
Діаметр
переднього кінця зенкера виконують
дещо меншим ніж діаметр отвору
![]() .
.
d1- діаметр переднього кінця;
d3 - діаметр отвору.
dc = 0.5d
Діаметр
серцевини дещо більший ніж у свердла
![]() .
.
Хвостовик
частіше виконують конічної форми, для
передачі крутного моменту (лише конус
Морзе),
 - швидкість різання зенкером.
- швидкість різання зенкером.
Подача при зенкеруванні більша через жорстку конструкцію та більшу довжину різальних лез,відсутність перемички.
Розвертки
Розвертування - це процес чистової обробки отворів. Розвертуванням отримують отвори по 6-9 квалітетах , шорсткість Ra 0,32-1,25 мкм.
Класифікація розверток :
-
За способом використання: ручні або машинні;
-
За формою: циліндричні і конічні ;
-
За конструкцією: суцільні і збірні , регульовані і нерегульовані ;
-
За методом кріплення : кінцеві і насадні.
Основні конструктивні параметри :

Рисунок 15.1 - Розвертка
Розвертки складаються з 1- робочої частини,
1.1- різальна частина, 1.2- напрямна (калібрувальна),
1.2.1.- циліндрична частина,
1.2.2- ділянка зі зворотнім конусом,
2.- шийка,
3.-хвостовик.
![]()
Число зубців z=6-12 (тільки парне, це зручно для контролю).
Довжина калібрувальної частини приблизно рівна половині різальної.
Поле допуску на діаметр калібрувальної частини нової Розвертки визначається подібно до зенкера:

Рисунок – Поле допуску на Розвертку
Таким чином, діаметр Розвертки залежить від розбивки отвору і поля допуску на отвір. Розбивка отвору, в свою чергу, залежить від МОР. Зворотний конус зменшує розбивку отвору.
Довжина різальної частини залежить від кута 2φ, який, в свою чергу, залежить від призначення та конструкції розвертки:
φ = 1..2° – ручні розвертки;
φ = 3..5° – для крихких матеріалів;
φ = 12..15° – для в’язких матеріалів;
φ = 45° – для глухих отворів.
При розвертуванні подача на оберт більше, ніж при свердлінні. Виготовляють Розвертки з легованих сталей . Наприклад, 9ХС.
Зубці
на різальній частині заточують гостро,
тобто α>0 , γ=0 або γ>0 , наприклад для
чорнових розверток. Часто кут λ=0, а
взагалі – визначається за тим же
правилом, що для зенкерів і свердел.
Кількість зубців звичайно
![]() ,
і звичайно парне. Іноді кут між зубцями
є різним.
,
і звичайно парне. Іноді кут між зубцями
є різним.
Напрямна частина складається з циліндричної і ділянки зі зворотнім конусом. Довжина циліндричної частини визначається через діаметр Розвертки. Зворотній конус необхідний для усунення пошкодження отвору при виході Розвертки. Звичайно розвертка не виправляє похибку форми, тому в умовах сучасного виробництва використовують так звані дискові Розвертки. Вони можуть мати різальну частину із ШС , і виправляють більшу частину похибки форми положення
Кутовий крок між зубцями Розвертки, для особливо точних Розверток, виконують не рівномірним.
Зубці калібрувальної частини виконують із фаскою f , α1=0. Розмір f залежить від D. Звичайно γ1=0, це пов’язано з тим , що Розвертка не зрізує великих шарів матеріалів: а>0,02-0,2, ρ - радіус закруглення різального леза .
Напрямок зубців: прямі, гвинтової форми. Останні використовуються для обробки переривчастих отворів або у випадку обробки листів (котельні Розвертки). Кут нахилу зубців протилежний до напрямку обертання.
Особливості конструкції розверток для верстатів з ЧПК [5,c.164-170]
Відрізняються точністю виготовлення. Використовують стандартні багатозубі Розвертки для діаметрів Ø3-50 мм, регульовані багатозубі Розвертки Ø10-40 мм. Ці Розвертки мають гвинт з точною конічною голівкою. Регулювання без переточувань можливо в діапазоні до 0.1 мм. Кількість зубців Розвертки звичайно в 2 рази більше від кількості пружних пазів.
Для підвищення точності і шорсткості поверхонь рекомендують використовувати на верстатах з ЧПК однозубі Розвертки з механічним кріпленням плани твердого сплаву.
Розвертки мають одну різальну пластину та дві або три напрямні. Процес розвертування інструментом такого типу дозволяє самоспрямовуватись, виправляючи похибки попередньої обробки (до 1 мм на діаметр). В більшості випадків такі Розвертки забезпечують кращу якість обробки ніж стандартні та дозволяють збільшити швидкість різання, виключити вібрації. Твердосплавні Розвертки широко використовують при Ø50 мм та більше для виготовлення гідроапаратури.
Напрямні пластини виконані з твердого сплаву та впаяні в пази корпусу та по діаметру точно прошліфовані в центрах корпусу. Різальна пластина не відповідає стандартним розмірам та може бути знятою з корпусу та замінена нову. Вона гостро заточується знятою з Розвертки.
Режими різання змінюються в залежності від умов обробки в межах 5-80 м/хв. З обов’язковим використанням ЗОР (масло + тонка фільтрація), подача на оберт – 0,03-0,2 мм/об. Пластина може мати верхній шар з НТМ, при цьому стійкість її значно збільшується. Після нанесення покриття різальну кромку доводять, зменшуючи .


Рисунок 16.1 – Розгортка для верстатів з ЧПК
Протягування: характеристика, класифікація, основні складові частини протяжки
Протягування є одним з найбільш високопродуктивних процесів обробки деталей різанням. Висока продуктивність процесу протягування обумовлюється тим, що одночасно працюють декілька зубців інструмента з великою сумарною довжиною різальних кромок. Виключенням є протягування деталей тіл обертання, де ця умова в більшості випадків не виконується.
Протяжки дозволяють отримати поверхні високої точності (7÷8-й квалітет) і невеликої шорсткості (Ra 0,63÷2,5мкм). При обробці отворів, протягування легко замінює зенкерування та розвертування, а також чистове розточування.
Для деяких видів поверхонь, таких як евольвентні, шліцові, гвинтові отвори, протягування є єдиним методом їх формоутворення. Протягування інструментами з швидкорізальної сталі проводиться при порівняно низьких швидкостях різання 3÷8 м/хв., отриманих в наслідок поступального чи обертального руху протяжки. Виключенням є обробка деталей тіл обертання, коли колова швидкість обертання деталей 25÷35 м/хв.
Протяжки діляться на внутрішні і Зовнішні. Внутрішні протяжки потрібні для обробки отворів як простих циліндричних, так і складного профілю (шліцьових, евольвентних, багатогранних). Зовнішні протяжки застосовують для обробки площин і фасонних поверхонь на призматичних деталях, а також циліндричних і фасонних поверхонь на деталях тіл обертання.
За конструкцією протяжки бувають цільні та зборні. По схемам різання вони розрізняються на одинарні(звичайні) і групові(протяжки змінного різання).
Основні частини протяжки вказані на (рис.1):

Рисунок 17.1 – Частини циліндричної протяжки.
1 – хвостовик; 2 – шийка; 3 – перехідний конус; 4 – передня напрямна частина; 5 – різальна частина; 6 – калібрувальна частина; 7 – кінцевий напрямок; 8 – опорна цапфа (для довгих і важких протяжок); 9 – центровий отвір, який є базою для виготовлення та переточки протяжок.
Хвостовик потрібен для закріплення протяжки в патроні станка. Хвостовик роблять під патрон з клиновим кріпленням і під швидкозмінний патрон з автоматичним кріпленням.
Діаметр хвостовика d1=d0 – (0,5÷1) мм, де d0 – діаметр попередньо підготовленого отвору. Довжина хвостовика l1=(2÷5)d1; менший коефіцієнт приймається для великих протяжок. Діаметр виточки d'=(0,7÷0,8)d1.
Шийка є допоміжним елементом, що зв’язує хвостовик з напрямною і робочою частинами протяжки. Діаметр шийки d2 дорівнює на 0,5 – 1 мм менш ніж діаметр хвостовика.
Перехідний конус полегшує напрямок деталі або протяжки під час входу напрямної частини в отвір. Його шліфують, довжина l3=10÷25 мм з врахуванням діаметра протяжки.
Напрямна частина потрібна для центрування отвору, що оброблюють, відносно осі протяжки, а також виключає зміщення деталі на протяжці. Діаметр напрямної частини дорівнює найменшому діаметру підготовленого отвору, тобто d4=d0min.
Різальна частина протяжки є основною, яка зрізає необхідний метал у заготовці. Вона складається з чорнових, напівчистових і чистових зубців. Різальна частина протяжки визначається схемою протягування, параметрами зрізуваного шару, конструктивними елементами і геометричними параметрами зубців, числом зубців і довжиною.
Калібрувальна частина протяжок має декілька зубців, які додають поверхні або отвору остаточну точність і шорсткість. Теоретично калібрувальні зубці не ріжуть, так як вони не мають підйому на зуб. Практично перший калібрувальний зуб може зрізати дуже тонкі стружки за рахунок деякого перевищення над розміром останнього чистового Різального зуба.
Кінцевий напрямок не дозволяє утворюватися перекосу обробленої деталі під час виходу з неї останніх калібрувальних зубців протяжки і тим самим прибирає пошкодження обробленої поверхні і поломку зубців інструмента. Довжина кінцевої напрямної частини l7=(0,5÷0,75)l, але не більш 60 – 70 мм.
Порівняння схем різання при протягуванні
Під схемою різання при протягуванні розуміють картину поступової зміни форми і розмірів отвору, що оброблюється, або спосіб розподілення роботи між різальними зубцями протяжки. Розрізняють схеми різання:: одинарна і групова (або змінного різання).

а - одинарна б - змінна
Рисунок 18.1 – схеми різання при протягуванні
Одинарна, або звичайна, схема – це схема, коли кожний різальний зуб зрізає широкий b, але тонкий а шар (рис.2.1,а). В цьому випадку діаметр або висота кожного наступного зуба різальної частини протяжки більше попереднього на визначену, зазвичай постійну величину, яка дорівнює 2а або а.
Схема змінного різання така, коли кожний Різальний зуб зрізає короткий b2, але товстий шар а2. Різальна частина протяжки конструюється так, що вона складається з декількох груп зубців різного діаметра або різної висоти, а кожна група має декілька зубців (2 – 5) одного діаметра або однієї висоти (рис.2.1,б). На ньому цифрами 1 – 3 позначені Різальні зубці однієї групи, які лежать на одному діаметрі, окрім останнього, тобто третього. Шари, що зрізаються, з параметрами а2 та b2 зазначені відповідно тими ж цифрами.
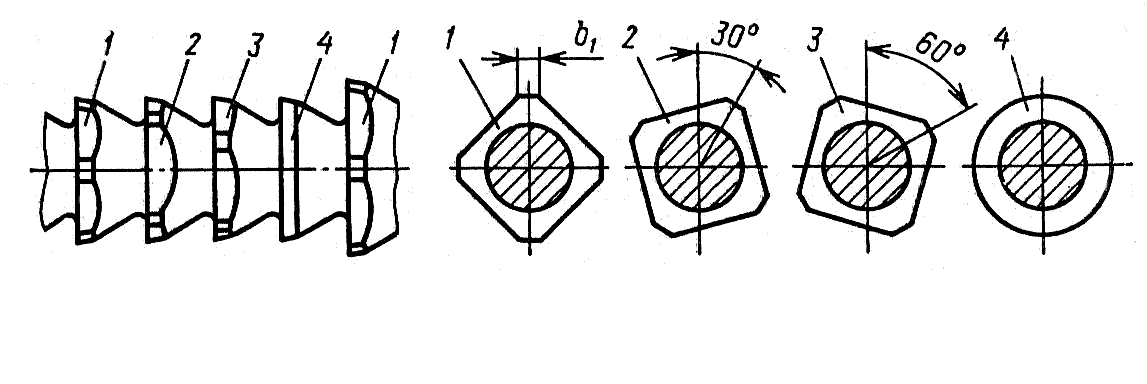
Рисунок 18.2 – Багатогранні зубці групової протяжки.

Рисунок 18.3 – Утворення і геометрія остружко розподільних канавок.

Рисунок 18.4 – Елементи зубців і канавок протяжки.

Рисунок 18.5 – Двозубі секції шліцьових протяжок змінного різання.

Рисунок 18.6 – Плоскі зовнішні протяжки.
Викружки на зубах виконують таким чином, щоб площа зрізу кожним зубом була орієнтовно однаковою останній зуб групи має профіль повної довжини, діаметром на 0,02÷0,04 мм меншим від решти зубів групи. Чим більше зубів у групі, тим кругові вирізи довше та глибше. Для zc>3 викружки можуть бути замінені площинами. Для zc=4 кут відносного повороту зубів у секції θ~30º. Такі багатогранні зуби легше виготовляти, а їх площини можуть шліфуватись на прохід.
Переваги протяжок змінної схем різання:
-
При збільшенні товщини зрізу питомий тиск зменшується при рівних площинах зрізу, протяжки створюють менші сили різання, мають менше зубів.
-
Одинарні протяжки зрізають дугові стружки більшої ширини з ребром жорсткості, яке важче деформувати, що викликає збільшення об’єму остружкової канавки та кроку між зубами.
-
різальна кромка у протяжки одинарної схеми різання є ламаною, послабленою на ділянках викружок, де створюються підвищені теплові навантаження.
-
Робота по корці
Різальна частина протяжок
Різальна частина протяжки визначається Параметрами:
-
Схемою протягання
-
товщиною шару, що зрізається;
-
Конструктивним елементам и геометричними параметрам зубців;
-
Кількістю зубців та довжиною.
Різальна частина складається з чорнових, напівчистових та чистових зубів.
При одинарній схемі різання діаметр першого зуба дорівнює діаметру попередньо підготованого отвору, а для групової схемі різання діаметр першої групи на половину припуску на групу перебільшує діаметр попередньо виготовленого отвору.
При одинарній схемі різання кожен наступний чорновий зуб більше попереднього на дві товщини зрізуваного шару. Таким чином, можна визначити діаметр наступних зубів
Число чорнових зубів для протяжки
одинарній схемі різання
![]()
групової схемі різання
![]()
(для одинарної та групової схеми різання )
Припуск під протягування залежить від розмірів обробленого отвору та для різних методів обробки (свердлення, зенкерування, розточування та ін.) визначається
![]()
Товщина зрізуваного шару для протяжок одинарної та групової схем різання відрізняються орієнтовно до 4 разів та можуть досягати 1 для чавуну та 0.4 при різанні сталі.
На вибір кроку між зубами впливають два суперечливі факти
Чим менше крок, тим коротший інструмент, більша кількість зубів, що одночасно працюють, вища продуктивність.
З іншого боку, менший простір займає остружкові канавки, менша товщина зубів, виникає небезпека розриву протяжки.
Попередньо
крок обирають за залежністю
![]() .
.
Потім, в залежності від кроку, визначають інші елементи форми зуба: розміри остружкової канавки товщину та висоту зуба, радіуси заокруглення спинки.
у випадках різання крихких матеріалів канавку виконують з прямою спинкою через подрібнення стружки.
Більш вірно визначати розміри остружкової канавки з урахуванням не тільки довжини отвору, але й товщини зрізу та коефіцієнту заповнення, що дорівнює
![]()
Таким чином, визначають усі елементи зуба та канавки в залежності від кроку.
Проводять перевірку, щоб кількість зубів, що одночасно працюють, була не меншою від 2, краще коли 3-4 та більше при обробці довгих отворів..
Для усунення нерівностей та інших дефектів поверхневої деформації, а також для більш плавного переходу до калібрування виконують напівчистові та чистові зуби або їх групи. У протяжок одинарній схемі різання кількість таких зубів приймається від 2 до 5 в залежності від форми та шорсткості обробленого отвору. Вони зрізають товщину припуску, що дорівнює товщині шару, що зрізається, одним чорновим зубом. Цей припуск поступово зменшується, але не повинний бути меншим 0.01 мм. Діаметр останнього чистового зуба дорівнює dчист=dmах .
Для протяжок групової схемі різання перехідні зуби можуть такого мати одинарну схему різання або виконуватись секціями. Загальний припуск також дорівнює товщині шару, що зрізується однією чорновою групою.
Остружкоподільні канавки на перехідних зубцях не виконують.
Геометрія різальних зубів. передній кут виготовляють з урахуванням технологічних можливостей виготовлення через небезпеку підрізання. Для запобігання зменшення розмірів протяжки її переточують по передній поверхні.
Задній кут через це не значний α=2-4˚.
Остружко-подільні канавки виконують у шаховому розташуванні з кроком 8-12 на чорнових зубах.